
 benlong
benlong 



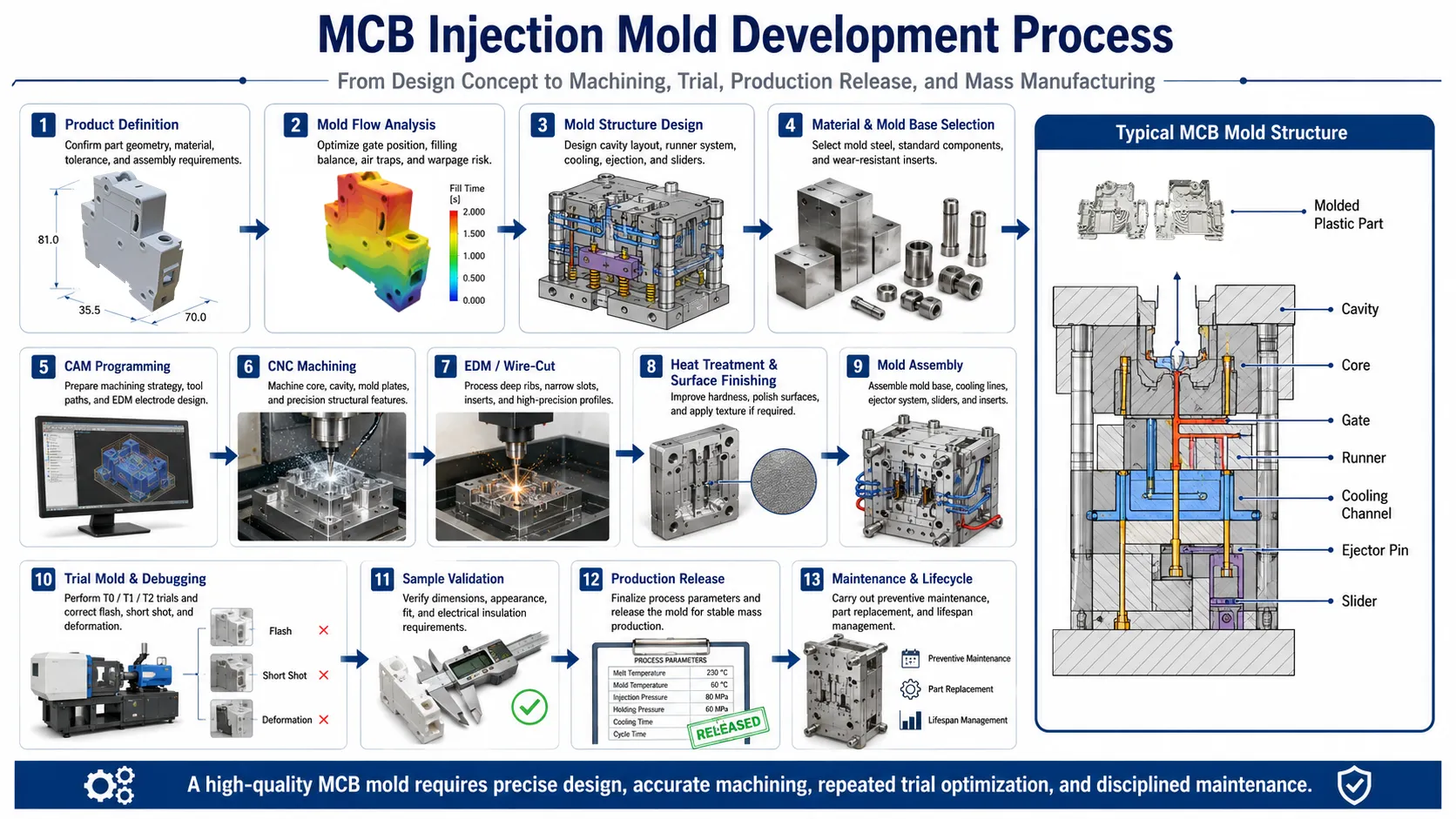
MCB射出成形金型開発プロセス:設計から量産まで
による ホアン・シャオレイ リリース日時:2026年6月26日
1 MCB射出成形金型 この金型は、製造工程全体を通して公差を精密に制御しながら、多数の類似した小型回路遮断器ケースを製造するために特別に設計されています。この説明の真意は、その基盤となる金型を考慮に入れるまで分かりません。MCB射出成形金型は、特殊な熱処理鋼(焼入れ鋼)で作られており、100万サイクル以上の使用に耐えるように設計され、コアとキャビティの寸法公差は±0.005~0.01 mmを維持し、すべての外面は鏡面仕上げに近い研磨仕上げにする必要があります。これらの要件を満たすには、設計、シミュレーション、機械加工、テストという一連の手順を厳密に実行する必要があります。そのため、この工程のいずれかの段階を省略すると、バリ、ショートショット、または組み立て時に回路遮断器ハウジングが嵌合しないといった問題が発生します。この記事では、回路遮断器ハウジングの予備設計レビューからMCB射出成形金型が本格的な量産準備が整うまでの開発プロセス全体について説明します。.
