
 benlong
benlong 



Processo de desenvolvimento de moldes de injeção MCB: do projeto à produção em massa
Por Huang Xiaolei Data de lançamento: 26/06/2026
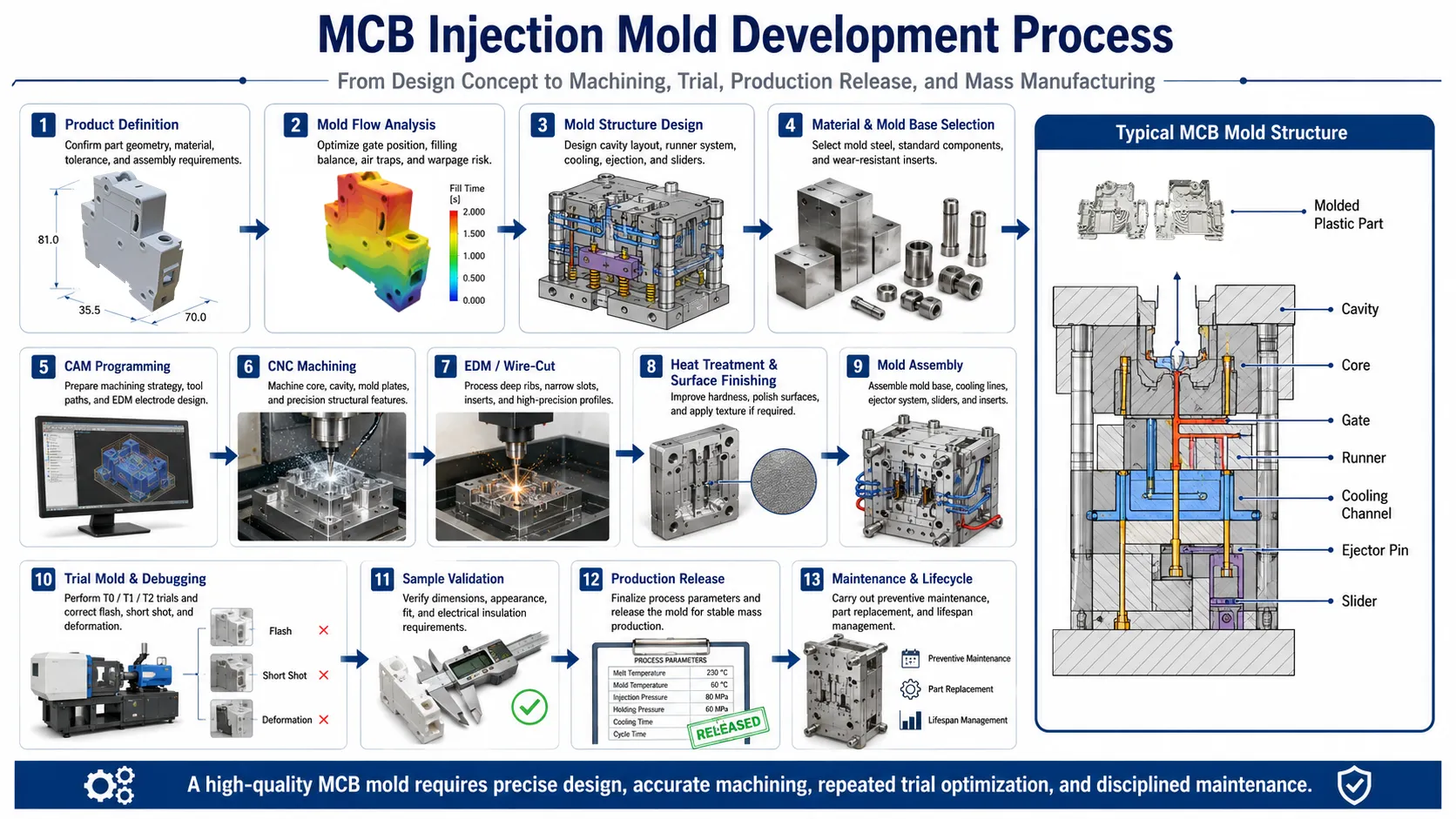
Um molde de injeção MCB O molde de injeção para disjuntores miniatura (MCB) foi projetado especificamente para produzir um grande número de carcaças de disjuntores miniatura similares, com controle preciso das tolerâncias em todo o processo de produção. A realidade dessa afirmação só se torna evidente ao se considerar a ferramenta subjacente. O molde de injeção para MCB é feito de um tipo especial de aço tratado termicamente (aço temperado) e foi projetado para uso em mais de um milhão de ciclos, devendo manter tolerâncias dimensionais do núcleo e da cavidade de ±0,005–0,01 mm, além de apresentar um acabamento polido que se aproxima de um acabamento espelhado em todas as superfícies externas. A conformidade com esses requisitos exige uma sequência disciplinada de projeto, simulação, usinagem e testes; consequentemente, a omissão de qualquer fase desse processo resultará em problemas como rebarbas, falhas na injeção ou carcaças de disjuntores que não se encaixam corretamente durante a montagem. Este artigo discute todo o processo de desenvolvimento, desde a revisão preliminar do projeto da carcaça do disjuntor até que o molde de injeção para MCB esteja pronto para a produção em massa.
