
 奔龍
奔龍 



MCB注塑模具開發流程:從設計到大量生產
經過 黃小蕾 發佈時間:2026年6月26日
一個 MCB注塑模具 該模具專為生產大量類似的微型斷路器外殼而設計,並在整個生產過程中實現對公差的精確控制。只有深入了解其核心工具,才能真正理解這項說法的含義。 MCB注塑模具採用特殊熱處理鋼(硬化鋼)製成,經設計可承受超過一百萬次的循環使用,其型芯和型腔尺寸公差必須保持在±0.005–0.01毫米之間,並且所有外表面都需達到接近鏡面的拋光效果。為了滿足這些要求,需要嚴格遵循設計、模擬、加工和測試的流程;因此,跳過任何環節都會導致飛邊、注塑不足或斷路器外殼在組裝過程中無法正確對接等問題。本文將探討從斷路器外殼的初步設計審查到MCB注塑模具準備就緒並投入大量生產的完整開發過程。.
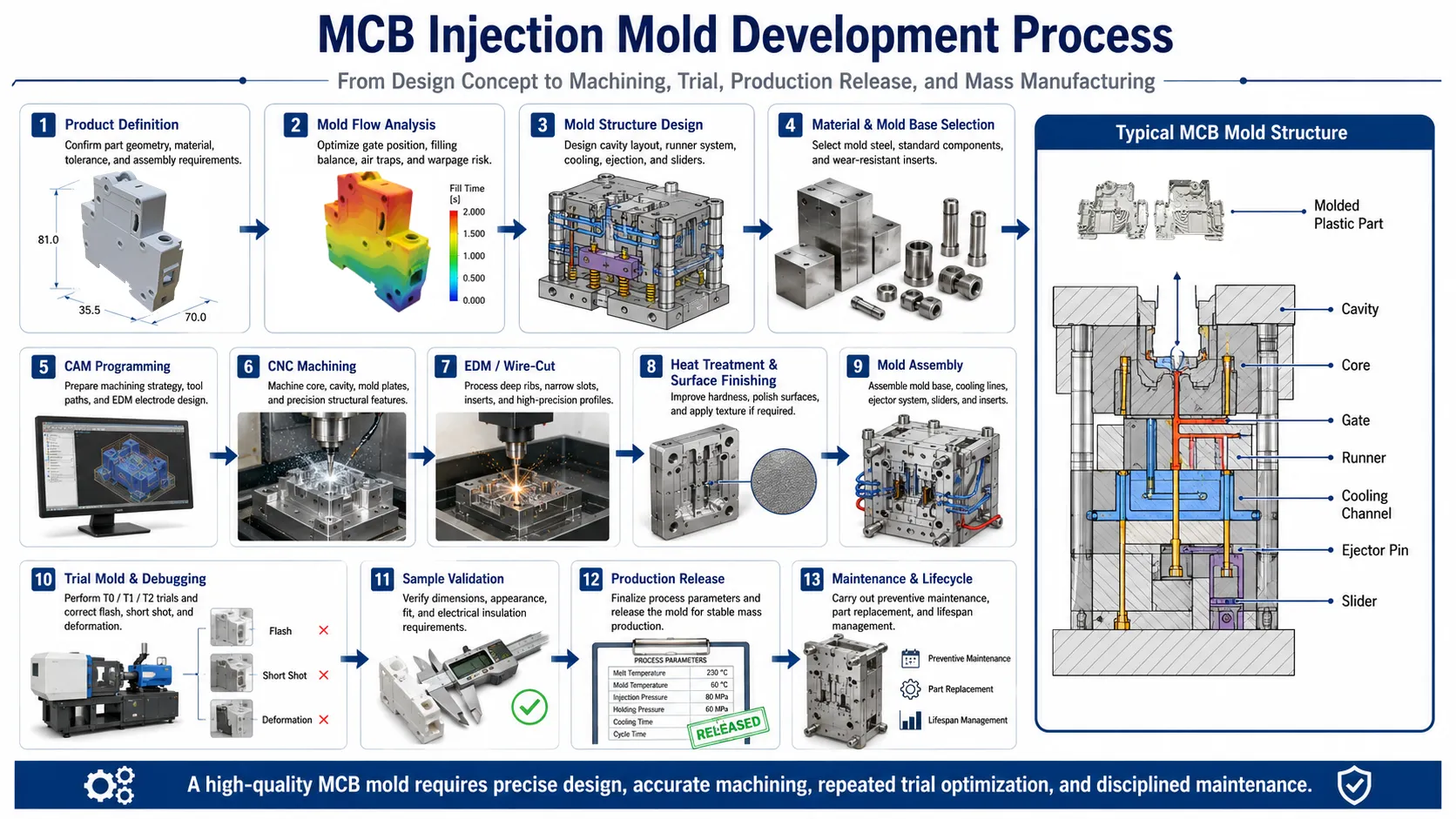
高精度MCB注塑模具的定義是什麼?
