
 benlong
benlong 





Solenoid valve core Automatic Assembly machine
Custom solenoid valve core automatic assembly machine with rotary indexing table (8‑16 stations) and cam transmission. Assembles plungers, springs, and seals. Vibratory feeders, PLC control, 20‑40 pcs/min. Ideal for pneumatic, hydraulic, and fluid control valve manufacturers.
High‑Speed Solenoid Valve Core Automatic Assembly Machine
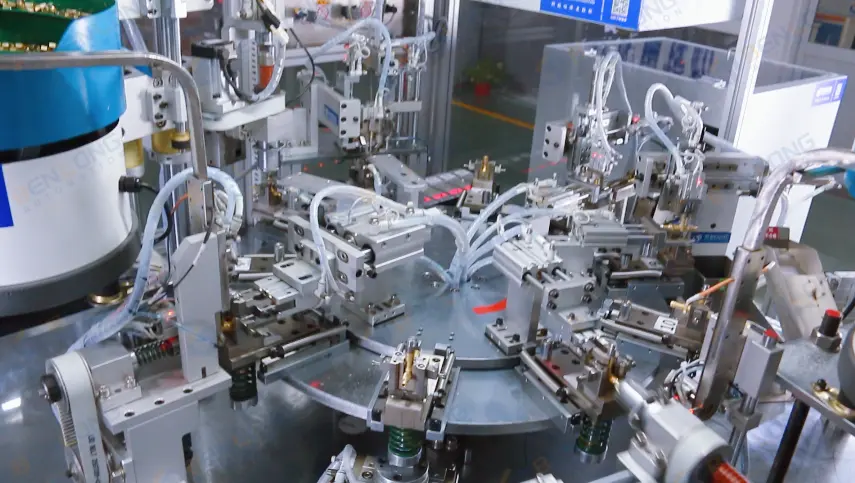
This machine is an automatic assembly device for solenoid valves cores that has been designed for high-speed applications in the fluid automation & control industry. The device combines the precision mechanical cam drive technology with intelligent controls, thereby converting the traditional manual assembly process of solenoid valve cores and plunger kits to a fully automated process. There is superior consistency with the assembly process; the machine is capable of handling multiple parts (brass bodies, plungers, springs, and seals). This machine will fit well within any solenoid valve manufacturer (pneumatics, hydraulics, irrigation, or automotive).
A completely automated system using vibratory bowl feed technology is employed to accurately orient the parts and load them into a machine. To provide the assembly process with repeatable accuracy, a durable rotary indexing table is being utilized to perform multi-stage assembly. This table guarantees that all components are aligned properly, and eliminates errors associated with manual assembly. Operators can utilize a user-friendly PLC touchscreen display to monitor the production status and make real-time adjustments. The system is housed within a safety enclosure and is manufactured for continuous operation (24 hours/day, 7 days/week). The average throughput of the system is approximately 20–40 assemblies per minute (depending on the complexity of the component and the number of assembly stations).
Standard delivery: 45-60 days | Rotary indexing table | Custom tooling available
What is a Solenoid Valve Core Automatic Assembly Machine?
An automated solenoid valve assembly machine is designed to automatically assemble all the internal parts of a solenoid valve, which include a plunger (armature), spring, seals (O-rings), and an inner brass or stainless steel solenoid valve body. The machine has a rotary indexing table with multiple workstations (8-16) and uses vibratory bowl feeders to automatically orient and feed each component to each workstation. The PLC and HMI control the assembly sequence, while the various pressing, insertion, and fastening operations are accomplished through precision cam or servo mechanisms. A consistent plunger stroke, spring preload, and seal seating are critical for successful operation of a solenoid valve and to achieve no leakage. As a custom, non-standard solution, we will customize the number of workstations, and design the bowl feeders, and assembly tooling based on your specific model and volume of solenoid valves.
Multi‑station parallel assembly for high throughput (8‑16 stations).
Precise mechanical motion for pressing, crimping, and insertion.
Automated orientation and delivery of plungers, springs, seals, and bodies.
Real‑time monitoring, recipe storage, and fault diagnostics.
Machine Features & Assembly Process