高精度MCB射出成形金型を定義するものは何か
ワークフローに入る前に、この種のツールにとって「良い」とはどういうものかを知っておくと役立ちます。MCBハウジング(ケース、カバー、ハンドル)は、スナップフィット機能と緊密な組み立て関係を備えた小型で薄肉の部品であるため、金型は寸法を厳密に保持し、ショットごとにそれを再現する必要があります。ほとんどのプロジェクトが目指すベンチマークをいくつか挙げます。
- 100万サイクル以上の耐用年数 成形部品用。.
- 加工精度:±0.005~0.01mm コア、キャビティ、および重要なインサートについて。.
- 高光沢または鏡面仕上げ 目に見える表面に塗布することで、部品の外観と離型性の両方を向上させます。.
- 空洞部および中心部の硬度は約48~52HRC 真空熱処理後、工具の寿命全体にわたって耐摩耗性と寸法安定性を確保する。.
その4つのポイントを押さえれば、金型はスムーズに作動する。それを逃せば、不良品の発生と稼働停止時間の延長という代償を払うことになる。.
製品定義と金型流動解析
あらゆるプロジェクトにおける最初のステップは、実は金型ではなく部品そのものです。金型メーカーは、筐体の3Dモデル、選択されたプラスチック材料、許容誤差範囲、外観要件を評価し、特にケース、カバー、ハンドルの嵌合状態を重視します。このプロジェクトの初期段階では、肉厚分布と嵌合形状に特に注意を払う必要があります。なぜなら、これらによって、成形工程中にヒケや反りが発生しずに部品を製造できるかどうかが決まるからです。.
要件が確定した後、金型流動性を考慮して設計が解析されます。この段階で、最初の鋼材が加工される前に、ゲート位置、充填バランス、ウェルドライン位置、エアトラップリスク、および反りについて画面上で最適化が行われます。マルチキャビティのMCB金型では、キャビティのバランス調整が不可欠です。これは、部品間の均一性だけでなく、現場での金型の生産速度にも直接影響するためです。.
金型構造設計
シミュレーションの結果が得られたら、ツール全体のアーキテクチャの設計に取り掛かることができます。これには、キャビティの数とその配置の定義、ランナーシステムの設計、冷却チャネルの設計、排出機構の作成、スライダーやインサートの設計などが含まれます。.
こうした決定を下す最大の要因は、通常、生産目標です。年間数百万個の部品を必要とするプログラムであれば、多キャビティで完全硬化処理された長寿命金型を製作する正当な理由となります。このタイプの金型は初期費用は高くなりますが、部品あたりのコスト削減と、長期間にわたる生産における安定した品質を実現します。.
部品の品質という点では、この構成の2つの特徴は、そのサイズを考慮すると非常に高い価値を提供します。それは、冷却レイアウトと通気口です。.
