
 Benlong
Benlong 



MCB-Spritzgießformenentwicklungsprozess: Vom Entwurf zur Serienproduktion
Von Huang Xiaolei | Veröffentlichungsdatum: 26.06.2026
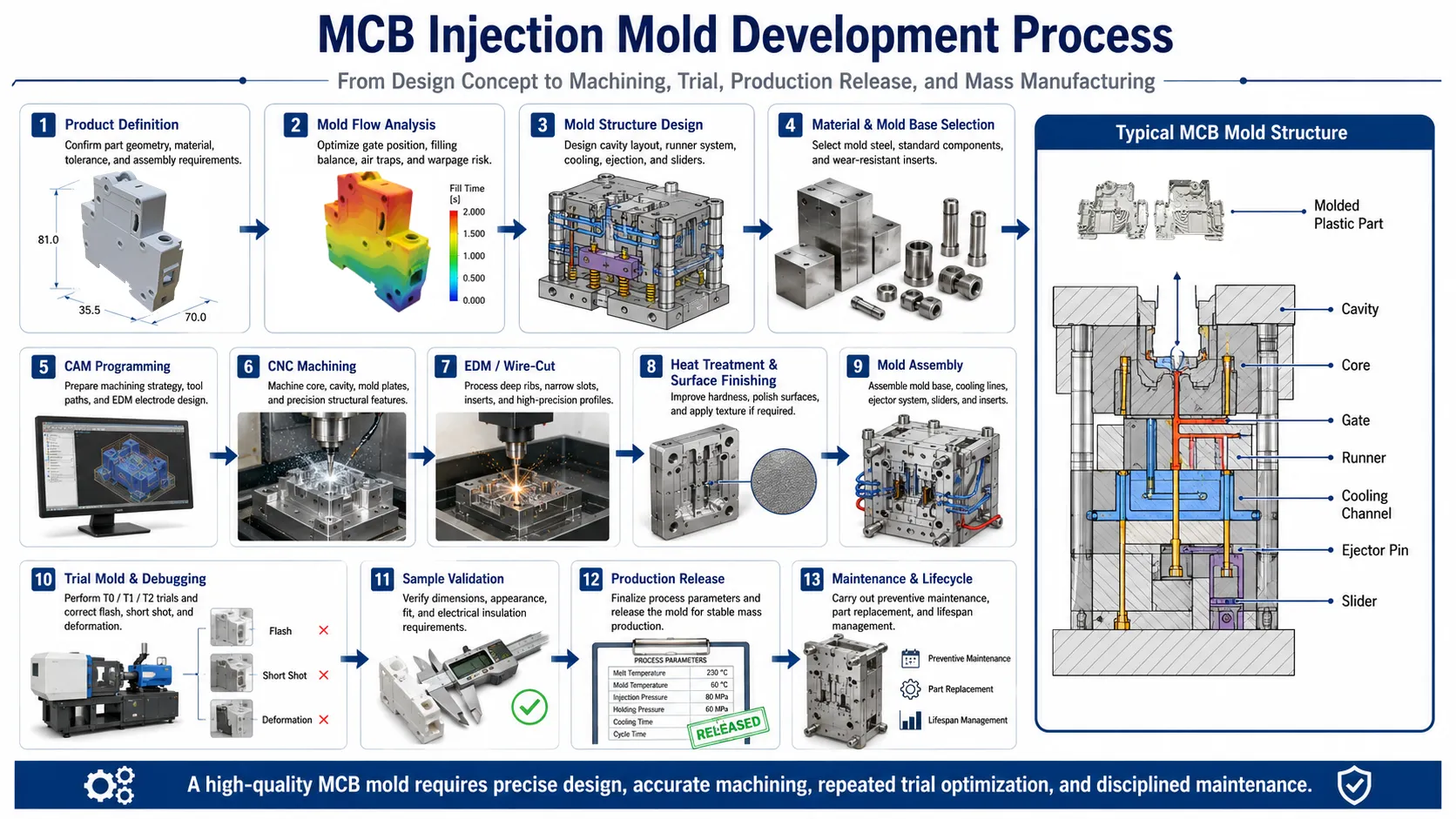
Ein MCB-Spritzgießform Die Spritzgießform ist speziell für die Herstellung einer großen Anzahl gleichartiger Leitungsschutzschaltergehäuse mit präziser Toleranzkontrolle im gesamten Produktionsprozess konzipiert. Die Tragweite dieser Aussage wird erst beim Blick auf das zugrundeliegende Werkzeug deutlich. Die MCB-Spritzgießform besteht aus einem speziellen wärmebehandelten Stahl (gehärtetem Stahl) und ist für über eine Million Zyklen ausgelegt. Sie muss Kern- und Kavitätstoleranzen von ±0,005–0,01 mm einhalten und eine nahezu spiegelglatte Oberfläche an allen Außenflächen aufweisen. Die Einhaltung dieser Anforderungen erfordert eine disziplinierte Abfolge von Konstruktion, Simulation, Bearbeitung und Prüfung. Wird eine dieser Phasen ausgelassen, führt dies zu Problemen wie Gratbildung, unvollständiger Füllung oder nicht passgenauen Gehäusen bei der Montage. Dieser Artikel beschreibt den gesamten Entwicklungsprozess von der ersten Entwurfsprüfung des Leitungsschutzschaltergehäuses bis zur Serienreife der MCB-Spritzgießform.
Was definiert eine hochpräzise MCB-Spritzgießform?
Bevor wir uns mit dem Arbeitsablauf befassen, ist es hilfreich zu wissen, was bei diesem Werkzeugtyp ein gutes Ergebnis ausmacht. MCB-Gehäuse – Gehäuse, Deckel und Griff – sind kleine, dünnwandige Teile mit Schnappverbindungen und engen Passungsverhältnissen. Daher muss die Form die Maße exakt einhalten und bei jedem Schuss reproduzieren. Einige Richtwerte, die die meisten Projekte anstreben:
- Lebensdauer von mindestens 1 Million Zyklen für die Formteile.
- Bearbeitungsgenauigkeit von ±0,005–0,01 mm auf dem Kern, dem Hohlraum und den kritischen Einsätzen.
- Hochglanz- oder Spiegelpolitur auf sichtbaren Oberflächen, was sowohl das Erscheinungsbild des Teils verbessert als auch das Entformen erleichtert.
- Hohlraum- und Kernhärte um 48–52 HRC nach der Vakuumwärmebehandlung, um Verschleißfestigkeit und Dimensionsstabilität über die gesamte Lebensdauer des Werkzeugs zu gewährleisten.
Wenn diese vier Punkte getroffen werden, läuft die Form reibungslos. Werden sie verfehlt, entstehen Ausschuss und Ausfallzeiten.
Produktdefinition und Formfüllanalyse
Der erste Schritt in jedem Projekt ist das Bauteil selbst, nicht die Form. Das 3D-Modell des Gehäuses, der ausgewählte Kunststoff, die Toleranzbereiche und die optischen Anforderungen werden vom Werkzeugmacher geprüft, wobei besonderes Augenmerk auf die Passgenauigkeit von Gehäuse, Deckel und Griff gelegt wird. In dieser frühen Projektphase ist die Wandstärkenverteilung und die Geometrie der Schnappverbindung entscheidend, da sie darüber entscheiden, ob das Bauteil im Spritzgussverfahren ohne Einfallstellen oder Verzug hergestellt werden kann.
Nachdem die Anforderungen finalisiert wurden, wird die Konstruktion hinsichtlich des Formflusses analysiert. Dabei werden Angussstellen, Füllmengen, Schweißnahtpositionen, Lufteinschlussrisiken und Verzugswahrscheinlichkeiten bereits vor der Bearbeitung des ersten Stahlteils optimiert. Bei Mehrkavitäten-Werkzeugen (MCB) ist ein Ausgleich der Kavitäten erforderlich, da dies die Teilekonsistenz sowie die Produktionsgeschwindigkeit des Werkzeugs in der Fertigung direkt beeinflusst.
