
 benlong
benlong 



Quy trình phát triển khuôn ép phun MCB: Từ thiết kế đến sản xuất hàng loạt
Qua Hoàng Tiểu Lỗi | Thời gian phát hành: 26/06/2026
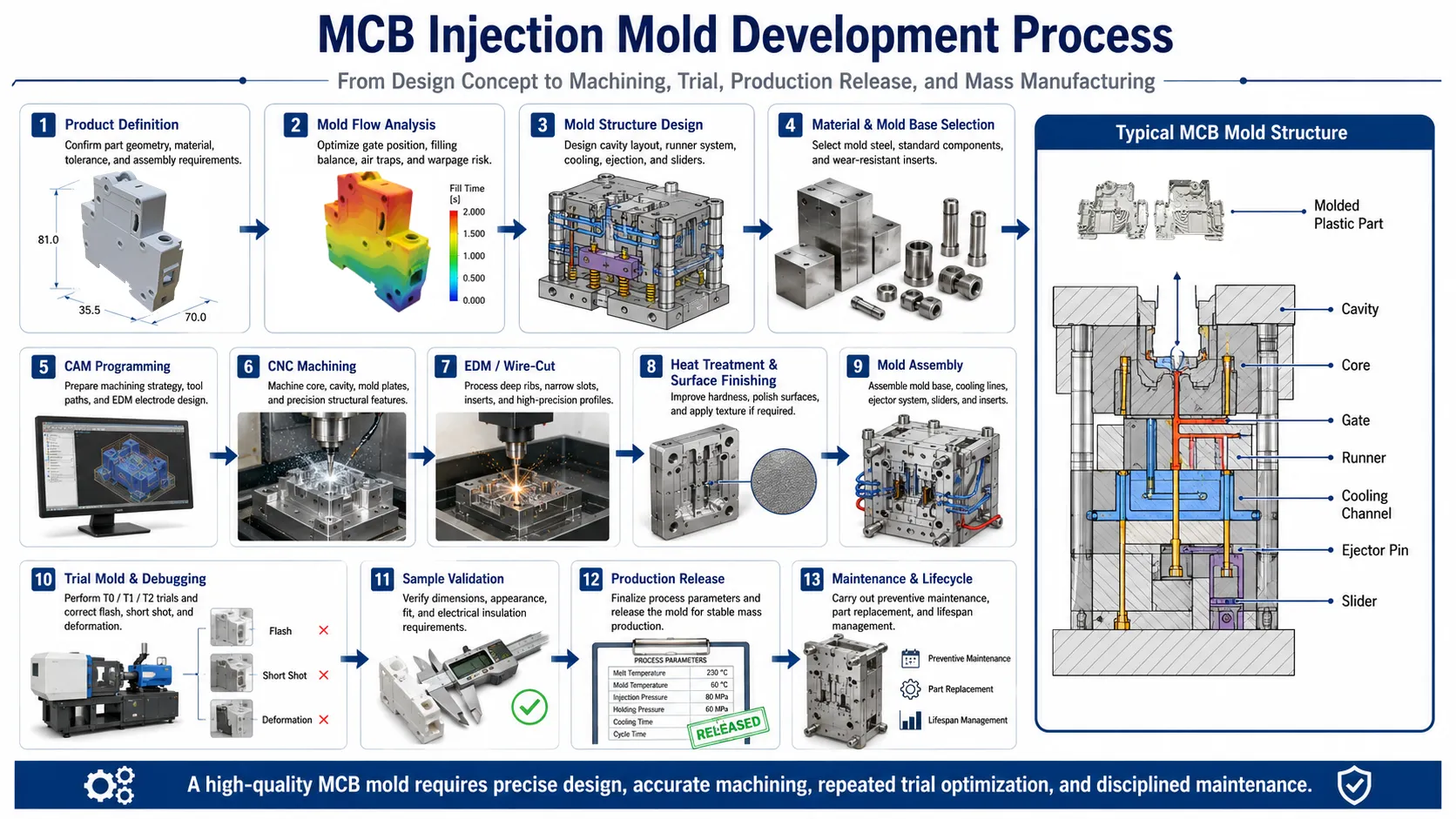
MỘT Khuôn ép phun MCB Khuôn ép phun MCB được thiết kế đặc biệt để sản xuất một số lượng lớn vỏ cầu dao tự động thu nhỏ tương tự với độ chính xác cao về dung sai trong suốt quá trình sản xuất. Tính xác thực của điều này chỉ được thể hiện rõ khi xem xét đến cấu tạo của khuôn. Khuôn ép phun MCB được làm từ một loại thép xử lý nhiệt đặc biệt (thép tôi cứng), được thiết kế để sử dụng trong hơn một triệu chu kỳ và phải duy trì dung sai kích thước lõi và khoang là ±0,005–0,01 mm, đồng thời phải có bề mặt được đánh bóng gần như gương trên tất cả các bề mặt bên ngoài. Việc đáp ứng các yêu cầu này đòi hỏi một quy trình thiết kế, mô phỏng, gia công và thử nghiệm nghiêm ngặt; do đó, bỏ qua bất kỳ giai đoạn nào trong quy trình này sẽ dẫn đến các vấn đề như bavia, thiếu linh kiện hoặc vỏ cầu dao không khớp với nhau trong quá trình lắp ráp. Bài viết này thảo luận về toàn bộ quy trình phát triển, từ việc xem xét thiết kế sơ bộ vỏ cầu dao cho đến khi khuôn ép phun MCB sẵn sàng cho sản xuất hàng loạt.
Điều gì tạo nên một khuôn ép phun MCB độ chính xác cao?
Trước khi đi sâu vào quy trình làm việc, điều quan trọng là phải biết “chất lượng tốt” đối với loại công cụ này là gì. Vỏ MCB — bao gồm thân, nắp và tay cầm — là những bộ phận nhỏ, thành mỏng với các khớp nối nhanh và mối quan hệ lắp ráp chặt chẽ, vì vậy khuôn phải giữ kích thước chính xác và lặp lại chúng qua từng lần đúc. Một vài tiêu chuẩn mà hầu hết các dự án đều hướng tới:
- Tuổi thọ sử dụng không dưới 1 triệu chu kỳ. dành cho các bộ phận đúc.
- Độ chính xác gia công ±0,005–0,01 mm trên phần lõi, khoang và các chi tiết chèn quan trọng.
- Đánh bóng cao hoặc đánh bóng như gương trên các bề mặt dễ nhìn thấy, giúp cải thiện cả hình thức bên ngoài của sản phẩm và quá trình tháo khuôn.
- Độ cứng của khoang và lõi khoảng 48–52 HRC Sau quá trình xử lý nhiệt chân không, nhằm tăng khả năng chống mài mòn và độ ổn định kích thước trong suốt vòng đời của dụng cụ.
Nếu trúng cả bốn vị trí đó, khuôn sẽ hoạt động trơn tru. Nếu trượt, bạn sẽ phải trả giá bằng phế phẩm và thời gian ngừng hoạt động.
Định nghĩa sản phẩm và phân tích dòng chảy khuôn
Bước đầu tiên trong mọi dự án thực chất là khâu chế tạo chi tiết, chứ không phải khuôn mẫu. Mô hình 3D của vỏ, loại nhựa được chọn, dải dung sai và các yêu cầu về hình thức được nhà chế tạo khuôn đánh giá, đặc biệt chú trọng đến cách vỏ, nắp và tay cầm sẽ khớp với nhau. Giai đoạn đầu này của dự án đòi hỏi sự chú trọng đặc biệt vào sự phân bố độ dày thành và hình dạng khớp nối vì chúng sẽ quyết định liệu chi tiết có thể được sản xuất mà không bị lõm hoặc biến dạng trong quá trình đúc hay không.
Sau khi các yêu cầu được hoàn thiện, thiết kế sẽ được phân tích về dòng chảy khuôn. Ở giai đoạn này, việc tối ưu hóa được thực hiện đối với vị trí cổng, cân bằng điền đầy, vị trí đường hàn, nguy cơ bẫy khí và biến dạng trên màn hình trước khi gia công mảnh thép đầu tiên. Đối với khuôn đa khoang (MCB), việc cân bằng các khoang là cần thiết, vì nó ảnh hưởng trực tiếp đến tính nhất quán giữa các sản phẩm cũng như tốc độ sản xuất của khuôn trên dây chuyền sản xuất.