冷却チャネルは、キャビティから熱を均一に除去することしかできません。冷却が不均一だと、特に薄肉ハウジングにおいて、反りや寸法ずれの原因となることがよくあります。さらに、冷却された部品は、形状を維持できるほど十分に固化するまで取り出すことができないため、サイクルタイムの基準となります。.
小型MCB部品と同様に、通気孔は非常に重要です。溶融樹脂がキャビティを満たす際、空気が押し出されますが、空気が逃げる場所がないと、最後に充填される部分でショートショットが発生したり、焦げ跡ができたり、閉じ込められた空気によってガス気孔が生じたりします。適切に製造されたMCB金型には、パーティングライン、溶融樹脂の充填が完了した箇所、そして多くの場合、エジェクタピンに通気孔が設けられています。.
適切な金型鋼の選び方
MCB金型の長期的な性能はここで大きく左右され、部品ごとに異なる鋼材が必要となり、全体に同じグレードの鋼材を使用することはできない。
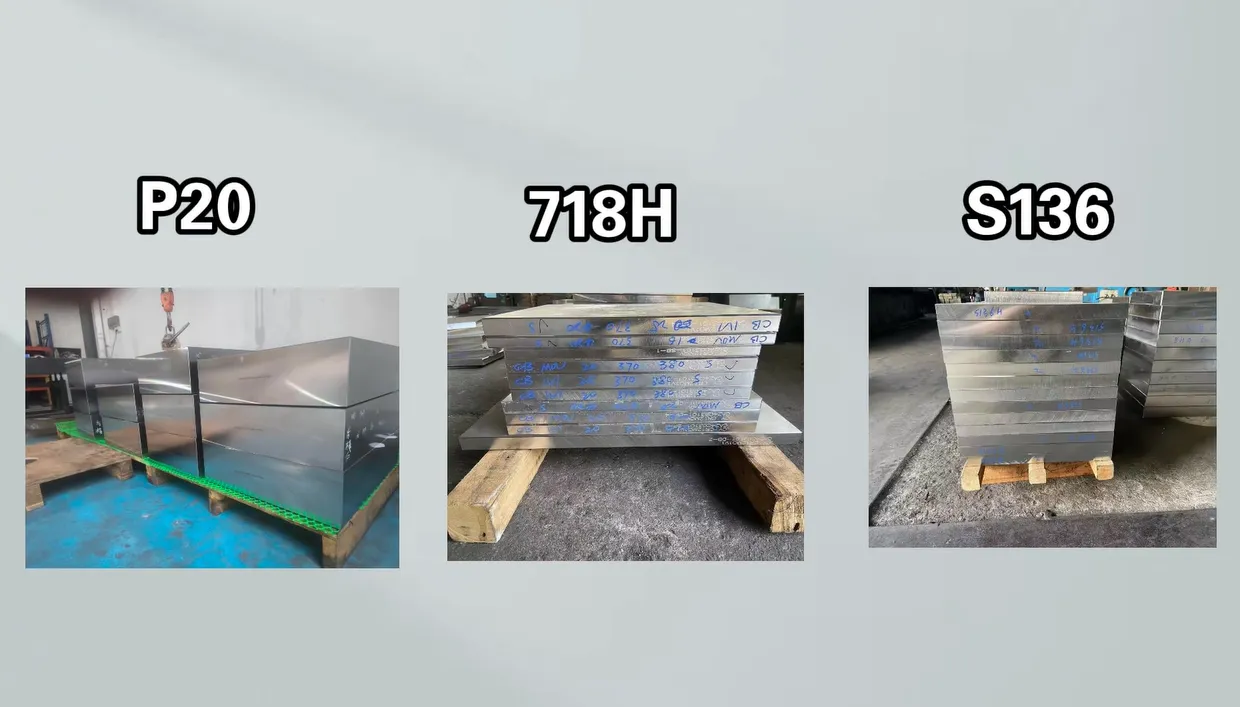
それぞれ異なる部品に適しています。.
- P20 — 加工性に優れ、経済的な、あらかじめ硬化処理された鋼(硬度約28~32HRC)で、高い硬度を必要としない金型ベースやプレートによく使用される。.