Formstrukturdesign
Sobald die Simulationsergebnisse vorliegen, können wir mit der Ausarbeitung der vollständigen Architektur unseres Werkzeugs beginnen. Dies umfasst die Festlegung der Anzahl und Anordnung der Kavitäten, die Konstruktion des Angusskanalsystems, die Konstruktion der Kühlkanäle, die Entwicklung eines oder mehrerer Auswurfmechanismen, die Konstruktion eines oder mehrerer Schieber und/oder Einsätze usw.
Der wichtigste Faktor für diese Entscheidungen ist in der Regel das Produktionsziel. Ein Programm, das jährlich Millionen von Teilen benötigt, rechtfertigt den Bau einer Mehrkavitäten-, vollständig gehärteten und langlebigen Form. Obwohl diese Art von Form in der Anschaffung teurer ist, ermöglicht sie eine Reduzierung der Stückkosten und eine gleichbleibende Qualität über einen langen Produktionszeitraum.
Hinsichtlich der Bauteilqualität bieten zwei Merkmale dieser Konfiguration angesichts ihrer Größe einen großen Mehrwert: die Kühlkonstruktion und die Belüftung.
Kühlkanäle können die Wärme nur gleichmäßig aus dem Formhohlraum abführen, da ungleichmäßige Kühlung häufig zu Verzug und Maßabweichungen führt, insbesondere bei dünnwandigen Gehäusen. Da ein gekühltes Bauteil erst nach ausreichender Erstarrung und Formstabilität ausgeworfen werden kann, bestimmt es die Zykluszeit.
Wie bei kleinen MCB-Teilen ist die Entlüftung von entscheidender Bedeutung. Wenn die Schmelze den Formhohlraum füllt, wird Luft herausgedrückt. Kann diese nicht entweichen, entstehen unvollständige Füllungen, Brandflecken oder Gaseinschlüsse durch eingeschlossene Luft. Korrekt gefertigte MCB-Formen verfügen über Entlüftungsöffnungen an der Trennlinie, an den Stellen, an denen die Schmelze vollständig gefüllt ist, und oft auch an den Auswerferstiften.
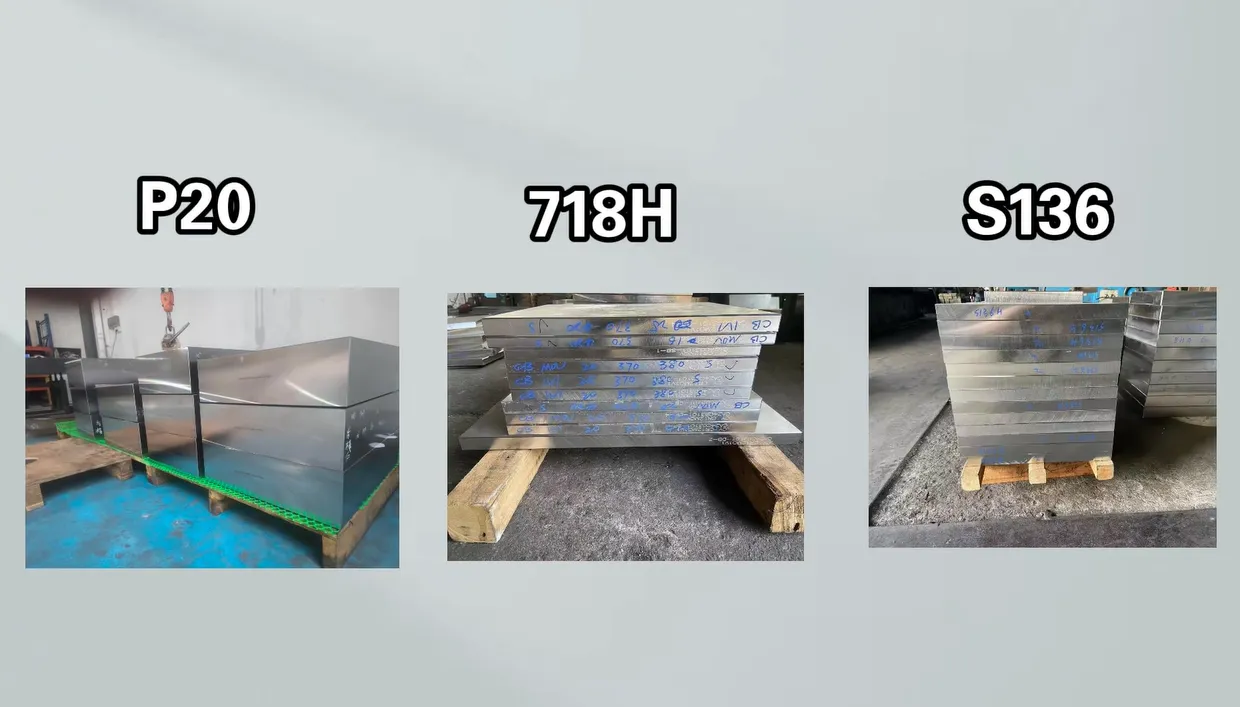
Die Wahl des richtigen Formstahls
Hier wird ein Großteil der Langzeitleistung einer MCB-Form entschieden, und verschiedene Komponenten erfordern unterschiedliche Stahlsorten anstatt einer einheitlichen Güte:
jeweils für eine andere Komponente geeignet.
