
 benlong
benlong 




Automatic Assembly Machine for AC Contactor Main & Auxiliary Contacts
High-speed automatic assembly machine for AC contactor main & auxiliary contacts. 3 sec/piece (20 PPM) screwdriving with torque monitoring. Washer & screw feeding, PLC control. Reduces labor by 80%, defects from 0.8% to 0.05%. ROI 6-12 months.
Automatic Assembly Machine for AC Contactor Main & Auxiliary Contacts
The machine can cycle each piece through the fixture in just 3 seconds for a total of 20 pieces per minute, based on the speed of the equipment used and the amount of products utilized per day. It replaces manual assembly processes for screw driving, i.e., attaching screws and washers to the AC contactor main terminals and auxiliary contacts and provides much greater reliability than performing these operations using a manual assembly process. This will allow manufacturers to experience greater efficiencies from their production processes, as they no longer need to worry about assembling the product manually before shipping it out to customers.
In addition to offering more accurate (torque tolerances) when assembling than using a manual assembly process, this machine offers much higher consistency in its torque tolerances between applications. Furthermore, the use of automated feeding systems (screw and washer) through the use of an intelligent assembly sequence performed by a PLC and high-precision electric screwdrivers improves productivity in terms of both cycle time and finished products delivered to the customers.
Standard delivery times for line integration with modular designs are typically between 30-45 days and return on investment (ROI) is generally seen within six to twelve months.

What is an Automatic Assembly Machine for AC Contactor Main & Auxiliary Contacts?
This is an Automatic Assembly Machine (AAM) for AC Contactor Main Auxilliary Contacts, and it is a Screwdriving Station to automate the assembly of screws and washers on the Main Terminals of AC Contactors and on the Auxiliary Contact Blocks of an AC Contactor. The operation of this machine is performed by way of an automatic washer feed system, a screw feeder, high-precision electric screwdrivers and a PLC-controlled operation sequence, yielding an average cycle time of approximately three seconds (20 PPM). The assembly process is performed with a very high degree of accuracy (±5%) and eliminates the possibility of creating a loose connector and/or stripping a thread due to operator error. Therefore, this AAM is the best solution for mass production lines requiring high throughput, repeatability and low operational costs.
20 pieces per minute – drastically outperforms manual assembly.
Real‑time torque check; out‑of‑range assemblies are automatically rejected.
Vibratory bowl or cassette loader for screws and washers – reduces downtime.
Recipe storage for up to 20 contactor models; fast changeover under 5 minutes.
Machine Features & Assembly Process




Technical Specifications
| Applicable products | AC contactor main contacts (e.g., LC1 series, 9–95A) and auxiliary contact blocks (e.g., LADN, LADT) |
|---|---|
| Assembly cycle time | ≤3 seconds per piece (approx. 20 PPM) |
| Torque range | 0.5 – 3.0 N·m (programmable, accuracy ±5%) |
| Feeding system | Automatic screw feeder + washer feeder (vibratory bowl or tape) |
| Control system | PLC (Siemens / Mitsubishi) with HMI touch screen, recipe storage for up to 20 contactor models |
| Power supply | 220V ±10% 50Hz | Compressed air 0.5-0.7MPa |
| Optional modules | Vision inspection for screw presence, torque data logging to MES, SCADA connectivity |
Key Advantages of the High‑Speed Screwdriving Assembly Machine
80% labor reduction
One machine replaces up to 4‑6 manual assembly operators. Reduces fatigue‑related errors.
Defect rate 0.05%
Achieved in real production (from 0.8% manual). Torque monitoring catches loose screws instantly.
Fast changeover
Recipe‑based switch between contactor models in <5 minutes (HMI). Mechanical change of feeders takes 10‑15 minutes.
Modular integration
Can be added upstream/downstream of coil winding, contact riveting, or testing stations. Modbus TCP or I/O signals.