在深入探討工作流程之前,了解此類工具的「優秀」標準至關重要。 MCB 外殼(包括外殼、蓋子和手柄)是小型薄壁零件,採用卡扣式連接,組裝關係緊密,因此模具必須精確控制尺寸,並確保每次射出可達到相同的精度。以下是大多數專案力求達到的一些基準:
- 使用壽命不少於100萬次循環 用於成型部件。.
- 加工精度為±0.005–0.01毫米 在芯部、型腔和關鍵嵌件上。.
- 高光澤或鏡面拋光 在可見表面上,這既能改善零件外觀,又能改善脫模性能。.
- 型腔和芯部的硬度約為 48–52 HRC。 經過真空熱處理,以提高刀具在整個使用壽命期間的耐磨性和尺寸穩定性。.
如果這四個步驟都做對了,模具就能順利運作。如果沒做對,就會造成廢料和停機損失。.
產品定義和模流分析
每個項目的初始步驟實際上是零件本身,而非模具。模具製造商會評估外殼的三維模型、選定的塑膠材料、公差範圍和外觀要求,特別注意外殼、蓋子和把手之間的配合情況。專案早期階段需要特別注意壁厚分佈和卡扣幾何形狀,因為它們將決定零件在成型過程中是否會出現縮痕或翹曲。.
需求最終確定後,將對模具進行模流分析。此時,在加工第一塊鋼材之前,會在螢幕上對澆口位置、填充平衡、熔接線位置、氣穴風險和翹曲等進行最佳化。由於MCB模具是多腔的,因此需要進行腔體平衡,因為這直接影響零件間的一致性以及車間模具的生產速度。.
模具結構設計
一旦我們獲得仿真結果,就可以開始規劃工具的完整架構。這包括確定型腔的數量和佈局;設計流道系統;設計冷卻通道;創建頂出機構;設計滑塊和/或嵌件;等等。.
做出這些決策的最主要驅動因素通常是生產目標。一個年產量需要數百萬個零件的項目,就需要建造一個多腔、全硬化、長壽命的模具。雖然這種模具的前期成本較高,但它可以降低單一零件的成本,並在長期生產過程中確保品質的穩定性。.
就零件品質而言,考慮到其尺寸,該配置的兩個特點具有很高的價值:散熱佈局和通風。.
冷卻通道只能持續地從型腔中帶走熱量,因為冷卻不均勻是導致翹曲和尺寸變化的常見原因,尤其是在薄壁殼體中。此外,由於冷卻後的零件必須充分凝固以保持其形狀才能脫模,因此它將成為循環時間的基準。.
與小型MCB零件一樣,排氣對於大型零件也至關重要。熔體填充型腔時,會將空氣排出;如果空氣沒有排出的通道,就會在最後填充的位置造成射料不足、燒焦痕跡或因空氣滯留而產生的氣孔。製造精良的MCB模具會在分型線、熔體填充完成的位置以及頂針處設置排氣孔。.
