
 benlong
benlong 



Processus de développement des moules d'injection MCB : de la conception à la production en série
Par Huang Xiaolei | Date de sortie : 26 juin 2026
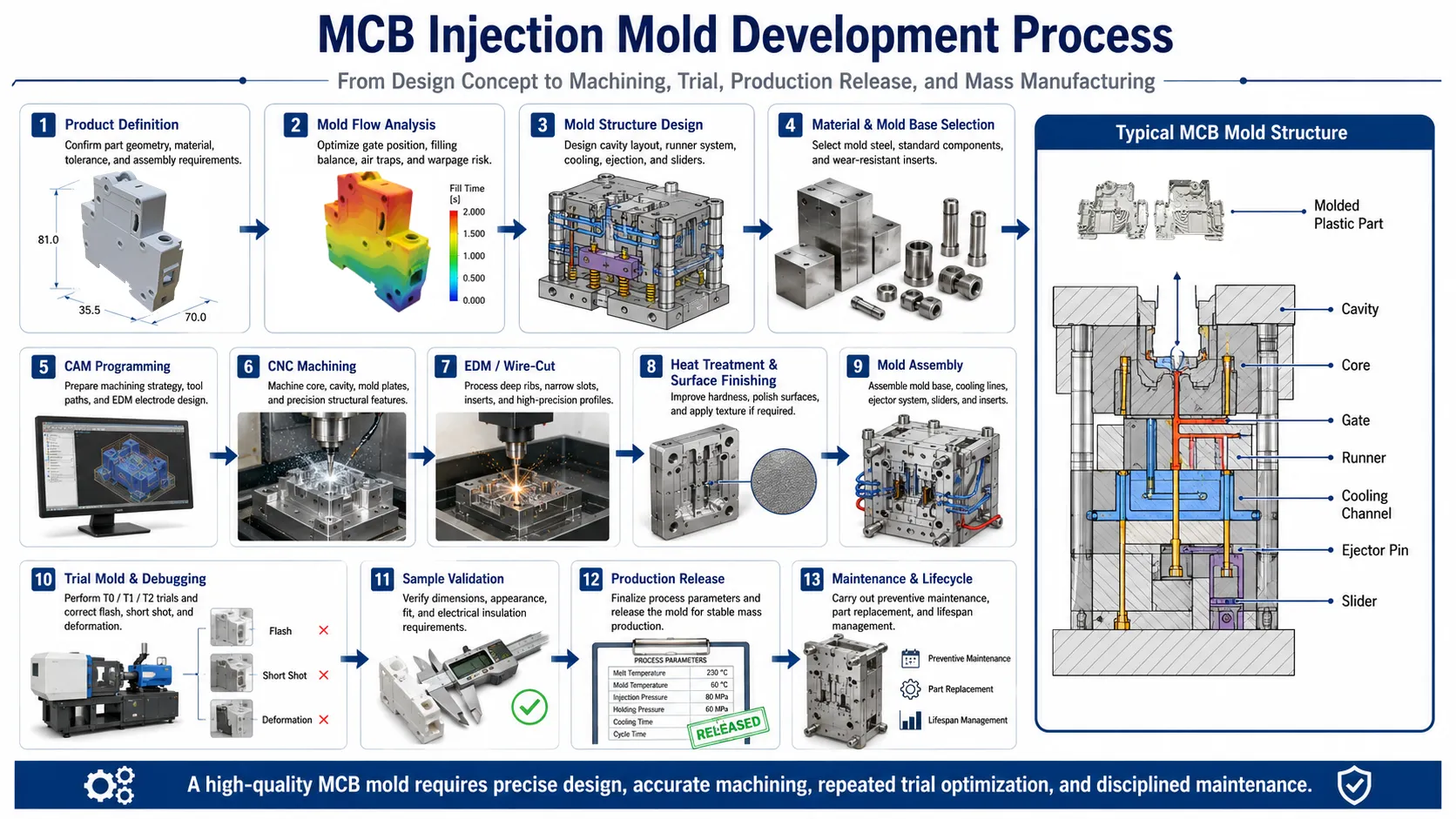
Un Moule d'injection MCB Ce moule est spécifiquement conçu pour la production en série de boîtiers de disjoncteurs miniatures similaires, avec un contrôle précis des tolérances tout au long du processus de fabrication. La réalité de cette affirmation n'apparaît qu'à la lumière de l'outillage sous-jacent. Le moule d'injection pour disjoncteurs miniatures est fabriqué à partir d'un acier spécial traité thermiquement (acier trempé) et a été conçu pour résister à plus d'un million de cycles. Il doit respecter des tolérances dimensionnelles de ±0,005 à 0,01 mm pour le noyau et la cavité, et présenter une finition polie quasi miroir sur toutes ses surfaces externes. Le respect de ces exigences requiert une séquence rigoureuse de conception, de simulation, d'usinage et de tests ; par conséquent, toute omission à une seule étape de ce processus entraînera des problèmes de bavures, d'injections incomplètes ou de mauvais assemblage des boîtiers de disjoncteurs. Cet article décrit l'intégralité du processus de développement, depuis l'étude de conception préliminaire du boîtier de disjoncteur jusqu'à la mise au point du moule d'injection pour la production en série.