O que define um molde de injeção MCB de alta precisão?
Antes de abordar o fluxo de trabalho, é útil saber o que significa um resultado "bom" para esse tipo de ferramenta. As carcaças dos disjuntores — a caixa, a tampa e a alça — são peças pequenas, de paredes finas, com encaixes precisos e relações de montagem mínimas. Portanto, o molde precisa manter as dimensões com exatidão e repeti-las em todas as injeções. Alguns parâmetros de referência que a maioria dos projetos busca atingir são:
- Vida útil de no mínimo 1 milhão de ciclos para os componentes de moldagem.
- Precisão de usinagem de ±0,005–0,01 mm no núcleo, na cavidade e nos insertos críticos.
- Polimento de alto brilho ou espelhado em superfícies visíveis, o que melhora tanto a aparência da peça quanto a desmoldagem.
- Dureza da cavidade e do núcleo em torno de 48–52 HRC Após tratamento térmico a vácuo, para resistência ao desgaste e estabilidade dimensional ao longo da vida útil da ferramenta.
Acertar esses quatro pontos garante uma operação limpa do molde. Se errar, o custo será em sucata e tempo de inatividade.
Análise de fluxo de moldagem e de produto
O primeiro passo em qualquer projeto é, na verdade, a peça, não o molde. O modelo 3D da carcaça, o plástico selecionado, a faixa de tolerância e os requisitos de aparência são avaliados pelo ferramenteiro, com ênfase especial em como a carcaça, a tampa e a alça se encaixarão. Esta etapa inicial do projeto exige atenção especial à distribuição da espessura da parede e à geometria de encaixe, pois elas determinarão se a peça poderá ser fabricada sem marcas de retração ou deformação durante o processo de moldagem.
Após a definição dos requisitos, o projeto é analisado quanto ao fluxo de moldagem. Nessa etapa, a otimização ocorre em relação à localização dos pontos de injeção, equilíbrio de preenchimento, posicionamento das linhas de solda, riscos de aprisionamento de ar e empenamento, tudo visualizado na tela antes da usinagem da primeira peça de aço. Por se tratar de um molde multicavidades, o molde MCB exige o balanceamento das cavidades, uma vez que isso afeta diretamente a consistência entre as peças, bem como a velocidade de produção da ferramenta na fábrica.
Projeto da estrutura do molde
Assim que tivermos os resultados das nossas simulações, podemos começar a projetar a arquitetura completa da nossa ferramenta. Isso inclui definir o número de cavidades e o layout dessas cavidades; projetar o sistema de canais de injeção; projetar os canais de refrigeração; criar um ou mais mecanismos de ejeção; projetar um cursor e/ou insertos; etc.
O principal fator que influencia essas decisões geralmente é a meta de produção. Um programa que exige milhões de peças anualmente justifica a construção de um molde multicavidades, totalmente endurecido e de longa duração. Embora esse tipo de molde tenha um custo inicial mais elevado, ele permite uma redução no custo por peça e qualidade consistente ao longo de um extenso período de produção.
Em termos de qualidade das peças, duas características desta configuração oferecem grande valor considerando seu tamanho: o sistema de refrigeração e a ventilação.
