奔龍
奔龍 



全自動與半自動:選擇合適的生產策略
The decision regarding whether to automate the MCB assembly line at the electrical manufacturer in Wenzhou had already been made. The topic of discussion was now how much to automate the assembly line. A completely automated production line would allow the company to use only two operators per shift while producing a calibrated and tested circuit breaker every few seconds; however, this would require a significant capital investment. A semi-automated assembly line would be less expensive; however, it would retain some manual loading and transferring processes, and will produce fewer circuit breakers during each shift because of the higher number of employees involved in the assembly process. The decision regarding whether to use an automated or semi-automated assembly line has a major impact on factory economics for the next decade. It is essential to have a sound understanding of the definitions of the terms “automated” and “semi-automated”, the advantages of both systems, and how to evaluate the return on investment before deciding on either system.
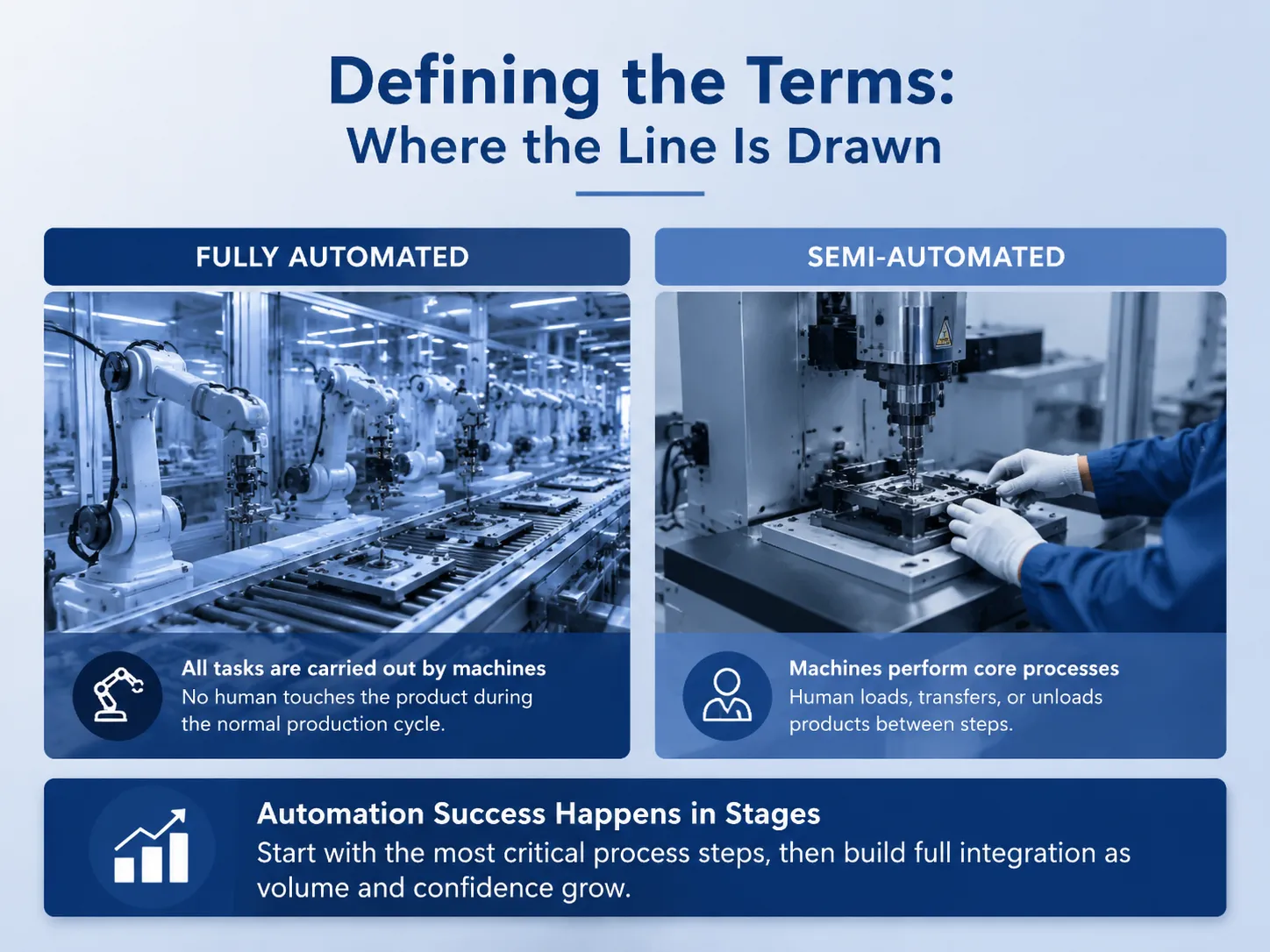
Defining the Terms: Where the Line Is Drawn
Fully automated In fully automated production, all tasks are carried out by machines (e.g. feeding, processing, transferring the product from machine to machine, etc.) with no human involvement throughout the normal production cycle. Workers on the manufacturing line continuously monitor the machine, provide consumable parts to the machine, and address any alarm conditions, however, they will not touch the product. Semi-automated production has all of the “core process” (welding, calibrating, testing, and printing) automatically performed by machines but still requires a human to load parts onto the fixture, transfer them between advances in machine technology, or unloading the final product. While a semi-automated calibration station may automatically calibrate a circuit breaker after the operator loads it into the fixture, a fully automated system has a robot or conveyor that delivers the circuit breaker to that station or fixture without any operator involvement. Industry research from 麥肯錫公司 on manufacturing automation strategies highlights that the most successful automation investments often proceed in stages, automating the most critical process steps first — even if the material handling remains manual — and adding full integration later as volume and confidence grow.
