
 benlong
benlong 



MCB Enjeksiyon Kalıp Geliştirme Süreci: Tasarımdan Seri Üretime
İle Huang Xiaolei Yayınlanma Tarihi: 26 Haziran 2026
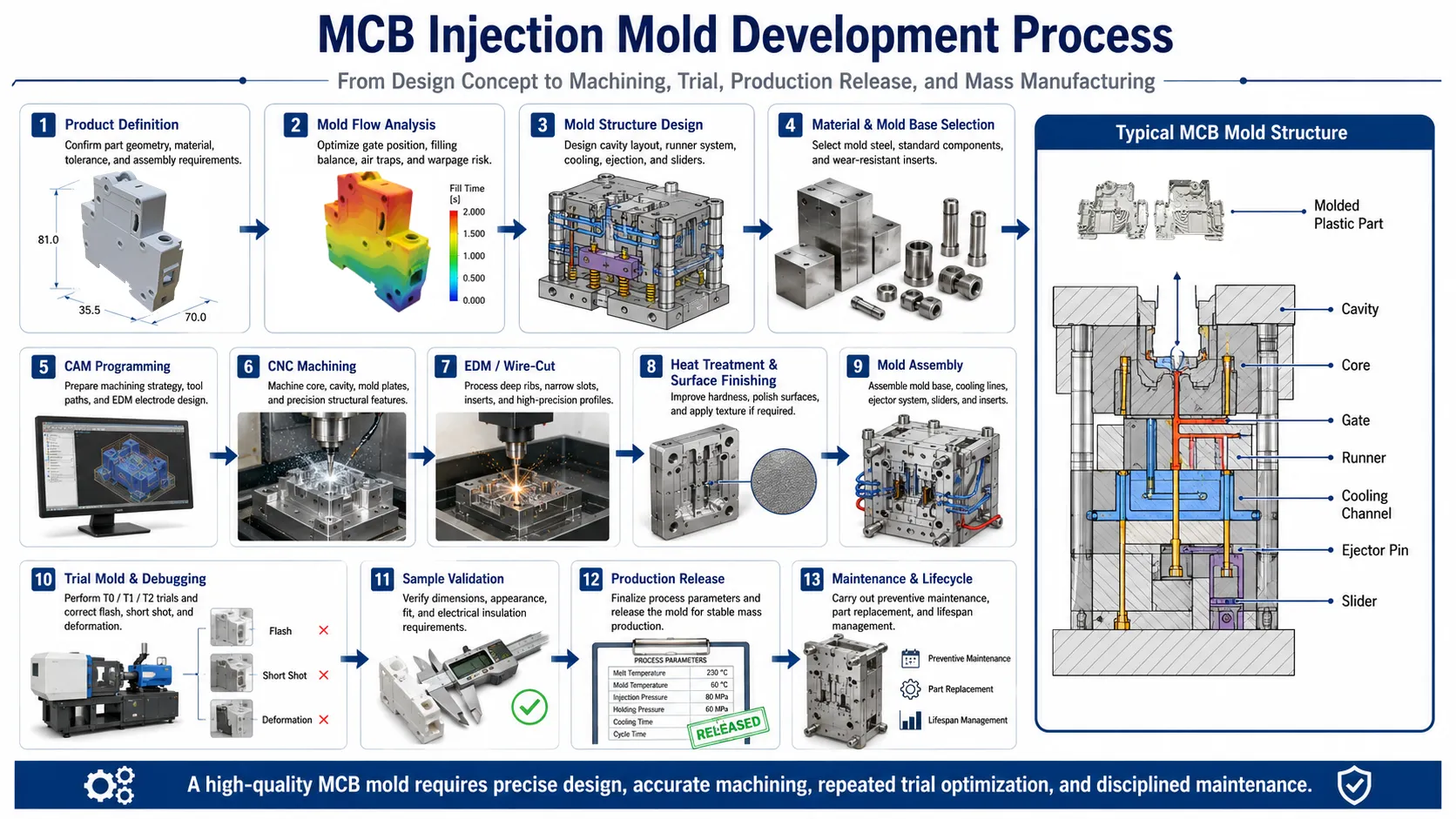
Bir MCB enjeksiyon kalıbı Bu kalıp, üretim sürecinin tamamında toleransların hassas kontrolüyle çok sayıda benzer minyatür devre kesici gövdesi üretmek için özel olarak tasarlanmıştır. Bu ifadenin gerçekliği, altta yatan alet dikkate alınana kadar ortaya çıkmaz. MCB enjeksiyon kalıbı, özel bir ısıl işlem görmüş çelikten (sertleştirilmiş çelik) yapılmıştır ve bir milyondan fazla döngüde kullanılmak üzere tasarlanmıştır; ±0,005–0,01 mm'lik çekirdek ve boşluk boyut toleranslarını korumalı ve tüm dış yüzeylerde ayna benzeri bir parlaklığa sahip olmalıdır. Bu gereksinimlere uyum, disiplinli bir tasarım, simülasyon, işleme ve test dizisi gerektirir; sonuç olarak, bu sürecin herhangi bir aşamasının atlanması, montaj sırasında çapak, kısa atışlar veya devre kesici gövdelerinin birbirine uymaması gibi sorunlara yol açacaktır. Bu makale, devre kesici gövdesinin ön tasarım incelemesinden MCB enjeksiyon kalıbının tam seri üretime hazır hale gelmesine kadar olan tüm geliştirme sürecini ele almaktadır.
Yüksek Hassasiyetli MCB Enjeksiyon Kalıbını Ne Tanımlar?
İş akışına geçmeden önce, bu tür bir alet için "iyi" olanın ne anlama geldiğini bilmek faydalı olacaktır. MCB gövdeleri (kasa, kapak ve tutacak) küçük, ince duvarlı, geçmeli bağlantı özelliklerine ve sıkı montaj ilişkilerine sahip parçalardır, bu nedenle kalıbın boyutları yakından koruması ve her seferinde tekrarlaması gerekir. Çoğu projenin hedeflediği birkaç ölçüt şunlardır:
- En az 1 milyon çevrimlik kullanım ömrü. Kalıplama bileşenleri için.
- ±0,005–0,01 mm işleme hassasiyeti. Çekirdek, boşluk ve kritik ek parçalar üzerinde.
- Parlak veya ayna cilası Görünür yüzeylerde yapılan bu işlem, hem parçanın görünümünü hem de kalıptan çıkarılmasını iyileştirir.
- Boşluk ve çekirdek sertliği yaklaşık 48–52 HRC civarındadır. Vakumlu ısıl işlemden sonra, aletin kullanım ömrü boyunca aşınma direnci ve boyutsal kararlılık sağlanır.
Bu dört noktayı doğru ayarlarsanız kalıp sorunsuz çalışır. Bunları kaçırırsanız, hurda ve arıza süresiyle bedelini ödersiniz.
Ürün Tanımı ve Kalıp Akışı Analizi
Her projenin ilk adımı aslında kalıp değil, parçanın kendisidir. Kasanın 3 boyutlu modeli, seçilen plastik, tolerans aralığı ve görünüm gereksinimleri, özellikle kasa, kapak ve sapın nasıl bir araya geleceğine odaklanılarak kalıpçı tarafından değerlendirilir. Projenin bu erken aşaması, duvar kalınlığı dağılımına ve geçmeli bağlantı geometrisine özel önem verilmesini gerektirir, çünkü bunlar parçanın kalıplama işlemi sırasında batma izleri veya eğrilme olmadan üretilip üretilemeyeceğini belirleyecektir.
Gereksinimler kesinleştikten sonra, tasarım kalıp akışı açısından analiz edilir. Bu aşamada, ilk çelik parça işlenmeden önce giriş noktalarının konumları, dolum dengeleri, kaynak hattı konumları, hava sıkışması riskleri ve ekran üzerinde eğrilme için optimizasyon yapılır. Çoklu boşluklu (MCB) bir kalıp, parça tutarlılığını ve atölyedeki üretim hızlarını doğrudan etkilediği için boşlukların dengelenmesini gerektirir.