Os canais de refrigeração só conseguem extrair o calor da cavidade de forma consistente, pois a refrigeração irregular é uma causa frequente de empenamento e desalinhamento dimensional, principalmente em carcaças de paredes finas. Além disso, como uma peça resfriada não pode ser ejetada até que esteja suficientemente solidificada para manter sua forma, ela definirá o tempo de ciclo.
Assim como em peças pequenas de MCB, a ventilação é igualmente importante. À medida que o material fundido preenche a cavidade, ele força a saída do ar e, se não houver por onde esse ar escapar, podem ocorrer falhas na injeção, marcas de queimadura ou porosidade devido ao ar aprisionado. Moldes de MCB fabricados corretamente possuem aberturas de ventilação na linha de partição, nos pontos onde o material fundido termina de preencher a cavidade e, frequentemente, também nos pinos extratores.
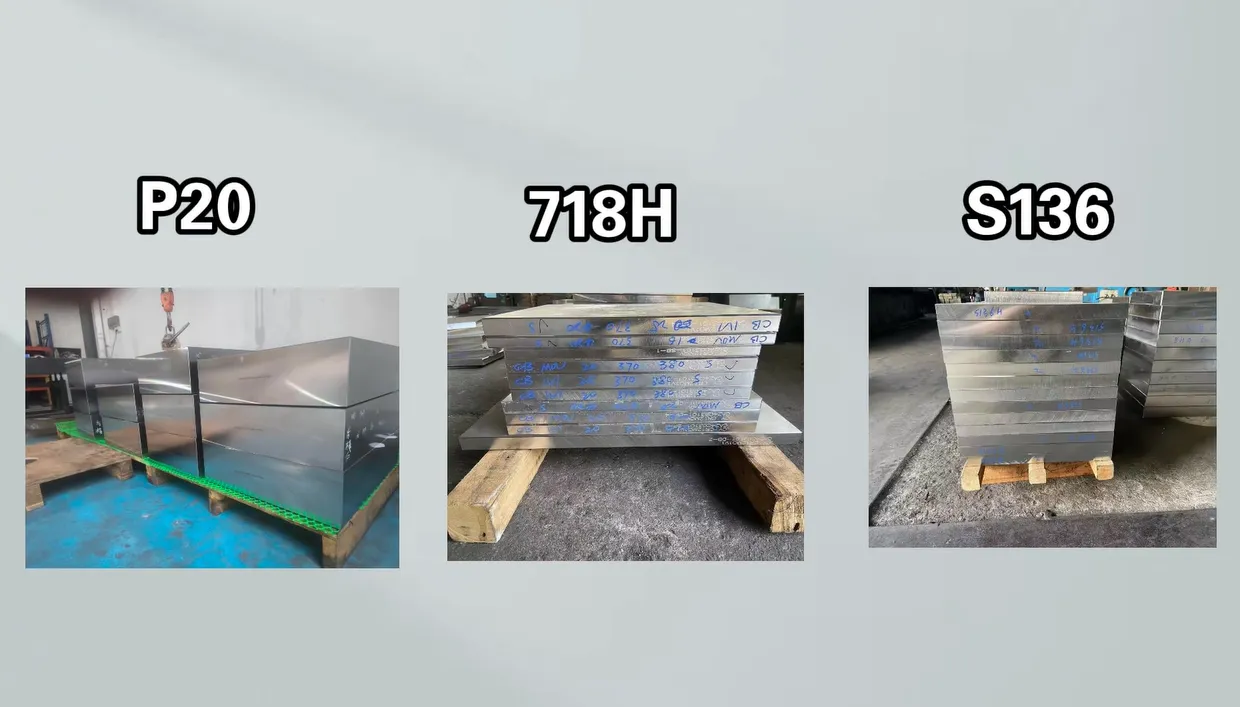
Escolhendo o aço para moldes correto
Grande parte do desempenho a longo prazo de um molde MCB é definido aqui, e diferentes componentes exigem diferentes tipos de aço, em vez de um único tipo para toda a peça:
Cada um adequado a um componente diferente.
- P20 — um aço pré-endurecido (aproximadamente 28–32 HRC) que é fácil de usinar e econômico, comumente usado para bases de moldes e placas que não precisam de alta dureza.
- 718H — uma liga pré-endurecida aprimorada, com melhor uniformidade interna e capacidade de polimento do que a P20, um bom meio-termo para placas maiores e cavidades de vida útil moderada.