Thiết kế cấu trúc khuôn
Sau khi có kết quả mô phỏng, chúng ta có thể bắt đầu thiết kế toàn bộ kiến trúc của dụng cụ. Điều này bao gồm việc xác định số lượng khoang và bố trí các khoang đó; thiết kế hệ thống dẫn nhựa; thiết kế các kênh làm mát; tạo cơ cấu đẩy nhựa; thiết kế thanh trượt và/hoặc chi tiết chèn; v.v.
Yếu tố quan trọng nhất quyết định những việc này thường là mục tiêu sản xuất. Một chương trình sản xuất yêu cầu hàng triệu chi tiết mỗi năm sẽ cần đến khuôn nhiều khoang, được tôi cứng hoàn toàn và có tuổi thọ cao. Mặc dù loại khuôn này có chi phí ban đầu cao hơn, nhưng nó cho phép giảm chi phí trên mỗi chi tiết và đảm bảo chất lượng ổn định trong suốt quá trình sản xuất kéo dài.
Về chất lượng linh kiện, hai đặc điểm của cấu hình này mang lại giá trị lớn so với kích thước của chúng: bố trí hệ thống làm mát và thông gió.
Các kênh làm mát chỉ có thể hút nhiệt từ khoang một cách đồng đều, vì làm mát không đều là nguyên nhân thường xuyên gây ra biến dạng và thay đổi kích thước, đặc biệt là ở các vỏ có thành mỏng. Ngoài ra, vì chi tiết đã được làm mát không thể được lấy ra cho đến khi đông cứng đủ để giữ nguyên hình dạng, nên nó sẽ thiết lập tiêu chuẩn cho thời gian chu kỳ.
Cũng như với các chi tiết MCB nhỏ, việc thoát hơi có tầm quan trọng tương đương. Khi nhựa nóng chảy lấp đầy khoang khuôn, nó đẩy không khí ra ngoài, và nếu không có chỗ thoát hơi, nó sẽ tạo ra hiện tượng thiếu hụt nhựa ở những điểm cuối cùng được lấp đầy, vết cháy hoặc lỗ khí do không khí bị kẹt. Khuôn MCB được sản xuất đúng cách sẽ có lỗ thoát hơi trên đường phân khuôn, tại các điểm mà nhựa nóng chảy đã lấp đầy hoàn toàn, và thường có cả lỗ thoát hơi ở chốt đẩy.
Lựa chọn loại thép làm khuôn phù hợp
Hiệu suất lâu dài của khuôn đúc MCB phụ thuộc rất nhiều vào khâu này, và các bộ phận khác nhau đòi hỏi các loại thép khác nhau chứ không phải chỉ một loại thép duy nhất:
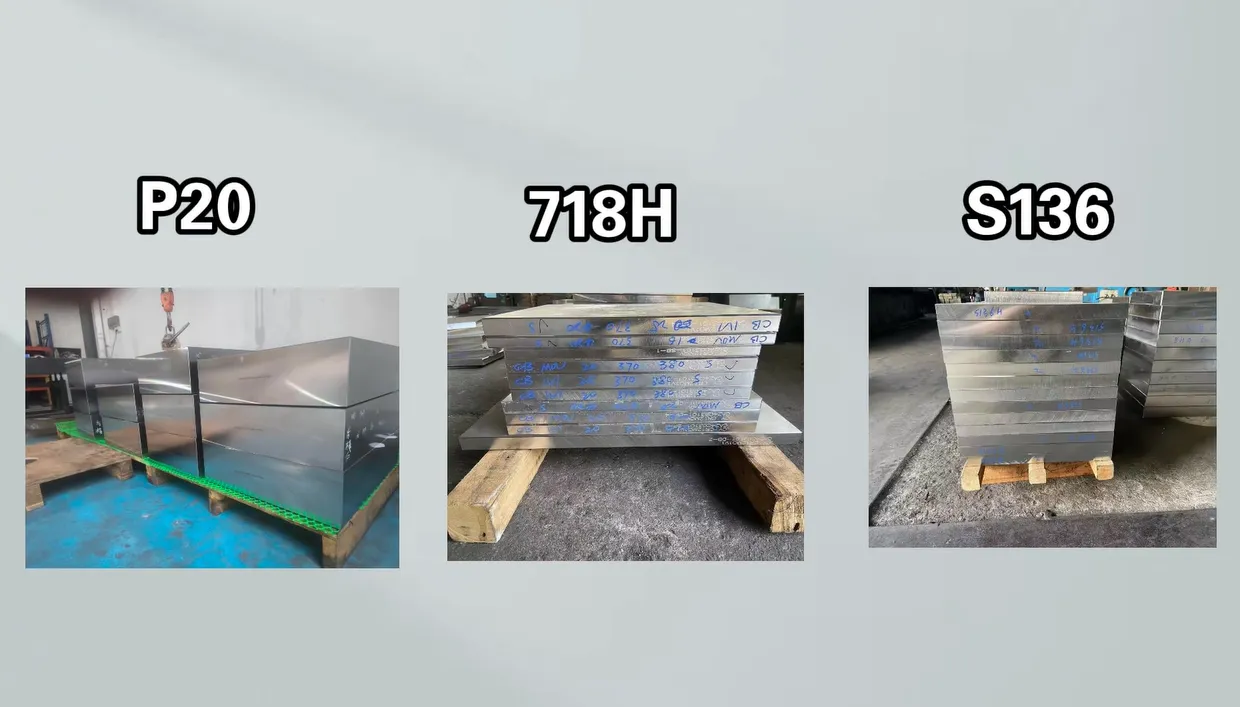
Mỗi loại phù hợp với một thành phần khác nhau.
- P20 — một loại thép đã được tôi cứng trước (độ cứng khoảng 28–32 HRC), dễ gia công và tiết kiệm chi phí, thường được sử dụng cho đế khuôn và các tấm không cần độ cứng cao.
- 718H — một loại vật liệu đã được tôi cứng trước với độ đồng nhất bên trong và khả năng đánh bóng tốt hơn so với P20, một sự lựa chọn hợp lý cho các tấm lớn hơn và các khoang có tuổi thọ trung bình.
- S136 — một loại thép không gỉ chống ăn mòn, có độ cứng khoảng 48–52 HRC sau khi xử lý nhiệt chân không, do đó thường được chọn cho khoang khuôn, lõi và các chi tiết quan trọng trên khuôn MCB có độ bóng cao và tuổi thọ dài.
Vật liệu tôi cứng, chẳng hạn như thép công cụ S136 (hoặc loại tương tự dùng cho gia công nóng như H13), là lựa chọn tốt nhất cho bề mặt khuôn của các dụng cụ sản xuất hàng loạt hoặc thép công cụ được sử dụng để gia công các vật liệu chứa sợi thủy tinh hoặc các vật liệu mài mòn khác. Quyết định tôi cứng bề mặt khuôn phụ thuộc vào chi phí tôi cứng và thời gian cần thiết để sử dụng bề mặt tôi cứng so với thời gian dự kiến sử dụng khuôn. Tuy nhiên, khi sử dụng chương trình MCB với hơn 1 triệu chu kỳ, chi phí liên quan đến phương án tôi cứng thường sẽ được bù đắp.
Lập trình CAM và gia công chính xác
Các kỹ sư quy trình chịu trách nhiệm thiết kế trình tự gia công của từng chi tiết riêng lẻ trước khi cắt bất kỳ kim loại nào. Điều này bao gồm gia công thô, gia công bán tinh, gia công tinh, thiết kế điện cực EDM và lập trình cắt dây. Tất cả công việc CAM vững chắc này tạo nền tảng cho các giai đoạn tiếp theo được thực hiện nhanh chóng và chính xác.
Quá trình cắt gọt bao gồm nhiều công đoạn riêng biệt. Ví dụ, gia công CNC được sử dụng để tạo ra các chi tiết cho cả đế khuôn và tất cả các tấm khoang khuôn, cũng như một số yếu tố cấu trúc khác có thể được gia công bằng hệ thống dụng cụ thông thường.