選擇合適的模具鋼
MCB模具的長期性能很大程度取決於此,不同的零件需要不同的鋼材,而不是通篇使用同一種鋼材:
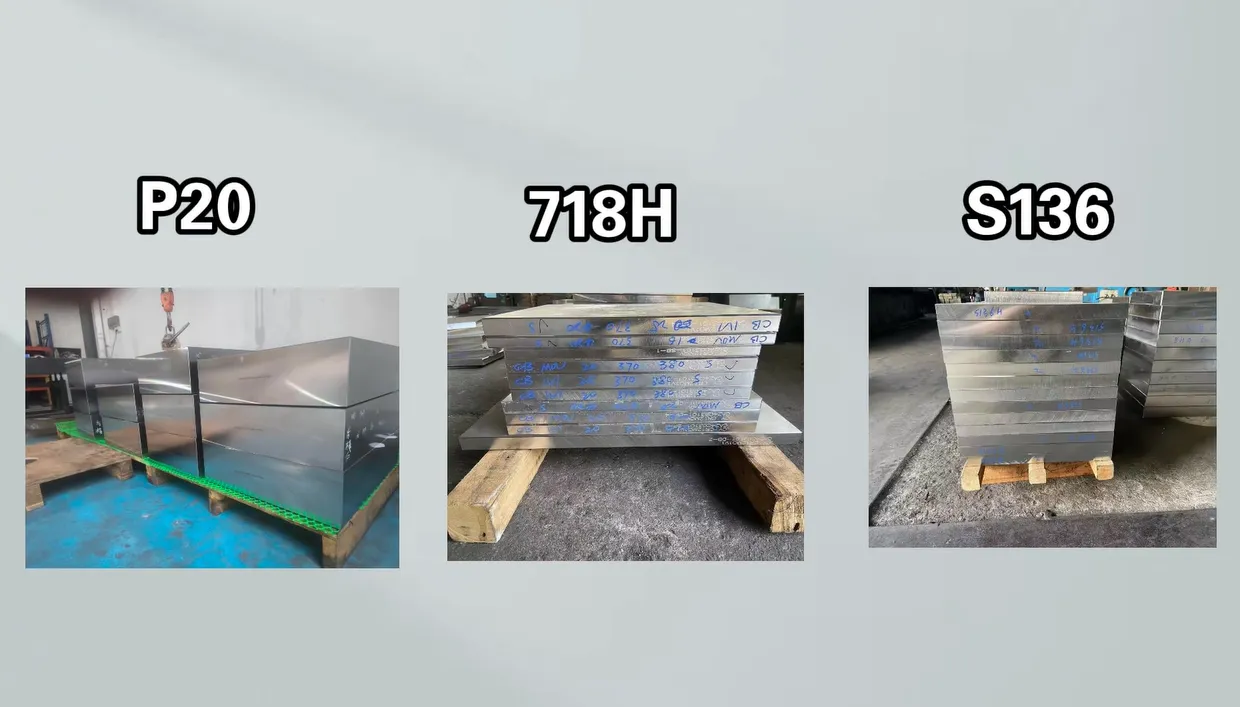
每種部件都適用於不同的組件。.
- P20 — 一種預硬化鋼(硬度約為 28-32 HRC),易於加工且經濟實惠,常用於不需要高硬度的模座和板材。.
- 718H — 比 P20 具有更好的內部均勻性和拋光性的改良預硬化等級,是較大板材和中等壽命型腔的理想選擇。.
- S136 — 一種耐腐蝕不銹鋼模具鋼,經真空熱處理後硬度可達約 48–52 HRC,因此常用於高光澤、長壽命 MCB 模具的型腔、型芯和關鍵鑲件。.
對於大批量模具或用於加工玻璃纖維增強材料或其他磨蝕性材料的模具,硬化材料(例如 S136 工具鋼或類似的 H13 熱加工鋼)是模具表面的最佳選擇。模具表面是否進行硬化處理取決於硬化成本以及硬化後模具的使用壽命,並需權衡硬化處理的成本與模具的使用壽命。然而,當使用循環次數超過 100 萬次的 MCB 程序時,硬化處理的成本通常會被抵銷。.
CAM編程和精密加工
製程工程師負責在金屬切削之前設計每個零件的加工順序。這包括粗加工、半精加工、精加工、電火花加工電極設計以及線切割編程。所有這些紮實的CAM工作都為後續快速、精確的加工階段奠定了基礎。.
切割過程涉及多個獨立的工序。例如,數控加工用於製造模架和所有型腔板的零件,以及一些可以使用傳統刀具系統加工的其他結構件。.