Qu'est-ce qui définit un moule d'injection MCB de haute précision ?
Avant d'aborder le processus de fabrication, il est utile de savoir à quoi ressemble un outil “ de qualité ”. Les boîtiers MCB (le boîtier, le couvercle et la poignée) sont de petites pièces à parois fines, emboîtables et nécessitant un assemblage précis. Le moule doit donc respecter scrupuleusement les dimensions et les reproduire à chaque fabrication. Voici quelques critères de référence que la plupart des projets visent :
- Durée de vie d'au moins 1 million de cycles pour les composants de moulage.
- Précision d'usinage de ±0,005–0,01 mm sur le noyau, la cavité et les inserts critiques.
- Polissage brillant ou miroir sur les surfaces visibles, ce qui améliore à la fois l'aspect de la pièce et le démoulage.
- Dureté de la cavité et du noyau d'environ 48 à 52 HRC après traitement thermique sous vide, pour une résistance à l'usure et une stabilité dimensionnelle tout au long de la durée de vie de l'outil.
Si ces quatre points sont respectés, le moule fonctionnera parfaitement. Dans le cas contraire, vous en subirez les conséquences en termes de rebuts et d'arrêt de production.
Définition du produit et analyse du flux de moule
La première étape de tout projet concerne la pièce, et non le moule. Le modèle 3D du boîtier, le plastique choisi, les tolérances et les exigences esthétiques sont évalués par l'outilleur, qui s'attache particulièrement à l'assemblage du boîtier, du couvercle et de la poignée. Cette phase initiale du projet exige une attention particulière à la répartition de l'épaisseur des parois et à la géométrie de l'emboîtement, car ces éléments déterminent la faisabilité du moulage, sans retassures ni déformations.
Une fois les exigences finalisées, la conception est analysée en fonction du flux de matière dans le moule. À ce stade, l'optimisation porte sur l'emplacement des points d'injection, l'équilibrage du remplissage, la position des lignes de soudure, les risques de bulles d'air et le gauchissement visible sur l'écran avant l'usinage de la première pièce d'acier. Un moule multicavité (MCB) nécessite l'équilibrage des cavités, car cela influe directement sur la régularité des pièces et sur la cadence de production de l'outillage en atelier.
Conception de la structure du moule
Une fois les résultats de nos simulations obtenus, nous pourrons commencer à définir l'architecture complète de notre outil. Cela comprend la définition du nombre et de la disposition des cavités ; la conception du système de canaux d'alimentation ; la conception des canaux de refroidissement ; la création d'un ou plusieurs mécanismes d'éjection ; la conception d'un ou plusieurs curseurs et/ou inserts ; etc.
Le principal facteur déterminant de ces décisions est généralement l'objectif de production. Un programme nécessitant des millions de pièces par an justifie la construction d'un moule multicavité, entièrement trempé et à longue durée de vie. Bien que ce type de moule représente un investissement initial plus important, il permet de réduire le coût unitaire et de garantir une qualité constante sur une longue période de production.
En termes de qualité des composants, deux caractéristiques de cette configuration offrent un excellent rapport qualité-prix compte tenu de leur taille : la disposition du refroidissement et la ventilation.