Kalıp Yapısı Tasarımı
Simülasyonlarımızın sonuçlarını aldıktan sonra, aletimizin tam mimarisini tasarlamaya başlayabiliriz. Bu, boşluk sayısının ve bu boşlukların yerleşiminin tanımlanmasını; yolluk sisteminin tasarlanmasını; soğutma kanallarının tasarlanmasını; bir veya daha fazla fırlatma mekanizmasının oluşturulmasını; bir kaydırıcı ve/veya ek parçanın tasarlanmasını vb. içerir.
Bu kararların alınmasındaki en büyük etken genellikle üretim hedefidir. Yılda milyonlarca parça gerektiren bir program, çok gözlü, tamamen sertleştirilmiş, uzun ömürlü bir kalıp yapımını haklı çıkarır. Bu tür bir kalıbın başlangıç maliyeti daha yüksek olsa da, parça başına maliyet düşüşüne ve uzun bir üretim sürecinde tutarlı kaliteye olanak tanır.
Parça kalitesi açısından, bu konfigürasyonun iki özelliği, boyutları göz önüne alındığında büyük değer sunmaktadır: soğutma düzeni ve havalandırma.
Soğutma kanalları, ısıyı boşluktan ancak tutarlı bir şekilde çekebilir; çünkü düzensiz soğutma, özellikle ince cidarlı gövdelerde, sık görülen bir çarpılma ve boyut kayması nedenidir. Ek olarak, soğutulmuş bir parça, şeklini koruyacak kadar yeterince katılaşana kadar dışarı atılamayacağından, çevrim süresi için bir ölçüt belirleyecektir.
Küçük MCB parçalarında olduğu gibi, havalandırma da aynı derecede önem taşır. Erimiş metal kalıbı doldururken havayı dışarı iter ve eğer havanın kaçabileceği bir yer yoksa, son dolma noktasında kısa kalıp izleri, yanık izleri veya hapsolmuş hava nedeniyle gaz gözenekliliği oluşur. Düzgün üretilmiş MCB kalıplarında, ayırma çizgisinde, erimiş metalin dolmayı tamamladığı noktalarda ve genellikle ejektör pimlerinde havalandırma delikleri bulunur.
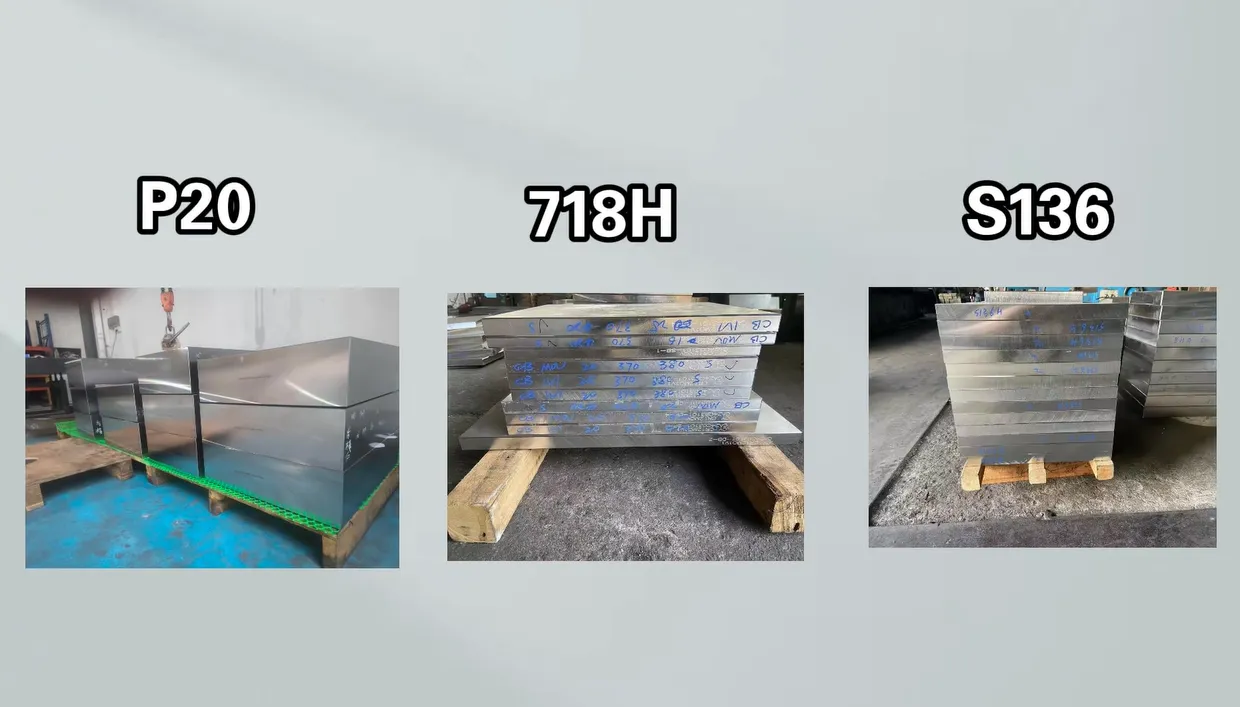
Doğru Kalıp Çeliğini Seçmek
Bir MCB kalıbının uzun vadeli performansının büyük bir kısmı burada belirlenir ve farklı bileşenler, tek bir kalite yerine farklı çelik türleri gerektirir:
Her biri farklı bir bileşene uygun.