- 718H — P20よりも内部均一性と研磨性に優れた改良型予備硬化グレードであり、大型プレートや中寿命のキャビティに適した、バランスの取れた中間グレードです。.
- S136 ―真空熱処理後に約48~52HRCまで硬化する耐腐食性ステンレス鋼の金型鋼であり、高光沢で長寿命のMCB金型のキャビティ、コア、および重要なインサートによく使用される。.
S136工具鋼(またはH13などの熱間加工に適した同等グレード)のような硬化材は、ガラス繊維強化材やその他の研磨材の加工に使用される大量生産工具や工具鋼の金型面材として最適な選択肢です。金型面材を硬化させるかどうかは、硬化コストと、硬化処理後の金型使用期間と、金型から取り出せる製品の寿命を比較して判断する必要があります。ただし、100万サイクルを超えるMCBプログラムを使用する場合は、硬化処理にかかるコストは通常、十分に回収できます。.
CAMプログラミングと精密機械加工
プロセスエンジニアは、金属加工を開始する前に、各部品の加工手順を設計する責任を負います。これには、荒加工、中仕上げ加工、仕上げ加工、放電加工電極の設計、ワイヤ放電加工のプログラミングなどが含まれます。こうした綿密なCAM作業によって、後続工程を迅速かつ正確に行うための基礎が築かれます。.
切削加工には、いくつかの独立した工程が含まれます。例えば、CNC加工は、金型ベースとすべてのキャビティプレートの部品、および従来型の工具システムで加工可能なその他の構造要素を作成するために使用されます。.
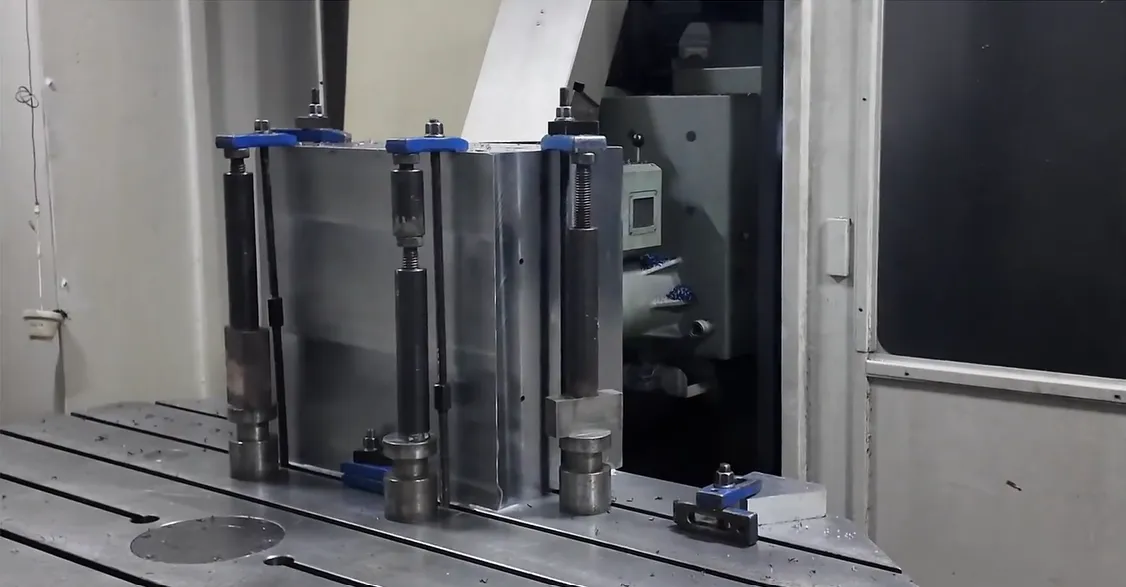
放電加工(EDM)やワイヤーカット加工は、フライス加工ではきれいに仕上げられない部分、つまり深いリブ、狭いスロット、鋭い内角、インサートの精密な形状などを加工します。これらはまさにMCBハウジングの内部壁と位置決めの詳細を決定づける要素であるため、この工程の精度は完成品にもそのまま反映されます。.