Les canaux de refroidissement permettent une évacuation uniforme de la chaleur de la cavité, car un refroidissement irrégulier est une cause fréquente de déformation et de variation dimensionnelle, notamment dans les boîtiers à parois minces. De plus, comme une pièce refroidie ne peut être éjectée qu'une fois suffisamment solidifiée pour conserver sa forme, elle servira de référence pour le temps de cycle.
Comme pour les petites pièces MCB, la ventilation est tout aussi importante. Lorsque le métal en fusion remplit la cavité, il chasse l'air. Si celui-ci ne peut s'échapper, cela entraînera des injections incomplètes aux derniers endroits remplis, des marques de brûlure ou une porosité due à l'air emprisonné. Les moules MCB correctement fabriqués comportent des évents sur la ligne de joint, aux points où le métal en fusion a fini de remplir, et souvent aussi au niveau des éjecteurs.
Choisir le bon acier à mouler
Une grande partie des performances à long terme d'un moule MCB se joue ici, et différents composants nécessitent différents aciers plutôt qu'une seule nuance :
chacun adapté à un composant différent.
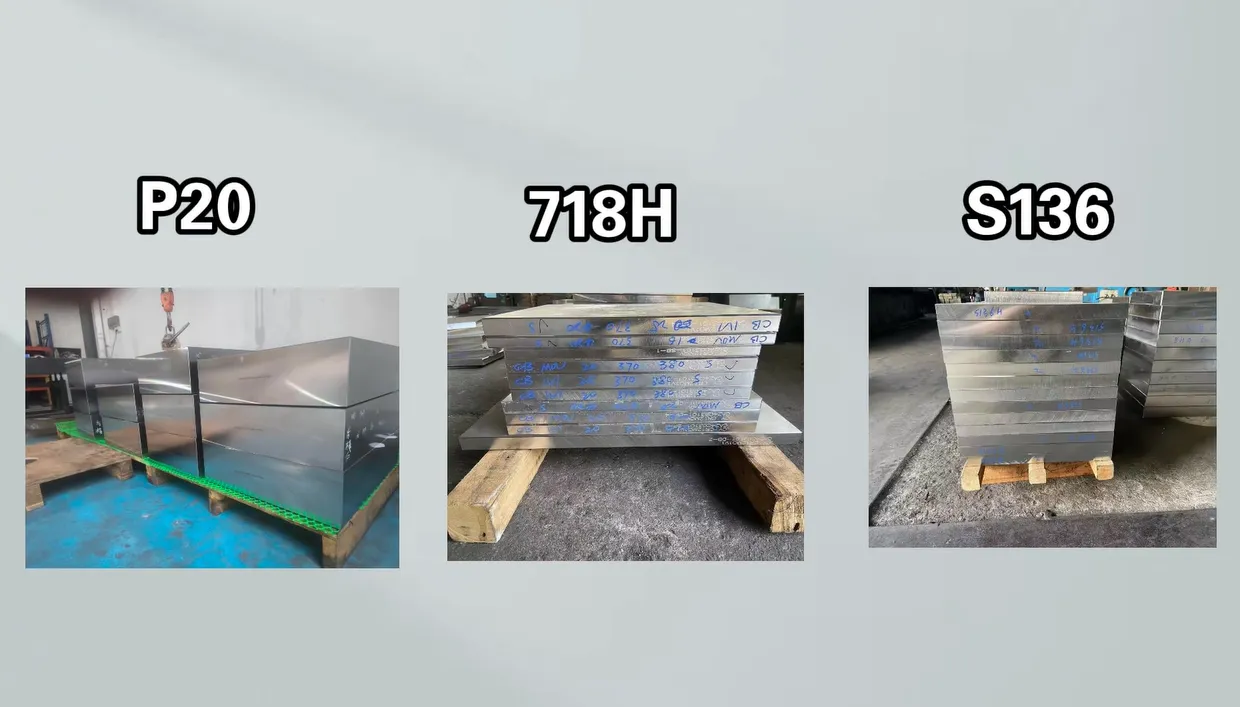
- P20 — un acier pré-trempé (environ 28–32 HRC) qui s'usine bien et est économique, couramment utilisé pour les bases de moules et les plaques qui n'ont pas besoin d'une dureté élevée.