- P20 — ein vorgehärteter Stahl (etwa 28–32 HRC), der sich gut bearbeiten lässt und wirtschaftlich ist; häufig verwendet für Formböden und Platten, die keine hohe Härte erfordern.
- 718H — eine verbesserte vorgehärtete Sorte mit besserer innerer Gleichmäßigkeit und Polierbarkeit als P20, ein guter Mittelweg für größere Platten und Hohlräume mit mittlerer Lebensdauer.
- S136 — ein korrosionsbeständiger Edelstahl-Formenstahl, der nach einer Vakuumwärmebehandlung auf etwa 48–52 HRC aushärtet, was ihn zur üblichen Wahl für den Formhohlraum, den Kern und kritische Einsätze bei hochglänzenden, langlebigen MCB-Formen macht.
Gehärtete Werkstoffe wie Werkzeugstahl S136 (oder eine vergleichbare Sorte für die Warmumformung wie H13) eignen sich optimal für die Formoberflächen von Großserienwerkzeugen oder Werkzeugstählen, die zur Verarbeitung von glasfaserverstärkten oder anderen abrasiven Materialien eingesetzt werden. Die Entscheidung für die Härtung der Oberflächen hängt von den Härtekosten und der damit verbundenen Vorlaufzeit im Vergleich zur zu erwartenden Werkzeuglebensdauer ab. Bei einem MCB-Programm mit über einer Million Zyklen amortisieren sich die Kosten für die gehärteten Oberflächen jedoch in der Regel.
CAM-Programmierung und Präzisionsbearbeitung
Prozessingenieure sind für die Festlegung der Bearbeitungsreihenfolge jedes einzelnen Bauteils verantwortlich, bevor Metall zerspant wird. Dies umfasst die Schrupp-, Vorschlicht- und Schlichtbearbeitung, die Auslegung der EDM-Elektrode sowie die Programmierung des Drahterodierens. Diese solide CAM-Arbeit bildet die Grundlage für schnelle und präzise Folgeschritte.
Der Schneidprozess umfasst mehrere separate Arbeitsschritte. Beispielsweise werden mittels CNC-Bearbeitung Teile sowohl für den Formgrundkörper als auch für alle Kavitätenplatten sowie einige andere Strukturelemente hergestellt, die mit einem konventionellen Werkzeugsystem bearbeitet werden können.