成形部品は、機械加工の前後に、所望の硬度になるまで熱処理され、その後、所望の表面仕上げを得るために表面研磨されます。この工程と、キャビティ表面への研磨によって、最終的なハウジングに光沢が生まれます。.
アセンブリ、試作、デバッグ
すべての部品が完成したら、金型ベース、エジェクタシステム、冷却ライン、インサート/ガイド、サイドアクションなど、すべてを組み立てて完全な金型を作成します。その後、金型は通常、生産に入る前に機械に取り付けてテストされます(例:タイプ0、タイプ1、タイプ2)。.
試作ラウンドは、試験対象の金型内の問題点の特定と解決に基づいて行われます。エンジニアは、充填品質、寸法精度、離型性能、サイクル性能を評価し、試験または試作プロセス中に発生するあらゆる問題に対処します。例えば、過剰なバリ(またはスプルー)、充填不足、変形、キャビティ分布の不均衡などが挙げられます。一般的に、製造された製品が検証に使用できる状態になるまでには、複数回の試験ラウンドが必要です。.
サンプル検証と製品リリース
サンプルは、寸法、外観、適合性、成形ケース、カバー、ハンドルが完全なアセンブリの一部としてどのように関連しているかについて、公式の検証を受けます。すべてのサンプルが検証テストに合格すると、金型は生産リリース段階に進み、溶融温度、金型温度、射出圧力、保持圧力、冷却時間、総サイクル時間など、すべての成形プロセスパラメータが設定または確定されます。.
これらのパラメータはそれぞれ、ショット製造全体のプロセスの特定のステップ(ショットステージ)において重要な役割を果たします。射出成形プロセスでは、溶融樹脂がキャビティに注入されます。保圧は、冷却中のプラスチックの収縮を相殺するための追加材料を提供します。保持圧は、ゲートが凍結して閉じるまでキャビティを加圧し、それによって部品の最終的な寸法と重量特性を作り出します。そして、部品が金型から取り外せるほど十分に硬くなるまで冷却されます。これらのいずれかの段階でプロセスパラメータのバランスが不十分な場合、部品には識別可能な欠陥が生じます(例えば、保圧が不十分な場合、部品にヒケが発生したり、重量が不足したりします。保圧が高すぎると、金型の半分がずれて、パーティングラインにバリが発生します)。.
数百万サイクルにわたって信頼できる射出成形製品を製造したい場合、これらのパラメータは推測ではなく正確なデータに基づいて決定する必要があります。科学的な成形方法(キャビティ圧力センサーとプラスチック射出成形プロセスの多くの変数それぞれに対する構造化テスト(DOE)の使用)により、すべての成形サイクルで一貫して再現できるプロセスウィンドウが生成されます。したがって、MCBを安定して大量生産するための必須要件が満たされます。これらの最終設定により、ハウジングはそのまま下流工程(例えば、 MCB自動組立ライン, 部品の寸法が一定であることが、生産ラインの詰まりを防ぐ鍵となる。.
金型の保守管理とライフサイクル管理
MCB金型は納品後、100万サイクル以上にわたって精度を維持するために継続的な管理が必要です。これには、メンテナンスの予防(洗浄、潤滑、摩耗部品の点検)や、故障が発生する前に部品を交換することが含まれます。適切にメンテナンスされた金型は長年にわたり安定した品質の製品を生産しますが、メンテナンスが不十分な金型は許容範囲から外れ、予想よりもはるかに早く不良品が発生します。.
部品を製造する金型は、精密に設計された金型を用いて作られ、正確に機械加工され、試作(忍耐)を通して徹底的にテストされ、使用期間全体にわたって規律正しく維持管理されます。これらの要素がすべて組み合わさることで、同じ工程が守られる限り、同一の品質を持つ同一の製品が生み出されます。.
よくある質問
MCB射出成形金型にはどのような鋼材が使用されていますか?