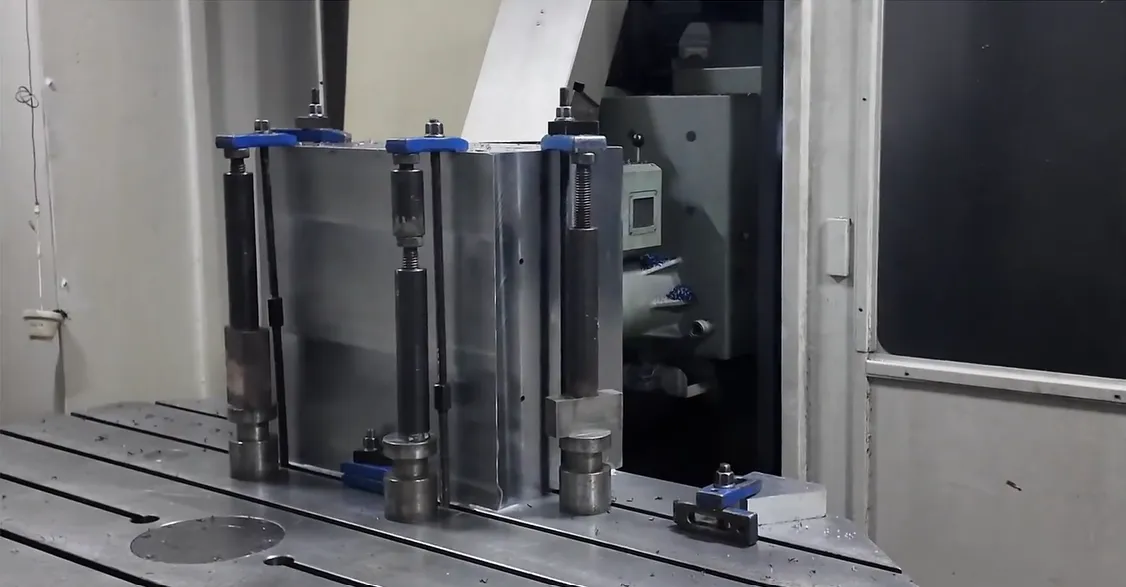
電火花加工和線切割可以彌補銑刀無法精確加工的缺陷,例如深肋、窄槽、尖銳的內角以及刀片上的精密輪廓。這些正是MCB外殼內部壁厚和定位細節的關鍵所在,因此這一步驟的精度直接影響到最終零件的加工精度。.

模製零件在加工前後均需進行熱處理,以達到所需的硬度,然後進行表面拋光,以獲得所需的表面光潔度。正是透過這項工序,再加上對型腔表面的拋光處理,最終的殼體才會呈現出光澤。.
組裝、試運行和調試
所有零件製造完成後,就可以將它們組裝起來,製成完整的模具;例如,模架、頂出系統、冷卻管路、鑲件/導軌和側向運動部件。然後,模具通常會在投入生產前進行測試(例如,0 型、1 型和 2 型)。.
試模環節旨在識別並解決被測模具中存在的問題。工程師將評估填充品質、尺寸精度、脫模性能和循環性能,並處理測試或試模過程中出現的任何問題。例如,可能存在飛邊(或澆口)過多、填充不足、變形或型腔分佈不均等問題。通常,在生產出的產品可用於驗證之前,需要進行多輪測試。.
樣品驗證和生產放行
樣品將接受官方驗證,驗證內容包括尺寸、外觀、貼合度以及模製外殼、蓋子和把手作為完整組件之間的關係。所有樣品通過驗證測試後,模具將進入生產發布階段,在此階段,所有成型製程參數都將被確定或鎖定,例如熔體溫度、模具溫度、注射壓力、保壓壓力、冷卻時間和總週期時間。.
這些參數在註塑成型的整個過程中的各個步驟(即註射階段)都發揮著重要作用。注塑過程將熔融樹脂注入型腔;保壓提供額外的材料以抵消塑膠在冷卻過程中的收縮;保壓保持型腔內的壓力,直到澆口凍結關閉,從而形成零件的最終尺寸和重量特性;冷卻直至零件足夠堅固,可以從模具中取出。如果在這些階段中的任何一個製程參數平衡不當,零件就會出現可識別的缺陷(例如,如果保壓不足,零件會出現縮痕或重量不足;如果保壓過高,模具兩半會發生插值,並在分型線處產生飛邊)。.