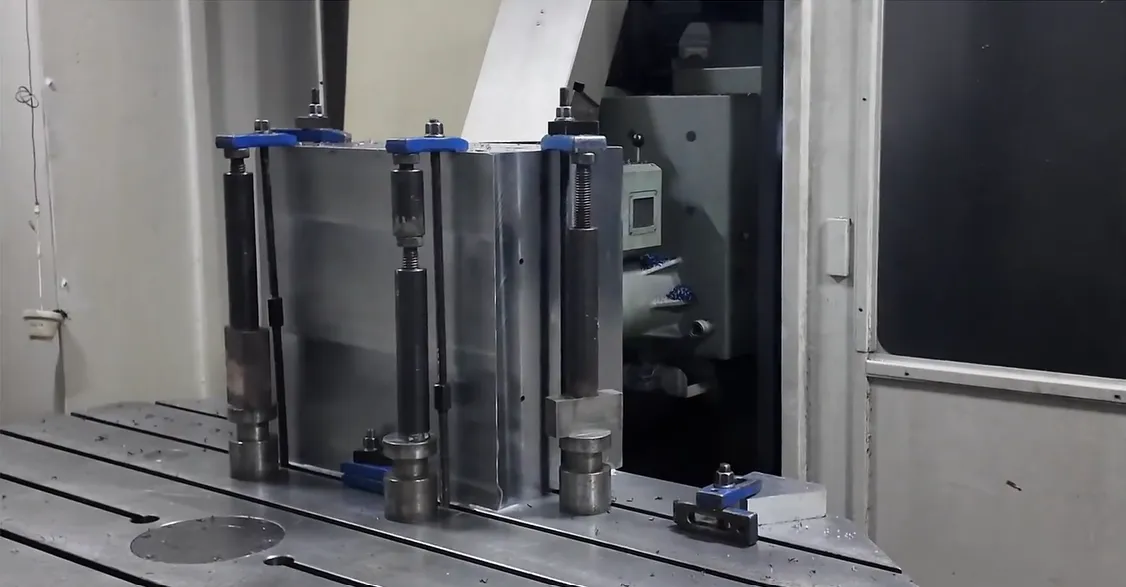
Gia công bằng tia lửa điện (EDM) và cắt dây đảm nhiệm những công đoạn mà dao phay không thể thực hiện một cách hoàn hảo — các gờ sâu, rãnh hẹp, các góc trong sắc nhọn và các biên dạng chính xác trên các mảnh chèn. Đây chính xác là những đặc điểm tạo nên các bức tường bên trong và chi tiết định vị của vỏ MCB, vì vậy độ chính xác của bước này được duy trì xuyên suốt đến sản phẩm hoàn thiện.

Trước và sau khi gia công, các chi tiết đúc được xử lý nhiệt để đạt độ cứng mong muốn, sau đó được đánh bóng bề mặt để có được độ hoàn thiện mong muốn. Chính nhờ quá trình đó, cùng với việc đánh bóng bề mặt khoang khuôn, mà vỏ sản phẩm cuối cùng sẽ có độ sáng bóng.
Lắp ráp, thử nghiệm và gỡ lỗi
Sau khi tất cả các bộ phận đã được tạo ra, bước tiếp theo là lắp ráp mọi thứ lại với nhau để tạo thành một khuôn hoàn chỉnh; tức là, đế khuôn, hệ thống đẩy, đường ống làm mát, các chi tiết chèn/dẫn hướng và các bộ phận bên hông. Sau đó, khuôn được đưa lên máy để kiểm tra, thường là trước khi đưa vào sản xuất hàng loạt (ví dụ: Loại 0, Loại 1 và Loại 2).
Các vòng thử nghiệm dựa trên việc xác định và giải quyết các vấn đề trong khuôn đang được thử nghiệm. Các kỹ sư sẽ đánh giá chất lượng điền đầy, độ chính xác về kích thước, hiệu suất tháo khuôn và hiệu suất chu kỳ, sau đó xử lý bất kỳ vấn đề nào phát sinh trong quá trình thử nghiệm. Ví dụ, đó có thể là bavia thừa (hoặc cuống phun), điền đầy không đủ, biến dạng hoặc sự mất cân bằng trong phân bố khoang khuôn. Thông thường, cần một vài vòng thử nghiệm trước khi sản phẩm được sản xuất có thể sử dụng để kiểm định.