部品の種類によって、使用できる鋼材の種類が決まります。キャビティインサート、コアインサート、および重要インサートには、通常、P20や718Hなどの予備硬化鋼が使用されます。これにより、平滑で研磨された表面と48~52HRCの硬度が得られます。大量生産が必要な場合や、ガラス繊維強化材を使用する場合は、成形面に熱間加工グレードH13を使用できます。.
MCB射出成形金型はどのくらい持ちますか?
一般的な高品質MCB工具は、平均的な作業環境において100万回以上の使用に耐えるように設計されています。しかし、適切な構造とメンテナンスを行えば、多くの工具はこの最低限の耐用年数を大幅に超える性能を発揮します。実際の耐用年数は、工具の製造に使用される鋼材の種類、成形材料の選択、工具の使用サイクルパラメータ、および工具に対して長期間にわたって実施されてきたメンテナンスの一貫性によって決まります。.
MCB金型にはいくつのキャビティが必要ですか?
これは主に年間目標生産量と部品の複雑さに基づいて決定されます。生産量が多いほど単位コスト削減のために多キャビティ金型の使用が正当化されますが、キャビティ数が増えるにつれて充填バランスやキャビティ間のバランスを制御することが難しくなります。そのため、部品の金型レイアウトを最終決定する前に、金型充填解析を実施します。.
MCB金型において、金型流動解析が重要なのはなぜですか?
鋼材を切断する前に、エンジニアはソフトウェアを使用して、ゲートの位置、充填バランス、溶接線、エアトラップ、反りなどを最適化することができます。.
多キャビティ金型の場合、これはキャビティのバランスと部品の均一性を維持するための主要な手段であり、金型作成後の高額な手直し作業を防ぐことにつながります。.
成形試験中に発生するバリやショートショットの原因は何ですか?
ショートショット:フラッシュは通常、型締め力不足、パーティングラインの摩耗、または過剰な射出圧力を示します。ショートショットは、充填不足、溶融温度の低さ、または閉じ込められた空気と不十分なベントによって発生します。フラッシュとショートショットはどちらも試作(T0~T2)でよく発生する現象であり、これらの問題を解決するには、量産前に機械設定、金型、および/またはプロセスパラメータを変更または調整する必要があります。.
MCB射出成形金型の開発にはどれくらいの時間がかかりますか?
高精度な多キャビティMCB金型の完成までにかかる時間は、最終設計段階から生産開始まで、成形する部品の複雑さ、必要なキャビティ数、部品製造に必要な試作回数によって、通常数週間から数か月と幅があります。金型流動解析と、試作準備(製造前の試作)への体系的なアプローチを活用することで、これらの期間を最小限に抑えることができます。.
参考文献
- ウッデホルム社 - 金型用鋼材(S136 / Stavaxを含む) ―射出成形金型に使用されるステンレス鋼および予備硬化鋼の材料データ。.
- 射出成形 ― 概要 射出成形プロセス、ゲート、冷却、および欠陥に関する背景知識。.
- プラスチックストゥデイ ―射出成形加工および金型に関する業界動向を網羅的に報道。.
結論
しっかりとした造り MCB射出成形金型 大量生産ブレーカーラインの静かな基盤となるのは、適切なツールを使用することです。ツールを正しく使用すれば、下流工程はすべてよりクリーンに、より速く、より少ない不良品で稼働します。その見返りは、地味な作業をきちんと行うことから生まれます。つまり、部品を適切に定義し、切削前にシミュレーションを行い、各コンポーネントに適した鋼材を選択し、公差に合わせて加工し、根気強く試作し、生産開始後は金型を維持管理することです。大量生産ブレーカーを製造するメーカーにとって、この規律こそが、金型を単なるツールから信頼できる生産資産へと変える鍵となります。ラインの下流側も計画している場合は、成形されたハウジングがどのように流れ込むかを確認してください。 MCB自動組立ライン, そして、 MCCB接触溶接機 関連する遮断器製造装置について。.