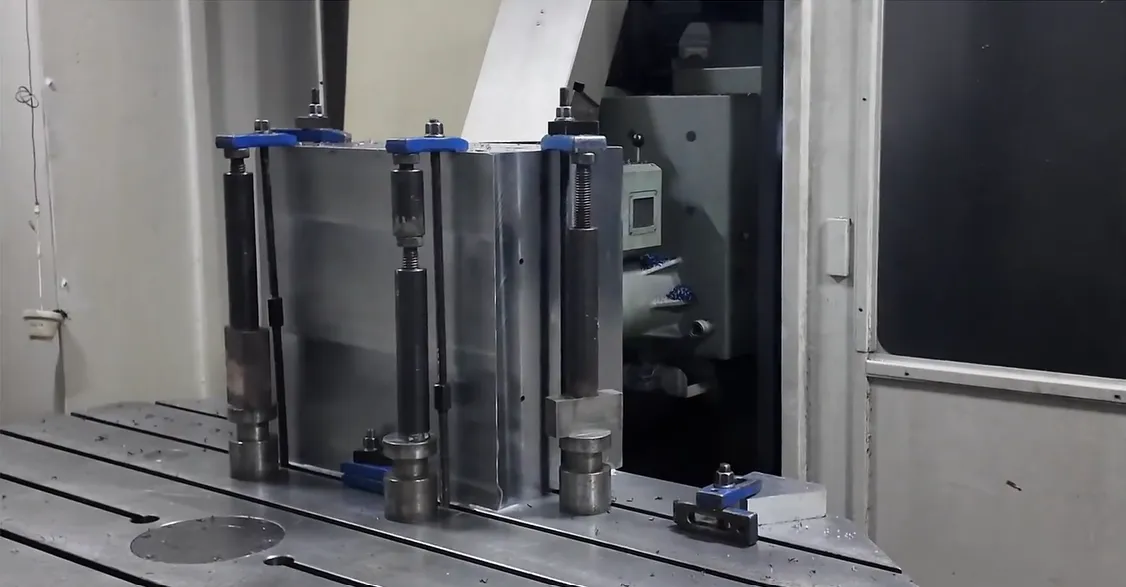
EDM und Drahterodieren kommen dort zum Einsatz, wo Fräser an ihre Grenzen stoßen – tiefe Rippen, schmale Nuten, scharfe Innenkanten und die Präzisionsprofile von Wendeschneidplatten. Genau diese Merkmale verleihen einem MCB-Gehäuse seine Innenwände und die präzise Positionierung, sodass die Genauigkeit dieses Bearbeitungsschritts sich direkt auf das fertige Bauteil überträgt.

Vor und nach der maschinellen Bearbeitung werden die Formteile wärmebehandelt, um die gewünschte Härte zu erreichen, und anschließend oberflächenpoliert, um die gewünschte Oberflächengüte zu erzielen. Durch diesen Prozess, zusammen mit dem Polieren der Kavitätsoberfläche, erhält das fertige Gehäuse seinen Glanz.
Montage, Testlauf und Fehlersuche
Nachdem alle Teile gefertigt wurden, werden sie zu einem kompletten Werkzeug zusammengebaut; dazu gehören die Formbasis, das Auswerfersystem, die Kühlleitungen, die Einsätze/Führungen und die Seitenantriebe. Die Form wird dann in eine Maschine eingesetzt und getestet, in der Regel bevor sie in Produktion gehen kann (z. B. Typ 0, Typ 1 und Typ 2).
Die Testläufe basieren auf der Identifizierung und Behebung von Problemen in den zu prüfenden Formen. Ingenieure beurteilen die Füllqualität, die Maßgenauigkeit, das Entformungsverhalten und die Zyklusleistung und beheben anschließend alle während des Test- oder Versuchsprozesses auftretenden Probleme. Dies können beispielsweise überschüssiger Grat (oder Anguss), unvollständige Füllung, Verformungen oder eine ungleichmäßige Kavitätenverteilung sein. In der Regel sind mehrere Testläufe erforderlich, bevor die hergestellten Teile zur Validierung verwendet werden können.
Mustervalidierung und Produktionsfreigabe
Die Muster werden hinsichtlich Abmessungen, Aussehen, Passgenauigkeit und dem Zusammenspiel von Gehäuse, Deckel und Griff als Teil der Gesamtbaugruppe offiziell geprüft. Sobald alle Muster die Prüfung bestanden haben, geht die Form in die Produktionsfreigabephase über, in der alle Prozessparameter des Spritzgießprozesses festgelegt werden, d. h. Schmelztemperatur, Formtemperatur, Einspritzdruck, Nachdruck, Kühlzeit und Gesamtzykluszeit.