- 718H — une nuance pré-trempée améliorée avec une meilleure uniformité interne et une meilleure aptitude au polissage que le P20, un bon compromis pour les plaques de grande taille et les cavités à durée de vie moyenne.
- S136 — un acier inoxydable pour moules résistant à la corrosion qui durcit à environ 48–52 HRC après traitement thermique sous vide, ce qui en fait le choix habituel pour la cavité, le noyau et les inserts critiques des moules MCB à haute brillance et longue durée de vie.
Les matériaux trempés, tels que l'acier à outils S136 (ou un acier similaire pour le travail à chaud comme le H13), constituent la meilleure option pour les faces de moule des outils de grande série ou des aciers à outils utilisés pour le traitement de matériaux abrasifs, notamment les aciers chargés de verre. Le choix de tremper les faces dépend du coût du traitement et du délai de livraison associé, comparé à la durée de vie attendue du moule. Cependant, pour un programme MCB de plus d'un million de cycles, le coût du traitement par trempe est généralement amorti.
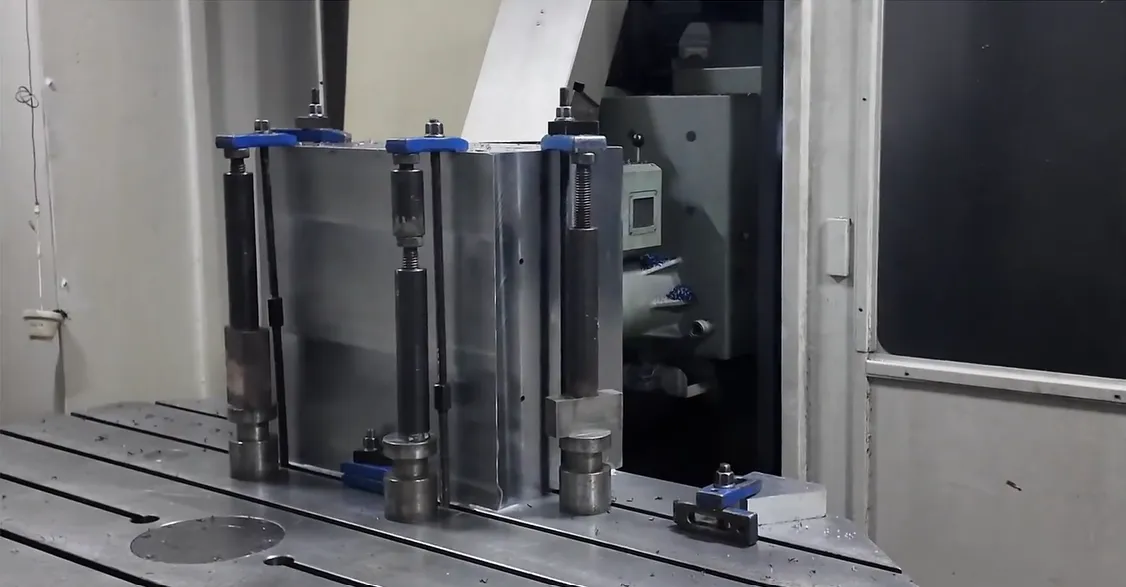
Programmation FAO et usinage de précision
Les ingénieurs de procédés sont responsables de la conception de la séquence d'usinage de chaque composant avant toute découpe de métal. Cela inclut l'ébauche, la semi-finition, la finition, la conception des électrodes d'électroérosion et la programmation de la découpe au fil. Ce travail rigoureux de FAO garantit des étapes suivantes rapides et précises.
Le processus de découpe comprend plusieurs étapes distinctes. Par exemple, l'usinage CNC permet de créer les pièces de la base du moule et de toutes les plaques de cavité, ainsi que d'autres éléments structurels qui peuvent être usinés avec un système d'outillage conventionnel.
L'électroérosion et la découpe au fil prennent le relais là où les fraises ne peuvent pas réaliser des finitions nettes : nervures profondes, rainures étroites, angles vifs et profils précis des plaquettes. Ce sont précisément ces caractéristiques qui confèrent à un boîtier de disjoncteur miniature ses parois internes et ses détails de positionnement ; la précision de cette étape se répercute donc directement sur la pièce finie.