How the Two Approaches Compare in Practice
| Characteristic | Semi‑Automated | Fully Automated |
|---|---|---|
| Parts handling | Manual load and unload; automated process | Automated feed, transfer, and unload; no operator touches the product |
| Typical throughput | Medium; limited by operator speed and endurance | High; limited by machine cycle time, not operator fatigue |
| Capital investment | $50,000–$300,000 per station or small line | $250,000–$1,000,000+ for a complete integrated line |
| 人力需求 | Operators at each manual handling point | Monitoring and maintenance; significantly fewer operators per unit |
| Flexibility for product changes | Higher; operators can adapt to variations | Lower; hardware and programming changes required for new products |
| Process consistency | High on the automated process steps; variable on the manual handling | Very high across the entire sequence; every unit follows the identical path |
| Data collection | Partial; process data recorded; manual steps may be undocumented | Complete; every station can log data to a central MES |
| 最適合 | Medium volumes; multiple product variants; budget‑constrained upgrades | High volumes; single product or product family; quality‑critical or certification‑critical processes |
When to Choose Semi‑Automated: The Pragmatic Path
A semi-automated line can be very beneficial if the capital budget is limited, the production runs are not large enough to justify having a fully integrated line, or the mix of products that are produced change often enough that developing a fully automated handling system would mean re-programming it continually. As an example, a manufacturer that make multiple frame sizes of MCCB’s on the same line may decide to automate the calibration and testing stations (both are critical operations), but keep the loading and unloading manual. The process can be run consistently where it is critical, and at the current volume, the labour cost associated with loading and unloading the products is acceptable. This particular approach to automation is quite common in the electrical manufacturing industry today and is frequently used as an incremental step toward full automation.Benlong Automation supplies both semi‑automated and fully automated lines for MCB and MCCB production, and many of the semi‑automated stations — such as the MCB semi‑automatic thermal calibration bench — are designed with the mechanical and control interfaces that allow them to be integrated into a fully automated handling system later, without replacing the core station.

When to Choose Fully Automated: The Commitment to Scale
When production is at high levels, product design is unchanging, and product quality must not be affected by any variable from operators through the use of a completely automated manufacturing line, then that would be the type of production line that the manufacturing operation will select to produce millions of circuit breakers each year for export markets where one defective product could result in an audit. The circuit breakers will enter the line from a hopper, be calibrated, tested, printed, and sorted without the intervention of a person. The output from this process will be uniform, the cycle time will be predictable (due to the use of automation), and the data will provide a complete traceable history of the parts produced. Benlong’s MCB自動裝配線 is an example of this configuration: an integrated system that takes components at one end and delivers tested, certified breakers at the other. For an understanding of the assembly and testing sequence that such a line performs, our guide on 何謂 MCB 自動測試線 explains each station in detail.

The Four Types of Automation and Where Semi‑ and Full Automation Fit
By utilizing a basic classification system for industrial finishing, a non-automated, semi-automated, or fully automated system can be generally classified in relation to other systems in terms of how they are classified with regards to automation.
- 固定(硬)自動化: An automated production system has been established for the manufacturing of a single type or design of product (MCB), and while the manufacturer has a large capability to produce this type of product, their ability to produce many different types of products is limited (not flexible).
- 可程式自動化: Programmable automation is equipment that allows for multiple and automatic generation of different types of finished goods through a change of manufacturing process recipe. A good example of programmable automation in use is a semi-automamted calibration bench (in conjunction with other equipment) which may be reprogrammed using a new recipe to switch the breaker rating for the circuit.
- 柔性(軟)自動化: Change the position and set of machines to allow for the production of different products without needing the same set up and configuration, (that is more of an issue when machining than with assembly). The concept itself applies in the manufacturing of electrical products when a specific production line is used to produce different types of circuit breakers.