- S136 — um aço inoxidável resistente à corrosão que endurece para cerca de 48–52 HRC após tratamento térmico a vácuo, o que o torna a escolha usual para a cavidade, o núcleo e os insertos críticos em moldes MCB de alto brilho e longa vida útil.
Materiais endurecidos, como o aço ferramenta S136 (ou similar para trabalho a quente, como o H13), são a melhor opção para as faces de moldes de ferramentas de alto volume ou aços ferramenta usados para processar materiais abrasivos com carga de vidro ou outros materiais. A decisão de endurecer as faces depende do custo do processo e do prazo de entrega associado ao uso de faces endurecidas, em comparação com a vida útil esperada do molde. No entanto, ao usar um programa de usinagem com mais de 1 milhão de ciclos, o custo associado ao endurecimento das faces geralmente se paga.
Programação CAM e Usinagem de Precisão
Os engenheiros de processo são responsáveis por projetar a sequência de usinagem de cada componente individual antes de qualquer corte de metal. Isso inclui usinagem de desbaste, usinagem de semiacabamento, acabamento, projeto de eletrodos de eletroerosão e programação de corte a fio. Todo esse sólido trabalho de CAM estabelece a base para etapas subsequentes rápidas e precisas.
Existem vários processos distintos envolvidos no processo de corte. Por exemplo, a usinagem CNC é utilizada para criar peças tanto para a base do molde quanto para todas as placas da cavidade, além de alguns outros elementos estruturais que podem ser usinados com um sistema de ferramentas convencional.
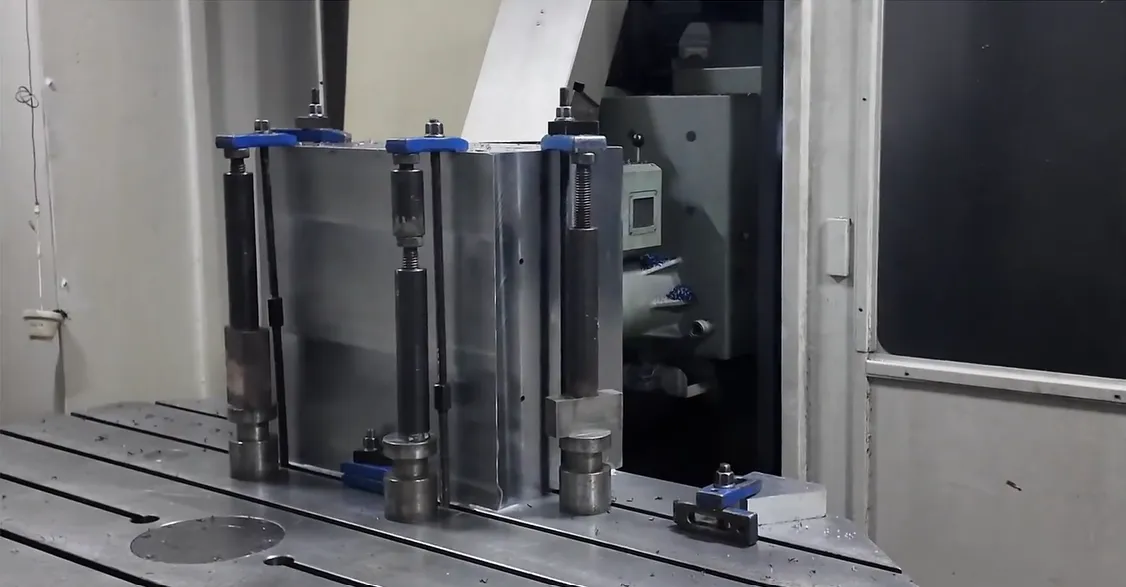
A eletroerosão (EDM) e o corte a fio entram em ação onde as fresas não conseguem trabalhar com precisão — nervuras profundas, ranhuras estreitas, cantos internos vivos e os perfis de precisão das pastilhas. São exatamente essas características que conferem à carcaça de um MCB suas paredes internas e detalhes de encaixe, portanto, a precisão desta etapa se mantém até a peça final.

Antes e depois da usinagem, as peças moldadas passam por tratamento térmico para atingirem a dureza desejada e, em seguida, são polidas para obter o acabamento superficial desejado. É esse processo, juntamente com o polimento da superfície da cavidade, que confere brilho à carcaça final.