Avant et après usinage, les pièces moulées subissent un traitement thermique pour atteindre la dureté souhaitée, puis un polissage de surface afin d'obtenir l'état de finition désiré. C'est grâce à ce procédé, combiné au polissage de la surface de la cavité, que le boîtier final aura son aspect brillant.
Assemblage, essai et débogage
Une fois toutes les pièces fabriquées, il est temps de les assembler pour obtenir un outillage complet : le bâti, le système d’éjection, les conduites de refroidissement, les inserts/guides et les dispositifs latéraux. Le moule est ensuite placé sur une machine pour des essais, généralement avant la mise en production (par exemple, types 0, 1 et 2).
Les essais consistent à identifier et à résoudre les problèmes des moules testés. Les ingénieurs évaluent la qualité du remplissage, la précision dimensionnelle, la facilité de démoulage et la régularité des cycles, puis traitent les problèmes rencontrés lors des essais. Il peut s'agir, par exemple, d'un excès de bavures (ou de canaux d'injection), d'un remplissage insuffisant, d'une déformation ou d'une répartition inégale des cavités. En général, plusieurs essais sont nécessaires avant que les pièces produites soient utilisables pour la validation.
Validation des échantillons et mise en production
Les échantillons feront l'objet d'une validation officielle portant sur leurs dimensions, leur aspect, leur ajustement et l'agencement du boîtier moulé, du couvercle et de la poignée au sein de l'assemblage complet. Une fois tous les échantillons validés, le moule passera à la phase de production, au cours de laquelle tous les paramètres du processus de moulage seront définis et figés : température de fusion, température du moule, pression d'injection, pression de maintien, temps de refroidissement et durée totale du cycle.
Chacun de ces paramètres joue un rôle important à une étape spécifique du processus global de fabrication de la pièce (étape d'injection). L'injection consiste à injecter la résine fondue dans la cavité ; la pression de maintien apporte un supplément de matière pour compenser le retrait du plastique lors du refroidissement ; la pression de maintien assure la pression dans la cavité jusqu'à la solidification de l'orifice d'injection, ce qui détermine les dimensions et le poids définitifs de la pièce ; enfin, le refroidissement se poursuit jusqu'à ce que la pièce soit suffisamment rigide pour être démoulée. Un déséquilibre des paramètres de procédé à l'une de ces étapes peut entraîner des défauts identifiables sur la pièce (par exemple, une pression de maintien insuffisante peut provoquer des retassures ou un poids insuffisant ; une pression de maintien trop élevée peut entraîner une interpolation des deux moitiés du moule et la formation de bavures à la ligne de joint).
Ces paramètres doivent être déterminés à partir de données précises et non par conjecture si l'on souhaite produire un produit moulé par injection fiable pour des millions de cycles. Une méthode de moulage scientifique, utilisant des capteurs de pression de cavité et des tests structurés (DOE) pour chacune des nombreuses variables du processus de moulage par injection plastique, permet d'obtenir une plage de paramètres reproductible de manière constante pour chaque cycle de moulage. Il s'agit donc d'une condition essentielle à la production stable d'un volume élevé de disjoncteurs miniatures (MCB). Ces paramètres finalisés permettent ensuite d'acheminer les boîtiers directement vers les opérations en aval, telles que… Ligne d'assemblage automatique MCB, où des dimensions de pièces constantes sont essentielles pour assurer le bon fonctionnement de la ligne sans blocage.
Gestion et entretien du cycle de vie des moisissures
Une fois livré, un moule MCB nécessite un entretien constant pour garantir sa précision pendant plus d'un million de cycles. Cet entretien comprend la prévention (nettoyage, lubrification et inspection des pièces d'usure) ainsi que le remplacement des composants avant toute défaillance. Un moule bien entretenu produit des pièces de qualité constante pendant de nombreuses années, tandis qu'un moule mal entretenu se dégradera et produira des rebuts bien avant la date prévue.
Un moule servant à fabriquer des pièces est conçu avec précision, usiné avec exactitude, testé rigoureusement lors d'essais (qui requièrent de la patience) et entretenu avec soin tout au long de sa durée de vie. L'ensemble de ces facteurs permet d'obtenir un produit identique et de qualité identique, pourvu que les mêmes procédés soient respectés.
Foire aux questions
Quel type d'acier est utilisé pour les moules d'injection MCB ?