Kiểm tra mẫu và phát hành sản phẩm
Các mẫu sẽ trải qua quá trình kiểm định chính thức về kích thước, hình thức, độ khít và mối quan hệ giữa vỏ, nắp và tay cầm được đúc khuôn như một phần của cụm lắp ráp hoàn chỉnh. Sau khi tất cả các mẫu vượt qua kiểm tra thẩm định, khuôn sẽ chuyển sang giai đoạn sản xuất hàng loạt, trong đó tất cả các thông số quy trình đúc sẽ được thiết lập hoặc cố định; ví dụ: nhiệt độ nóng chảy, nhiệt độ khuôn, áp suất phun, áp suất giữ, thời gian làm nguội và tổng thời gian chu kỳ.
Mỗi thông số này đều đóng vai trò quan trọng trong một bước cụ thể của toàn bộ quy trình sản xuất (tức là giai đoạn ép phun). Quá trình ép phun đưa nhựa nóng chảy vào khoang khuôn; áp suất nén cung cấp thêm vật liệu để bù lại sự co ngót của nhựa trong quá trình làm nguội; áp suất giữ giúp khoang khuôn được nén cho đến khi cửa phun đóng chặt, và do đó tạo ra các đặc tính kích thước và trọng lượng cuối cùng của chi tiết; và làm nguội cho đến khi chi tiết đủ cứng để được lấy ra khỏi khuôn. Nếu sự cân bằng các thông số của quy trình không đạt yêu cầu trong bất kỳ giai đoạn nào, chi tiết sẽ có những khuyết tật dễ nhận biết (ví dụ: nếu áp suất nén và giữ không đủ, chi tiết sẽ có vết lõm hoặc thiếu trọng lượng; nếu áp suất nén và giữ quá cao, hai nửa khuôn sẽ chồng lên nhau và tạo ra bavia ở đường phân khuôn).
Nếu muốn sản xuất một sản phẩm ép phun có thể hoạt động ổn định hàng triệu chu kỳ, các thông số này cần được xác định bằng dữ liệu chính xác chứ không phải bằng phỏng đoán. Phương pháp ép phun khoa học – sử dụng cảm biến áp suất khoang và thử nghiệm có cấu trúc (DOE) cho từng biến số trong quy trình ép phun nhựa – tạo ra một phạm vi quy trình có thể được tái tạo nhất quán cho mỗi chu kỳ ép phun; do đó, cung cấp một yêu cầu thiết yếu để sản xuất số lượng lớn MCB ổn định. Các thiết lập cuối cùng này sau đó sẽ đưa vỏ MCB trực tiếp vào các hoạt động tiếp theo như... Dây chuyền lắp ráp tự động MCB, Trong đó, kích thước các bộ phận luôn đồng nhất là yếu tố giúp dây chuyền sản xuất hoạt động trơn tru mà không bị tắc nghẽn.
Bảo trì và quản lý vòng đời khuôn mẫu
Sau khi khuôn MCB được giao, cần phải liên tục bảo dưỡng để duy trì độ chính xác trong hơn một triệu chu kỳ, bao gồm cả việc phòng ngừa hư hỏng (làm sạch, bôi trơn và kiểm tra các bộ phận hao mòn) cũng như thay thế các bộ phận trước khi xảy ra sự cố. Một khuôn được bảo dưỡng tốt sẽ tạo ra các sản phẩm chất lượng ổn định trong nhiều năm, trong khi một khuôn được bảo dưỡng kém sẽ bị lệch khỏi dung sai và tạo ra phế phẩm sớm hơn dự kiến.
Khuôn đúc tạo ra các bộ phận được tạo ra từ một khuôn mẫu được thiết kế chính xác, gia công tỉ mỉ, thử nghiệm kỹ lưỡng qua quá trình thử nghiệm (kiên nhẫn) và được bảo trì cẩn thận trong suốt quá trình sử dụng. Tất cả các yếu tố này kết hợp lại để tạo ra một sản phẩm giống hệt nhau với cùng chất lượng miễn là các quy trình được tuân thủ giống nhau.