Montagem, teste e depuração
Após a criação de todas as peças, é hora de montar tudo para criar uma ferramenta completa; ou seja, a base do molde, o sistema de ejeção, as linhas de refrigeração, os insertos/guias e os mecanismos laterais. O molde é então colocado em uma máquina para testes, geralmente antes de entrar em produção (por exemplo, Tipo 0, Tipo 1 e Tipo 2).
Os testes de moldagem são baseados na identificação e resolução de problemas nos moldes em teste. Os engenheiros avaliam a qualidade do preenchimento, a precisão dimensional, o desempenho da desmoldagem e o desempenho do ciclo, e então lidam com quaisquer problemas que surjam durante o processo de teste. Por exemplo, isso pode incluir excesso de rebarba (ou canal de alimentação), preenchimento insuficiente, deformação ou desequilíbrio na distribuição das cavidades. Geralmente, são necessárias várias rodadas de testes antes que os itens produzidos possam ser usados para validação.
Validação de amostras e liberação para produção
As amostras serão submetidas à validação oficial quanto às dimensões, aparência, encaixe e relação entre a caixa moldada, a tampa e a alça como parte do conjunto completo. Assim que todas as amostras forem aprovadas nos testes de validação, o molde passará para a fase de liberação para produção, na qual todos os parâmetros do processo de moldagem serão estabelecidos ou definidos; ou seja, temperatura de fusão, temperatura do molde, pressão de injeção, pressão de recalque, tempo de resfriamento e tempo total do ciclo.
Cada um desses parâmetros desempenha um papel importante em uma etapa específica do processo geral de produção da peça (ou seja, a etapa de injeção). O processo de injeção injeta resina fundida na cavidade; a pressão de recalque fornece material adicional para compensar a contração do plástico durante o resfriamento; a pressão de recalque mantém a cavidade pressurizada até que o canal de injeção se feche, criando assim as características dimensionais e de peso finais da peça; e o resfriamento ocorre até que a peça esteja suficientemente rígida para ser removida do molde. Se houver um desequilíbrio nos parâmetros do processo durante qualquer uma dessas etapas, a peça apresentará defeitos identificáveis (por exemplo, se o recalque for inadequado, a peça apresentará marcas de afundamento ou estará abaixo do peso; se a pressão de recalque for muito alta, as metades do molde se interpolarão e criarão rebarbas na linha de partição).
Esses parâmetros precisam ser determinados por meio de dados precisos, e não por palpites, se você quiser produzir um produto moldado por injeção que seja confiável para milhões de ciclos. Um método de moldagem científico – usando sensores de pressão na cavidade e testes estruturados (DOE) para cada uma das muitas variáveis do processo de moldagem por injeção de plástico – produz uma janela de processo que pode ser replicada consistentemente para cada ciclo de moldagem; portanto, atendendo a um requisito essencial para a produção estável de um alto volume de MCBs. Essas configurações finais levam as carcaças diretamente para operações subsequentes, como... Linha de montagem automática MCB, onde dimensões consistentes das peças são o que mantém a linha funcionando sem travamentos.
Gestão de manutenção e ciclo de vida de moldes
Após a entrega de um molde MCB, é necessário realizar manutenção contínua para garantir a precisão por mais de um milhão de ciclos, incluindo a manutenção preventiva (limpeza, lubrificação e inspeção de peças de desgaste), bem como a substituição de componentes antes que ocorra uma falha. Um molde bem conservado produz produtos de qualidade consistente por muitos anos, enquanto um molde mal conservado apresentará desvios de tolerância e produzirá peças defeituosas muito antes do esperado.
Um molde que cria peças é fabricado com um projeto preciso, usinado com exatidão, testado minuciosamente ao longo de um período de testes (paciência) e mantido com rigor durante toda a sua vida útil. Todos esses fatores se combinam para criar um produto idêntico com a mesma qualidade, desde que os mesmos processos sejam seguidos.
Perguntas frequentes
Qual o tipo de aço utilizado nos moldes de injeção para MCB?