- 整合自動化: All stations within this integrated (fully automated) system are in communication with one another. This location is referred to as the automated line with centralised MES; here, the semi-automated and fully automated systems meet at the point they have transitioned to the automation of handling blank and finished product, and are together providing data at the central data store.
Leading Manufacturers of Automated Production Systems
The international market has many large group platforms, as well as smaller, more targeted specialists. Many well-known organisations participate in the automation of manufacturing by becoming part of the overall project. However, when you think about the global market, outside of the larger multi-national organisations, there are many companies that are regularly mentioned in conjunction with industrial projects (typically).
- ATS自動化 (Canada): As a global supplier of automation solutions, we have become one of the world’s top providers in numerous different types of industries. Our emphasis on delivering quality products and supporting our customers is demonstrated through our ability to work with an extensive list of international clients.
- Rockwell Automation (美國): Automated production systems consist of all types of production solutions (Partial, Full) which will include the core elements of automation and control (Programmable Logic Controllers -PLC-, Integrated Systems (Drives) and Programmable Integrated Control Architectures) required to perform the processes of industrial automation and automated production.
- FANUC (Japan): FANUC is the largest producer of robots in the world and provides all of the robotics handling needed for many automated assembly processes.
- Benlong Automation (China): A focused manufacturer of automated and semi‑automated assembly and testing lines for the low‑voltage electrical industry. Benlong’s equipment covers the full spectrum from standalone semi‑automated calibration benches to fully integrated MCCB自動生產線, with a specific strength in the calibration, testing, and data management that electrical certification demands. For a buyer in the electrical sector, Benlong provides the domain‑specific engineering that a generalist integrator would need to learn on the buyer’s budget.
常見問題解答
What is the difference between automated and semi-automated?
The complete automation of operations supports feeding, production, conveyance, inspection and separation of produced goods without any human intervention. For a semi automated system, the basic operations are automated, but an operator is required to load, unload and convey parts. The major difference between the two systems is that the parts handled fall under one category, while quality of core processing is in another category.
自動化有哪四種類型?
The four categories of automation include fixed (or hard) automation which is used for high volume production of a single product; automated programmable systems used for batching production; and flexible (or soft) automation used in the production of mixed product lines. Lastly, all four forms of automation are connected through the use of integrated computing systems/technologies.
What does semi-automated mean?
Semi‑automated calibration, testing, welding, and printing as an important steps as performed automatically by a machine but loading/unloading by a human operator between each cycle does not require the operator’s involvement for controlling the actual manufacturing operation – this is achieved with the equipment utilized to produce parts.
What is the difference between semi-automatic and automatic?
With semi-automated equipment, an operator presses a button to start one cycle of operation; however, with fully automated systems, there are no operator inputs required to set up the process. Parts move through an automated system by conveyor or similar methods, and the entire process, from feeding to sorting, happens automatically and without manual manipulation or involvement.
What is the typical payback period for automation?
The majority of investments in automation will return their investment within an 18 to 36-month timeframe as determined by labour-savings, improved processing efficiency, decreased waste or scrap, and avoided warranty costs. Additionally, semi-automated workstations generally have much shorter payback periods than fully-automated workstations because of lower initial capital outlay.
Can a semi-automated line be upgraded to fully automated later?
Absolutely, the semi‑automated work cell stations can be designed with both the mechanical and control interfaces for automated handling. Benlong has built their semi‑automated calibration and test benches with upgrades to also accommodate this type of automation in mind so that a manufacturer can choose to automate the handling only when production volume and budget will justify it — thus allowing them to keep the existing core of their current stations as is.
參考文獻
- McKinsey & Company — Manufacturing Automation Strategies — Research on the economics of automation and the phased approach to manufacturing investment.
- Rockwell Automation — Industrial Automation and Control Systems — Products and guidance for both semi‑automated and fully automated manufacturing.
- FANUC Corporation — Industrial Robots and Automation — Robotic handling solutions for automated and semi‑automated production cells.
- 國際自動化協會(ISA) — Educational resources and standards for automation professionals.
The choice between automated 以及 semi‑automated production is not a contest with a single winner. Semi‑automated lines are the pragmatic, phased, budget‑conscious choice for the manufacturer who needs to automate the quality‑critical steps now and integrate the handling later. Fully automated lines are the commitment to volume, consistency, and data that a high‑volume, high‑certification market demands. Most electrical manufacturers begin with semi‑automated calibration and testing — the steps that directly affect product certification — and add automated handling as volume grows. Benlong Automation builds both, with the same engineering rigour and the same understanding of the electrical certification process, because the right solution is the one that matches the business reality today and can grow with it tomorrow.