Diese Parameter spielen jeweils eine wichtige Rolle in einem spezifischen Schritt des gesamten Spritzgießprozesses (Spritzgießphase). Beim Spritzgießprozess wird geschmolzenes Harz in den Formhohlraum eingespritzt. Der Nachdruck sorgt für zusätzliches Material, um die Schrumpfung des Kunststoffs während der Abkühlung auszugleichen. Der Haltedruck hält den Formhohlraum unter Druck, bis der Anguss vollständig verschließt und somit die endgültigen Abmessungen und das Gewicht des Bauteils bestimmt. Die Abkühlung erfolgt, bis das Bauteil ausreichend fest ist, um aus der Form entnommen zu werden. Bei einem Ungleichgewicht der Prozessparameter in einer dieser Phasen weist das Bauteil erkennbare Fehler auf (z. B. entstehen bei unzureichendem Nachdruck Einfallstellen oder ein zu geringes Gewicht; bei zu hohem Nachdruck verformen sich die Formhälften und es bildet sich Grat an der Trennlinie).
Diese Parameter müssen anhand präziser Daten und nicht durch Schätzungen ermittelt werden, wenn ein spritzgegossenes Produkt hergestellt werden soll, das über Millionen von Zyklen zuverlässig funktioniert. Ein wissenschaftliches Spritzgießverfahren – unter Verwendung von Kavitätsdrucksensoren und strukturierter Versuchsplanung (DOE) für jede der zahlreichen Variablen des Kunststoffspritzgießprozesses – erzeugt ein Prozessfenster, das sich für jeden Formzyklus reproduzieren lässt. Dies ist eine wesentliche Voraussetzung für die Produktion einer stabilen, hohen Stückzahl von MCBs (Leitungsschutzschaltern). Mit diesen finalisierten Einstellungen werden die Gehäuse dann direkt in nachgelagerte Prozesse wie beispielsweise eine MCB-Automatisierungslinie, wo gleichbleibende Teileabmessungen dafür sorgen, dass die Produktionslinie reibungslos läuft.
Schimmelpflege und Lebenszyklusmanagement
Sobald eine MCB-Form geliefert wird, ist kontinuierliche Wartung erforderlich, um die Genauigkeit über mehr als eine Million Zyklen zu gewährleisten. Dazu gehören vorbeugende Wartungsarbeiten (Reinigung, Schmierung und Überprüfung von Verschleißteilen) sowie der rechtzeitige Austausch von Komponenten. Eine gut gewartete Form produziert über viele Jahre hinweg Produkte gleichbleibender Qualität, während eine schlecht gewartete Form die Toleranzen überschreitet und lange vor dem erwarteten Zeitpunkt Ausschuss produziert.
Eine Form zur Teileherstellung wird mit einem präzise konstruierten Werkzeug gefertigt, exakt bearbeitet, in einer Testphase gründlich geprüft (Geduld) und während ihrer gesamten Nutzungsdauer sorgfältig gewartet. All diese Faktoren gewährleisten, dass – solange die gleichen Prozesse eingehalten werden – ein identisches Produkt von gleichbleibender Qualität entsteht.
Häufig gestellte Fragen
Welcher Stahl wird für MCB-Spritzgießformen verwendet?
Die Art des Bauteils bestimmt die Stahlsorte, die verwendet werden kann. Für Kavitäteneinsätze, Kerneinsätze und kritische Einsätze wird üblicherweise vorgehärteter Stahl wie P20 oder 718H verwendet, der eine ebene, polierte Oberfläche und eine Härte von 48–52 HRC bietet. Bei hohem Produktionsvolumen oder Verwendung von glasfaserverstärktem Material kann für die Formflächen Warmarbeitsstahl der Güteklasse H13 eingesetzt werden.
Wie lange ist die Lebensdauer einer MCB-Spritzgießform?
Hochwertige MCB-Werkzeuge sind typischerweise für mindestens 1.000.000 Nutzungszyklen unter durchschnittlichen Arbeitsbedingungen ausgelegt. Bei sachgemäßer Konstruktion und Pflege erreichen viele Werkzeuge jedoch eine deutlich höhere Lebensdauer als diese Mindestanforderung. Die tatsächliche Lebensdauer hängt von der Stahlsorte, dem verwendeten Formmaterial, den Werkzeugzyklusparametern und der regelmäßigen Wartung ab.