- P20 — Kolay işlenebilen ve ekonomik olan, önceden sertleştirilmiş bir çelik (yaklaşık 28-32 HRC), genellikle yüksek sertliğe ihtiyaç duymayan kalıp tabanları ve plakaları için kullanılır.
- 718H — P20'ye göre daha iyi iç homojenliğe ve cilalanabilirliğe sahip, geliştirilmiş bir ön sertleştirilmiş kalite; daha büyük plakalar ve orta ömürlü boşluklar için sağlam bir orta yol.
- S136 — Vakumlu ısıl işlemden sonra yaklaşık 48-52 HRC sertliğe ulaşan, korozyona dayanıklı paslanmaz çelik kalıp çeliği; bu özelliği sayesinde yüksek parlaklıkta, uzun ömürlü MCB kalıplarında boşluk, çekirdek ve kritik parçalar için genellikle tercih edilen malzemedir.
S136 takım çeliği (veya H13 gibi sıcak işleme için benzer bir kalite) gibi sertleştirilmiş malzemeler, yüksek hacimli takımların veya cam elyaf takviyeli veya diğer aşındırıcı malzemeleri işlemek için kullanılan takım çeliklerinin kalıp yüzeyleri için en iyi seçeneği sunar. Yüzeylerin sertleştirilmesi kararı, sertleştirme maliyetine ve sertleştirilmiş yüzeylerin kullanılmasının getireceği teslim süresine, kalıptan ne kadar sürede çıkabileceğinize bağlıdır. Bununla birlikte, 1 milyon çevrimden fazla olan bir MCB programı kullanıldığında, sertleştirilmiş yöntemin maliyeti genellikle kendini amorti edecektir.
CAM Programlama ve Hassas İşleme
Proses mühendisleri, metal kesilmeden önce her bir bileşenin işleme sırasını tasarlamaktan sorumludur. Bu, kaba işleme, yarı ince işleme, son işleme, EDM elektrot tasarımı ve tel kesme programlamasını içerir. Tüm bu sağlam CAM çalışmaları, sonraki aşamaların hızlı ve doğru bir şekilde gerçekleştirilmesi için temel oluşturur.
Kesme işleminde birkaç ayrı süreç yer almaktadır. Örneğin, CNC işleme, hem kalıp tabanı hem de tüm boşluk plakaları için parçalar oluşturmak üzere kullanılır; ayrıca geleneksel bir takım sistemiyle işlenebilen diğer bazı yapısal elemanlar da üretilir.