如果想要生產出能夠經受數百萬次循環考驗的注塑產品,這些參數必須透過精確的數據而非猜測來確定。科學的成型方法——利用型腔壓力感測器和結構化實驗(DOE)來測試注塑成型製程中眾多變數——能夠產生一個可在每個模具循環中穩定複製的製程視窗;因此,這是穩定生產大批量微型控制模組(MCB)的必要條件。這些最終確定的參數設定隨後可直接用於下游工序,例如… MCB自動裝配線, 其中,零件尺寸的一致性是確保生產線不會發生堵塞的關鍵。.
模具維護與生命週期管理
MCB模具交付後,需要持續維護才能在百萬次循環內保持精度,包括預防性維護(清潔、潤滑和檢查易損件)以及在故障發生前更換零件。維護良好的模具可以生產多年品質穩定的產品,而維護不當的模具則會超出公差範圍,並在預期之外產生廢品。.
用於製造零件的模具,需要經過精密設計的模具、精確的機械加工、反覆的試驗測試(耐心),以及在整個使用壽命期間的嚴格維護。只要遵循相同的製程,所有這些因素共同作用,就能確保生產出品質完全相同的產品。.
常見問題解答
MCB注塑模具採用什麼鋼材?
部件類型決定了可使用的鋼材類型。型腔鑲件、型芯鑲件和關鍵鑲件通常使用預硬化鋼,例如 P20 或 718H,這種鋼材可提供平整光滑的表面,硬度為 48 – 52 HRC。對於需要大量生產或使用玻璃纖維增強材料的用戶,可在成型面上使用熱作級 H13 鋼材。.
MCB注塑模具的使用壽命有多長?
典型的優質MCB工具在一般工作環境下設計使用壽命不低於100萬次循環;然而,如果結構合理且保養得當,許多工具的實際使用壽命遠超這一最低預期壽命。工具的實際使用壽命取決於工具製造所使用的鋼材類型、模塑材料的選擇、工具循環參數、工具長期維護的一致性。.
MCB模具應該有多少個型腔?
這主要取決於年度目標產量和零件的複雜程度。較高的產量需要使用多腔模具以降低單位成本,但隨著腔數的增加,控制填充平衡和腔間平衡的難度也會增加。因此,在最終確定零件模具佈局之前,需要進行模具填充分析。.
為什麼模流分析對MCB模具很重要?
在切割鋼材之前,工程師可以使用軟體來優化澆口位置、填充平衡、焊接、氣穴和翹曲。.
對於多腔模具而言,這是保持型腔平衡和零件一致性的主要手段,從而防止模具製造完成後進行昂貴的返工。.
模具試驗中出現閃光和短焦現象的原因是什麼?
短射:飛邊通常表示鎖模力不足、分型線磨損或註射壓力過高;短射則是由填充不足、熔體溫度過低或空氣滯留和排氣不良引起的。飛邊和短射都是試模(T0-T2)中常見的現象,可以透過在正式生產前調整機器設定、模具和/或製程參數來解決這些問題。.
開發一個MCB注塑模具需要多長時間?
高精度多腔MCB模具的製作週期通常從最終設計階段到投入生產之間,一般為幾周到幾個月不等,具體取決於待成型(或已成型)零件的複雜程度、所需型腔數量以及試模次數。透過運用模流分析,並採用嚴謹的試模準備方法(生產前試模),可以最大限度地縮短製作週期。.
參考文獻
- Uddeholm — 模具鋼(包括 S136 / Stavax) — 射出模具中所使用的不銹鋼和預硬化模具鋼的材料資料。.
- 射出成型概述 — 射出成型製程、澆口、冷卻和缺陷的背景知識。.
- 《今日塑膠》 — 射出成型加工和模具實務的產業報告。.
結論
結構良好 MCB注塑模具 模具是高產量破碎錘生產線的堅實基礎:模具選對了,下游所有工序就能更有效率、更順暢地運行,並減少廢品。回報來自於做好那些看似不起眼的工作——準確定義零件、切割前進行模擬、為每個部件選擇合適的鋼材、按公差進行加工、耐心試模,以及在投入生產後對模具進行維護。對於大規模生產破碎錘的製造商而言,正是這種嚴謹的態度,才能將模具從一次性工具轉變為可靠的生產資產。如果您也在規劃生產線的下游工序,不妨了解模製外殼是如何融入生產線的。 MCB自動裝配線, 以及我們關於如何選擇…的指南 MCCB觸點焊接機 用於相關斷路器製造設備。.