Technical Specifications
| Assembled components | Brass body, plunger (armature), spring, O‑rings / seals, retaining ring |
|---|---|
| Number of stations | 8, 12, or 16 stations on rotary indexing table (customizable)– |
| Drive mechanism | High‑precision cam transmission or servo‑controlled actuators– |
| Feeding system | Vibratory bowl feeders (2‑6 bowls) for each component type– |
| Assembly cycle time | 1.5 – 3.0 seconds per finished assembly (20‑40 pcs/min)– |
| Control system | PLC (Siemens/Mitsubishi) with HMI touch screen, recipe storage– |
| Inspection options | Part presence sensors, force monitoring, vision check (optional)– |
| Safety features | Enclosed safety housing with interlock, emergency stop, light curtains– |
| Power supply | 380V ±10% 50Hz | Compressed air 0.6MPa– |
| Dimensions (L×W×H) | Approx. 2,500mm × 1,800mm × 2,000mm (customizable)– |
Core Technical Advantages
High‑speed rotary indexing for maximum throughput
With this rotary indexing table, multiple work cells can operate simultaneously, allowing each to perform a task in parallel while increasing efficiency. For example, while one worker is loading a body, another is inserting a spring, and a third is inserting a plunger, the fourth will be pressing a retaining ring into place. Therefore, cycle times for each completed valve core will be 1.5 to 3 seconds.
Precision cam transmission for repeatable motions
The cam-driven mechanism gives exactly the same amount of stroke, speed, and force to any part of a machine every time and is highly important for keeping the depth of the seal pressed consistently, and also for crimping retaining rings without damaging delicate components; a feature not available from using pneumatic cylinders.
Gentle handling of small parts
Custom tooled vibratory bowl orienting systems for plungers, O-rings, and springs eliminate the risk of tangled or damaged surfaces. Soft touch pick and place will allow the plated or polished parts to be scratch-free during placement onto the assembly parts.
Full traceability & remote support
Production data (e.g., cycle count, station status, reject reason) is capable of being logged and exported for each assembly and will support remote diagnosis through VPN, enabling Benlong engineers to help troubleshoot remotely rather than require an onsite visit.
















Customer Success Story – Pneumatic Valve Manufacturer
Currently, a manufacturer of pneumatic solenoid valves manufactures plunger, spring & seal kits on a manual assembly line at 8 units per minute. However, this process has a high rate of rejecting the kits (due to misalignment of O-rings). To solve this problem, Benlong delivered a 12 station rotary indexing assembly machine with cam transmission and vision inspection capabilities. After four months, the results have been as follows:
The machine has paid for itself in 11 months and enabled the customer to satisfyer increasing demand without the need for a second shift!
Applications and Integration
Custom Engineering & Delivery
Request a Custom Solenoid Valve Assembly Machine Quote
Provide samples of your components and target outputs for us to create an indexing assembly machine utilizing cam-driven stations and custom feeders. We will also provide a full ROI analysis as well.
WhatsApp: +86 150 5837 0007 | Email: xsb@benlongkj.cn | English & Chinese support
Why Choose Benlong for Solenoid Valve Assembly?
- 15+ years designing rotary indexing assembly machines for fluid control components
- Proven cam transmission technology for high‑speed, repeatable motions
- Custom vibratory bowl feeders for delicate parts (O‑rings, springs)
- Integrated part presence and force monitoring
- Global service and spare parts support
Typical Custom Machine Includes
Working elements:
Rotary indexing table (8 to 16 stations)
Cam driven or Servo driven index actuator
Vibrating feeder bowls (2 to 6)
Programmable Logic Control with Human Machine Interface (Siemens)
Part presence sensors
Force monitor (Optional)
Safety Enclosure
Reject bin
Manual for operation
1 Year Warranty
Frequently Asked Questions
Cam driven mechanisms provide motion in a deterministic (position vs time) manner without variation from air pressure fluctuations. A consistent press-fit depth and insertion force are critical to insure a successful plunger stroke and to create proper seal seating. Cam machines tend to run faster and quieter than their pneumatic equivalents.
Absolutely. Stations with rotary tables use quick-change tooling to facilitate rapid changes of the fixture used for longer or shorter body lengths and can typically be done in 15 – 30 minutes. Adjusting the press depth and times as per recipe will be accomplished via the HMI system.
Gently designed, the vibratory bowl is used to minimize tangling of the O-rings as they move through the machine. The pick-and-place device uses a soft-type vacuum cup or tapered mandrel to expand the O-ring slightly before placing it down to ensure that it is seated properly and will not roll over.
When moderating components (same body length, different plunger length), the changeover process takes approximately 20 to 30 minutes. If you wanted to do a full family swap, we provide a second set of feeders and tools; the swap takes an additional 60 minutes.
Rotary table stations can also include optional testing to measure spring forces using Load Cells, verifying plunger stroke lengths using lasers and leak testing using air pressure decay.
Related Products
MCB Arc-chute semi automatic assembly machine
View Details
MCB Multi-Pole automatic assembly machine
View Details
MCB Cage Terminal automatic assembly machine
View Details
MCB Mechanism Set Automatic Assembly Machine
View Details
MCB automatic assembly line
View Details