Customer Success Story
A manufacturer of AC contactors in China that produces 30,000 contactors weekly switched their screw assembly process from manual to automated. As a result of being in operation for 4 months:
The machine paid for itself within 9 months.
Applications and Production Integration
Standard Delivery and Commissioning
Request a Custom Quote for AC Contactor Assembly Automation
Contact us with your contractor samples, torque specification, and desired output. Our engineers will provide you with a custom screwdriver solution modified to optimize ROI.
WhatsApp: +86 150 5837 0007 | Email: xsb@benlongkj.cn | English & Chinese support
Why Choose Benlong for Contactor Assembly Automation?
- 15+ years designing automatic assembly machines for AC contactors
- Proven high‑speed screwdriving with torque monitoring
- Modular design – easy integration into existing lines
- Fast after‑sales support worldwide
- Customizable for different screw/washer sizes (M2–M5)
Standard Machine Includes
A WW will have the following items: a screw feeding device, a washer feeding device (either vibratory bowl or cassette type), high-precision electric screwdrivers, a PLC with HMI (Siemens or Mitsubishi), safety enclosure, and one set of change parts for one type of washers and screws. The WW will also come with an operations manual for proper operation.
Frequently Asked Questions
This tool can handle standard screw types of the cross/recessed head screw type (M2 to M5) with flat washers or wave washer types. You can get customized tools for other screw styles too!
Changing recipes will take less than five minutes via HMI function while changing mechanical parts, such as feeder bowls or screw bits, will take an additional 10–15 minutes.
Yes! Every electric screwdriver has depth sensing and torque monitoring. If the screw is either too far or not far enough into the part or if there’s not enough torque applied on the head of the screw, then it will stop working or reject that part and trigger an alarm.
Indeed, this modular system can either be located either upstream or downstream of the other automated devices (e.g., winding coils, riveting contacts, and testing). The communication method used can either be Modbus TCP or via I/O signals.
For a line with a weekly production of 20,000 contactors, return on investment will typically fall between 6 and 12 months based on labor savings achieved through reduced rework.
Related Products

MCB magnetic iron core automatic assembly machine
View Details
MCB Multi-Pole automatic assembly machine
View Details
MCB Mechanism Set Automatic Assembly Machine
View Details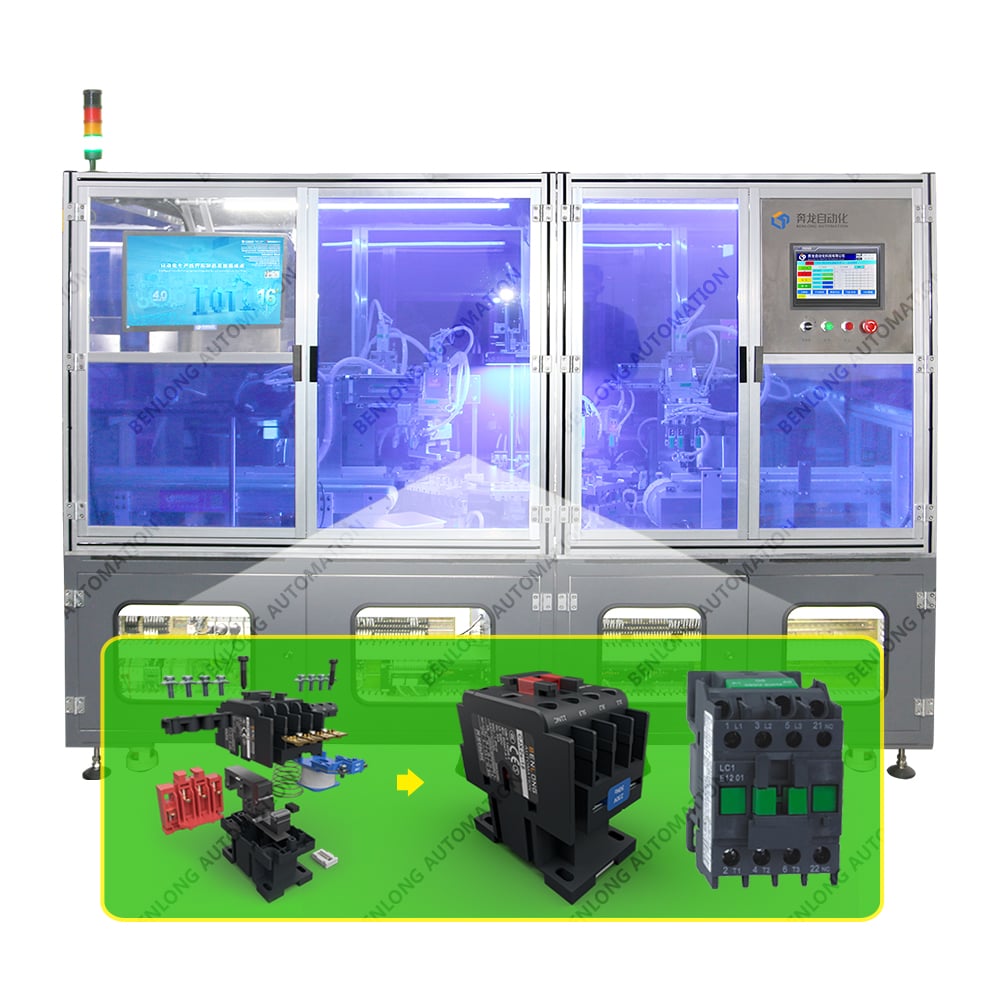
AC contactor automatic contact insertion machine
View Details
Terminal Block Clamp Automatic Assembly Machine
View Details