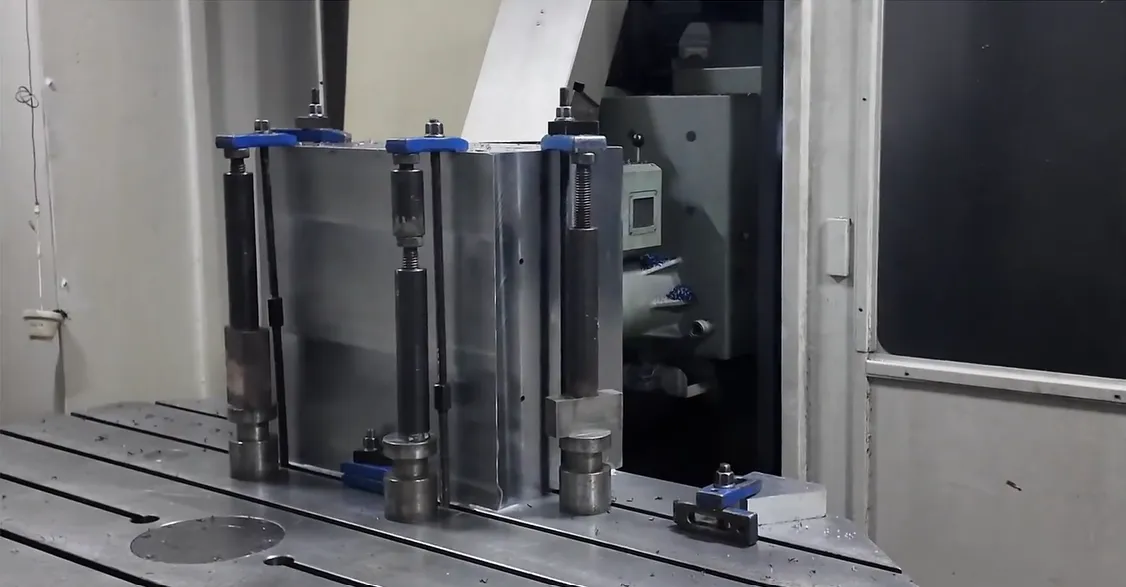
EDM ve tel kesme yöntemleri, frezeleme kesicilerinin düzgün bir şekilde ulaşamadığı yerlerde devreye girer: derin nervürler, dar yuvalar, keskin iç köşeler ve uçlardaki hassas profiller. Bunlar, bir MCB gövdesine iç duvarlarını ve konumlandırma detaylarını veren özelliklerdir; bu nedenle bu adımın doğruluğu, bitmiş parçaya doğrudan yansır.

İşleme öncesinde ve sonrasında, kalıp parçaları istenen sertliğe ulaşmak için ısıl işlemden geçirilir ve ardından istenen yüzey kalitesini elde etmek için yüzey parlatma işlemine tabi tutulur. Bu işlem, kalıp boşluğunun yüzeyine uygulanan cila ile birlikte, nihai gövdenin parlak bir görünüme sahip olmasını sağlar.
Montaj, Deneme ve Hata Ayıklama
Tüm parçalar üretildikten sonra, eksiksiz bir alet oluşturmak için her şeyi bir araya getirme zamanı gelir; yani kalıp tabanı, ejektör sistemi, soğutma hatları, ek parçalar/kılavuzlar ve yan hareket mekanizmaları. Kalıp daha sonra genellikle üretime geçmeden önce test için bir makineye yerleştirilir (örneğin, Tip 0, Tip 1 ve Tip 2).
Deneme aşamaları, test edilen kalıplardaki sorunların belirlenmesi ve çözülmesine dayanır. Mühendisler, dolum kalitesini, boyutsal doğruluğu, kalıptan çıkarma performansını ve çevrim performansını değerlendirir ve test veya deneme sürecinde ortaya çıkan sorunlarla ilgilenirler. Örneğin, bu aşırı çapak (veya yolluk), eksik dolum, deformasyon veya boşluk dağılımında dengesizlik olabilir. Genellikle, üretilen ürünlerin doğrulama için kullanılabilir hale gelmesinden önce birkaç test aşaması gereklidir.
Numune Doğrulama ve Üretim Onayı
Numuneler, boyutlar, görünüm, uyum ve kalıplanmış kasa, kapak ve sapın komple montajın bir parçası olarak ilişkisi açısından resmi doğrulamadan geçecektir. Tüm numuneler doğrulama testlerini geçtikten sonra, kalıp, tüm kalıplama proses parametrelerinin (erime sıcaklığı, kalıp sıcaklığı, enjeksiyon basıncı, tutma basıncı, soğutma süresi ve toplam çevrim süresi) belirleneceği veya kilitleneceği üretim aşamasına geçecektir.