Wie viele Kavitäten sollte eine MCB-Form haben?
Dies basiert primär auf dem angestrebten Produktionsvolumen pro Jahr und der Komplexität des Bauteils. Höhere Produktionsvolumina rechtfertigen den Einsatz von Mehrkavitätenformen, um die Stückkosten zu senken. Allerdings steigt mit zunehmender Anzahl an Kavitäten die Schwierigkeit, die Füllbalance und die Balance zwischen den Kavitäten zu kontrollieren. Daher wird vor der endgültigen Festlegung des Formlayouts eine Formfüllanalyse durchgeführt.
Warum ist die Formfüllanalyse für MCB-Formen wichtig?
Vor dem Zuschnitt des Stahls können Ingenieure mithilfe von Software die Angusslage, die Füllmenge, die Schweißnähte, Lufteinschlüsse und den Verzug optimieren.
Bei Werkzeugen mit mehreren Kavitäten ist dies das wichtigste Mittel, um das Gleichgewicht der Kavitäten und die Konsistenz der Teile zu gewährleisten und so teure Nacharbeiten nach der Herstellung der Form zu vermeiden.
Was verursacht Glut und unvollständige Schussabgabe bei Formversuchen?
Fehlstellen: Gratbildung deutet in der Regel auf unzureichende Schließkraft, Verschleiß an der Trennebene oder zu hohen Einspritzdruck hin; Fehlstellen entstehen durch unzureichende Füllung, niedrige Schmelztemperatur oder Lufteinschlüsse und mangelhafte Entlüftung. Sowohl Grat als auch Fehlstellen sind häufige Ergebnisse von Versuchen (T0–T2). Diese Probleme lassen sich durch Anpassung der Maschineneinstellungen, Werkzeuge und/oder Prozessparameter vor Produktionsbeginn beheben.
Wie lange dauert die Entwicklung einer MCB-Spritzgießform?
Die Fertigungszeit für eine hochpräzise Mehrkavitäten-MCB-Form variiert in der Regel zwischen einigen Wochen und mehreren Monaten nach Abschluss der finalen Konstruktionsphase und vor Produktionsbeginn. Dies hängt von der Komplexität des zu formenden Teils, der Anzahl der benötigten Kavitäten und der Anzahl der Probefertigungen ab. Durch den Einsatz von Formfüllanalysen und eine systematische Vorbereitung der Probefertigung (Proben vor der Serienfertigung) lassen sich diese Zeiträume minimieren.
Referenzen
- Uddeholm — Formstähle (inkl. S136 / Stavax) — Materialdaten zu rostfreien und vorgehärteten Formstählen, die in Spritzgusswerkzeugen verwendet werden.
- Spritzguss – Überblick — Hintergrundinformationen zum Spritzgießverfahren, Anguss, Kühlung und Defekten.
- PlasticsToday — Branchenweite Berichterstattung über Spritzgussverfahren und Werkzeugbau.
Abschluss
Ein gut gebautes MCB-Spritzgießform Das ist das stille Fundament einer Hochleistungs-Leistungsschalterlinie: Stimmt das Werkzeug, läuft alles nachgelagert sauberer, schneller und mit weniger Ausschuss. Der Erfolg liegt in der sorgfältigen Ausführung der unscheinbaren Arbeit – der präzisen Teiledefinition, der Simulation vor dem Schneiden, der Auswahl des richtigen Stahls für jede Komponente, der toleranzgerechten Bearbeitung, der geduldigen Erprobung und der Wartung der Form während der Produktion. Für Hersteller, die Leistungsschalter in Serie fertigen, ist diese Disziplin der Schlüssel, um aus einer Form ein zuverlässiges Produktionsmittel zu machen. Wenn Sie auch die nachgelagerte Seite der Linie planen, sehen Sie sich an, wie die Formgehäuse in eine MCB-Automatisierungslinie, und unser Leitfaden zur Auswahl eines MCCB-Kontaktschweißmaschine für zugehörige Anlagen zur Herstellung von Leistungsschaltern.