O tipo de componente determina o tipo de aço que pode ser usado. Insertos de cavidade, insertos de núcleo e insertos críticos geralmente utilizam aço pré-endurecido, como o P20 ou o 718H, que proporcionam uma superfície plana e polida e uma dureza de 48 a 52 HRC. Para aqueles que necessitam de alto volume ou utilizam material com carga de fibra de vidro, o aço para trabalho a quente H13 pode ser usado nas faces de moldagem.
Qual a vida útil de um molde de injeção MCB?
As ferramentas MCB de alta qualidade são projetadas para durar no mínimo 1.000.000 ciclos de uso em um ambiente de trabalho médio; no entanto, com construção e manutenção adequadas, muitas ferramentas têm apresentado desempenho significativamente superior a essa vida útil mínima esperada. A vida útil real será determinada pelo tipo de aço utilizado na fabricação da ferramenta, pela escolha do material moldado, pelos parâmetros do ciclo de trabalho e pela consistência da manutenção realizada ao longo do tempo.
Quantas cavidades um molde MCB deve ter?
Isso se baseia principalmente no nível de produção anual desejado e na complexidade da peça. Volumes de produção maiores justificam o uso de moldes multicavidades devido ao desejo de reduzir o custo unitário; no entanto, há um aumento na dificuldade de controlar o equilíbrio de preenchimento e o equilíbrio entre as cavidades à medida que se adicionam mais cavidades. É por isso que, antes de finalizar o layout do molde da peça, realiza-se uma análise de preenchimento do molde.
Por que a análise do fluxo de moldagem é importante para moldes MCB?
Antes de cortar o aço, os engenheiros podem usar software para otimizar a localização do ponto de injeção, o equilíbrio do enchimento, as linhas de solda, as bolhas de ar e a deformação.
No caso de ferramentas com múltiplas cavidades, este é o principal meio de manter o equilíbrio das cavidades e a consistência das peças, evitando assim retrabalho dispendioso após a criação do molde.
O que causa reflexos e disparos curtos durante os testes de moldagem?
Injeções incompletas: Rebarbas geralmente indicam força de fechamento inadequada, desgaste na linha de partição ou pressão de injeção excessiva; injeções incompletas são causadas por preenchimento inadequado, baixa temperatura de fusão ou ar aprisionado e ventilação inadequada. Tanto rebarbas quanto injeções incompletas são resultados comuns de testes (T0-T2) e a correção desses problemas será feita alterando ou ajustando as configurações da máquina, as ferramentas e/ou os parâmetros do processo antes das produções em série.
Quanto tempo leva para desenvolver um molde de injeção para MCB?
O tempo necessário para concluir um molde MCB multicavidades de alta precisão geralmente varia de algumas semanas a vários meses após a conclusão do projeto final e antes do início da produção, dependendo da complexidade da peça a ser moldada, do número de cavidades necessárias e da quantidade de ensaios para produzir a peça. Ao utilizar a análise de fluxo de moldagem, juntamente com uma abordagem disciplinada para a preparação dos ensaios (ensaios antes da fabricação), esses prazos podem ser minimizados.
Referências
- Uddeholm — Aços para moldes (incluindo S136 / Stavax) — dados de materiais sobre aços inoxidáveis e aços pré-endurecidos para moldes usados em ferramentas de injeção.
- Moldagem por Injeção — Visão Geral — Informações básicas sobre o processo de moldagem por injeção, canais de alimentação, resfriamento e defeitos.
- PlásticosHoje — cobertura da indústria sobre processos de moldagem por injeção e práticas de ferramental.
Conclusão
Uma construção bem-feita molde de injeção MCB é a base sólida de uma linha de produção de disjuntores de alto volume: acertar na ferramenta significa que todo o processo subsequente funciona de forma mais limpa, rápida e com menos peças defeituosas. A recompensa vem de fazer bem o trabalho menos glamoroso — definir a peça corretamente, simular antes do corte, escolher o aço certo para cada componente, usinar dentro das tolerâncias, testar pacientemente e fazer a manutenção do molde após o início da produção. Para fabricantes que produzem disjuntores em larga escala, essa disciplina é o que transforma um molde de uma ferramenta única em um ativo de produção confiável. Se você também estiver planejando a etapa subsequente da linha, veja como as carcaças moldadas fluem para um Linha de montagem automática MCB, e nosso guia para escolher um máquina de soldagem por contato MCCB para equipamentos relacionados à fabricação de disjuntores.