Bu parametrelerin her biri, enjeksiyon işleminin genel sürecinin belirli bir aşamasında (yani enjeksiyon aşamasında) önemli bir rol oynar. Enjeksiyon işlemi, erimiş reçineyi kalıba enjekte eder; paketleme basıncı, soğuma sırasında plastiğin büzülmesini dengelemek için ek malzeme sağlar; tutma basıncı, kalıp ağzı kapanana kadar kalıbı basınçlı tutar ve böylece parçanın nihai boyut ve ağırlık özelliklerini oluşturur; ve parça kalıptan çıkarılacak kadar yeterince sertleşene kadar soğutma işlemi devam eder. Bu aşamalardan herhangi birinde işlem parametrelerinin dengesi yetersizse, parçada tanımlanabilir kusurlar olacaktır (örneğin, yetersiz paketleme ve tutma işlemi varsa, parçada çökme izleri olur veya ağırlığı düşük olur; paketleme ve tutma basıncı çok yüksekse, kalıp yarıları birbirine karışır ve ayırma çizgisinde çapak oluşur).
Milyonlarca döngü boyunca güvenilir bir enjeksiyon kalıplama ürünü üretmek istiyorsanız, bu parametrelerin tahmine dayalı değil, doğru verilerle belirlenmesi gerekir. Plastik enjeksiyon kalıplama sürecinin birçok değişkeninin her biri için boşluk basınç sensörleri ve yapılandırılmış test (DOE) kullanan bilimsel bir kalıplama yöntemi, her kalıplama döngüsü için tutarlı bir şekilde tekrarlanabilen bir işlem aralığı oluşturur; bu nedenle, istikrarlı yüksek hacimli MCB'lerin üretimi için temel bir gereksinimi sağlar. Bu nihai ayarlar daha sonra gövdeleri doğrudan aşağı akış işlemlerine taşır, örneğin bir MCB otomatik montaj hattı, Burada, tutarlı parça boyutları, üretim hattının tıkanma olmadan çalışmasını sağlayan şeydir.
Kalıp Bakımı ve Yaşam Döngüsü Yönetimi
Bir MCB kalıbı teslim edildikten sonra, bir milyondan fazla döngü boyunca doğruluğunu korumak için sürekli bakım gerektirir; bu, bakım (temizleme, yağlama ve aşınan parçaların incelenmesi) ve arıza meydana gelmeden önce bileşenlerin değiştirilmesini içerir. İyi bakımlı bir kalıp, uzun yıllar boyunca tutarlı kalitede ürünler üretirken, kötü bakımlı bir kalıp tolerans dışına çıkar ve beklenenden çok daha önce hurda üretir.
Parça üreten bir kalıp, hassas bir şekilde tasarlanmış bir kalıpla oluşturulur, doğru şekilde işlenir, bir deneme süreci (sabır) boyunca iyice test edilir ve tüm hizmet süresi boyunca disiplinle bakımı yapılır. Bu faktörlerin tümü, aynı süreçler izlendiği sürece aynı kalitede özdeş bir ürün oluşturmak için bir araya gelir.
Sıkça Sorulan Sorular
MCB enjeksiyon kalıplarında hangi çelik kullanılır?
Bileşenin türü, kullanılabilecek çelik türünü belirler. Kalıp içi parçalar, çekirdek parçalar ve kritik parçalar genellikle P20 veya 718H gibi önceden sertleştirilmiş çelik kullanır; bu da düz, cilalı bir yüzey ve 48-52 HRC sertlik sağlar. Yüksek hacim gerektiren veya cam elyaf takviyeli malzeme kullananlar için, kalıplama yüzeylerinde H13 sıcak işleme sınıfı kullanılabilir.
MCB enjeksiyon kalıbı ne kadar süre dayanır?
Tipik yüksek kaliteli MCB takımları, ortalama bir çalışma ortamında en az 1.000.000 kullanım döngüsüne dayanacak şekilde tasarlanmıştır; ancak, uygun yapı ve bakım ile birçok takım, bu minimum beklenen hizmet ömrünün çok ötesinde performans göstermiştir. Gerçek hizmet ömrü, takımın imalatında kullanılan çelik türüne, kalıplama malzemesi seçimine, takım döngüsü parametrelerine ve zaman içinde takım üzerinde yapılan bakımın tutarlılığına bağlı olacaktır.