Le type de composant détermine le type d'acier utilisable. Les inserts de cavité, les inserts de noyau et les inserts critiques utilisent généralement un acier pré-trempé tel que le P20 ou le 718H, offrant une surface plane et polie et une dureté de 48 à 52 HRC. Pour les productions en grande série ou l'utilisation de matériaux chargés de fibres de verre, l'acier H13 pour travail à chaud peut être employé sur les faces de moulage.
Quelle est la durée de vie d'un moule d'injection MCB ?
Les outils MCB de haute qualité sont généralement conçus pour résister à au moins 1 000 000 de cycles d'utilisation dans un environnement de travail normal. Cependant, avec une construction et un entretien appropriés, de nombreux outils dépassent largement cette durée de vie minimale prévue. La durée de vie réelle dépend du type d'acier utilisé pour la fabrication de l'outil, du matériau de moulage choisi, des paramètres du cycle d'utilisation et de la régularité de la maintenance effectuée.
Combien de cavités doit avoir un moule MCB ?
Le choix du moule dépend principalement du volume de production annuel visé et de la complexité de la pièce. Des volumes de production plus importants justifient l'utilisation de moules multicavités afin de réduire le coût unitaire. Cependant, plus le nombre de cavités augmente, plus il est difficile de contrôler le remplissage et l'équilibre entre elles. C'est pourquoi, avant de finaliser la conception du moule, une analyse du remplissage est effectuée.
Pourquoi l'analyse du flux de moulage est-elle importante pour les moules MCB ?
Avant de découper l'acier, les ingénieurs peuvent utiliser un logiciel pour optimiser l'emplacement de la porte d'entrée, l'équilibre du remplissage, les lignes de soudure, les bulles d'air et le gauchissement.
Dans le cas des moules multicavités, il s'agit du principal moyen de maintenir l'équilibre des cavités et la constance des pièces, évitant ainsi des retouches coûteuses après la création du moule.
Qu’est-ce qui provoque les éclairs et les tirs courts lors des essais de moulage ?
Injections incomplètes : les bavures indiquent généralement un manque de force de serrage, une usure de la ligne de joint ou une pression d’injection excessive ; les injections incomplètes sont dues à un remplissage insuffisant, une température de fusion trop basse ou la présence d’air emprisonné et une mauvaise ventilation. Les bavures et les injections incomplètes sont des résultats courants des essais (T0-T2) et leur correction passe par la modification ou le réglage des paramètres machine, d’outillage et/ou de processus avant le lancement de la production.
Combien de temps faut-il pour développer un moule d'injection MCB ?
Le délai de fabrication d'un moule MCB multicavités de haute précision varie généralement de quelques semaines à plusieurs mois après la conception finale et avant la mise en production, selon la complexité de la pièce à mouler (ou déjà moulée), le nombre de cavités requises et le nombre d'essais nécessaires. L'analyse du flux de matière et une préparation rigoureuse des essais (avant la fabrication) permettent de réduire considérablement ces délais.
Références
- Uddeholm — Aciers à moules (y compris S136 / Stavax) — Données sur les matériaux des aciers inoxydables et des aciers à moules pré-trempés utilisés dans l'outillage d'injection.
- Moulage par injection — Aperçu — Informations générales sur le processus de moulage par injection, le système d'alimentation, le refroidissement et les défauts.
- PlasticsToday — Couverture industrielle des procédés de moulage par injection et des pratiques d'outillage.
Conclusion
Une construction bien réalisée Moule d'injection MCB C'est le fondement discret d'une ligne de production de brise-roches à haut volume : un outillage adapté garantit un fonctionnement plus fluide, plus rapide et avec moins de rebuts en aval. La récompense réside dans la réalisation soignée des tâches ingrates : définition précise de la pièce, simulation avant découpe, choix de l'acier approprié pour chaque composant, usinage aux tolérances requises, essais patients et maintenance du moule en production. Pour les fabricants de brise-roches produisant en grande série, cette rigueur transforme un moule, outil unique, en un atout de production fiable. Si vous planifiez également la partie aval de la ligne, observez comment les carters moulés s'intègrent dans un… Ligne d'assemblage automatique MCB, et notre guide pour choisir un Machine à souder à contact MCCB pour les équipements de fabrication de disjoncteurs connexes.