Bir MCB kalıbında kaç boşluk olmalıdır?
Bu, öncelikle yıllık hedef üretim seviyesine ve parçanın karmaşıklığına bağlıdır. Daha yüksek üretim hacimleri, birim maliyetini düşürme isteği nedeniyle çoklu boşluklu kalıpların kullanımını gerektirir; ancak, daha fazla boşluk eklendikçe dolum dengesini ve boşluklar arasındaki dengeyi kontrol etmek zorlaşır. Bu nedenle, parçanın kalıp düzenini kesinleştirmeden önce bir kalıp dolum analizi yapılır.
MCB kalıpları için kalıp akış analizi neden önemlidir?
Çeliği kesmeden önce mühendisler, yazılım kullanarak giriş noktası konumunu, dolum dengesini, kaynak hatlarını, hava kabarcıklarını ve çarpılmayı optimize edebilirler.
Çoklu boşluklu kalıplarda, bu, boşlukların dengesini ve parçaların tutarlılığını korumanın ve böylece kalıp oluşturulduktan sonra pahalı yeniden işleme işlemlerini önlemenin temel yoludur.
Kalıp denemeleri sırasında flaş ve kısa pozlamalara ne sebep olur?
Kısa Atışlar: Çapak genellikle yetersiz sıkıştırma kuvveti, ayırma hattında aşınma veya aşırı enjeksiyon basıncının göstergesidir; kısa atışlar ise yetersiz dolum, düşük erime sıcaklığı veya sıkışmış hava ve yetersiz havalandırmadan kaynaklanır. Hem çapak hem de kısa atışlar denemelerin (T0-T2) yaygın sonuçlarıdır ve bu sorunların düzeltilmesi, üretim öncesinde makine ayarlarının, takım ve/veya proses parametrelerinin değiştirilmesi veya ayarlanmasıyla gerçekleşir.
MCB enjeksiyon kalıbının geliştirilmesi ne kadar sürer?
Yüksek hassasiyetli çoklu boşluklu MCB kalıbının tamamlanması için gereken süre, kalıplanan parçanın karmaşıklığına, gereken boşluk sayısına ve parçayı üretmek için yapılan deneme sayısına bağlı olarak, son tasarım aşamasına ulaşıldıktan sonra ve üretime geçmeden önce genellikle birkaç haftadan birkaç aya kadar değişir. Kalıp akış analizinin yanı sıra, deneme hazırlığına (üretim öncesi denemeler) disiplinli bir yaklaşım kullanılarak bu süreler en aza indirilebilir.
Kaynakça
- Uddeholm — Kalıp Çelikleri (S136 / Stavax dahil) — Enjeksiyon kalıplamada kullanılan paslanmaz ve önceden sertleştirilmiş kalıp çeliklerine ilişkin malzeme verileri.
- Enjeksiyon Kalıplama — Genel Bakış — Enjeksiyon kalıplama süreci, kalıp giriş noktası, soğutma ve kusurlar hakkında temel bilgiler.
- PlastiklerBugün — Enjeksiyon kalıplama işlemleri ve kalıplama uygulamalarına ilişkin sektörel haberler.
Çözüm
İyi inşa edilmiş MCB enjeksiyon kalıbı Yüksek hacimli bir kırıcı hattının sessiz temeli şudur: doğru aleti seçin ve sonraki her şey daha temiz, daha hızlı ve daha az hurda ile çalışır. Karşılığı, gösterişsiz işleri iyi yapmaktan gelir: parçayı doğru tanımlamak, kesmeden önce simülasyon yapmak, her bileşen için doğru çeliği seçmek, toleransa göre işlemek, sabırla denemeler yapmak ve üretime girdikten sonra kalıbı korumak. Büyük ölçekte kırıcı üreten üreticiler için bu disiplin, bir kalıbı tek seferlik bir aletten güvenilir bir üretim varlığına dönüştüren şeydir. Hattın sonraki tarafını da planlıyorsanız, kalıplanmış gövdelerin nasıl aktığını inceleyin. MCB otomatik montaj hattı, ve seçim rehberimiz MCCB temaslı kaynak makinesi İlgili devre kesici üretim ekipmanları için.