Câu hỏi thường gặp
Loại thép nào được sử dụng cho khuôn ép phun MCB?
Loại chi tiết sẽ quyết định loại thép có thể sử dụng. Các chi tiết chèn khoang, chi tiết chèn lõi và các chi tiết chèn quan trọng thường sử dụng thép đã được tôi cứng trước như P20 hoặc 718H, giúp tạo ra bề mặt phẳng, bóng và độ cứng từ 48 – 52 HRC. Đối với những đơn hàng sản xuất số lượng lớn hoặc sử dụng vật liệu có chứa sợi thủy tinh, thép chịu nhiệt H13 có thể được sử dụng cho các bề mặt khuôn.
Khuôn ép phun MCB có tuổi thọ bao lâu?
Các dụng cụ MCB chất lượng cao thường được thiết kế để có tuổi thọ không dưới 1.000.000 chu kỳ sử dụng trong môi trường làm việc trung bình; tuy nhiên, với việc chế tạo và bảo dưỡng đúng cách, nhiều dụng cụ đã hoạt động vượt xa tuổi thọ tối thiểu dự kiến này. Tuổi thọ thực tế sẽ được xác định bởi loại thép được sử dụng trong sản xuất dụng cụ, vật liệu đúc được lựa chọn, các thông số chu kỳ của dụng cụ và tính nhất quán của việc bảo dưỡng đã được thực hiện trên dụng cụ theo thời gian.
Khuôn đúc MCB nên có bao nhiêu khoang?
Việc này chủ yếu dựa trên mức sản lượng mục tiêu hàng năm và độ phức tạp của chi tiết. Khối lượng sản xuất cao hơn sẽ cần sử dụng khuôn nhiều khoang do mong muốn giảm chi phí trên mỗi đơn vị sản phẩm, tuy nhiên, việc kiểm soát sự cân bằng điền đầy và cân bằng giữa các khoang sẽ khó khăn hơn khi số lượng khoang tăng lên. Đó là lý do tại sao trước khi hoàn thiện bố cục khuôn của chi tiết, cần phải thực hiện phân tích điền đầy khuôn.
Tại sao phân tích dòng chảy khuôn lại quan trọng đối với khuôn đúc MCB?
Trước khi cắt thép, các kỹ sư có thể sử dụng phần mềm để tối ưu hóa vị trí cổng cắt, độ cân bằng vật liệu, đường hàn, các lỗ khí và độ cong vênh.
Đối với các khuôn nhiều khoang, đây là phương pháp chính để duy trì sự cân bằng giữa các khoang và tính nhất quán của các chi tiết, từ đó ngăn ngừa việc phải làm lại tốn kém sau khi khuôn đã được tạo ra.
Nguyên nhân nào gây ra hiện tượng lóe sáng và thiếu sáng trong quá trình thử nghiệm khuôn mẫu?
Lỗi đúc thiếu: Hiện tượng bavia thường cho thấy lực kẹp không đủ, đường phân khuôn bị mòn hoặc áp suất phun quá cao; lỗi đúc thiếu là do điền đầy không đủ, nhiệt độ nóng chảy thấp hoặc không khí bị kẹt và khả năng thoát khí kém. Cả bavia và lỗi đúc thiếu đều là kết quả thường gặp trong các lần thử nghiệm (T0-T2) và việc khắc phục những vấn đề này sẽ được thực hiện bằng cách thay đổi hoặc điều chỉnh cài đặt máy, dụng cụ và/hoặc thông số quy trình trước khi sản xuất hàng loạt.
Mất bao lâu để phát triển khuôn ép phun MCB?
Thời gian hoàn thành khuôn đúc nhiều khoang MCB độ chính xác cao thường dao động từ vài tuần đến vài tháng sau khi đạt đến giai đoạn thiết kế cuối cùng và trước khi đưa vào sản xuất, tùy thuộc vào độ phức tạp của chi tiết được đúc (hoặc đã được đúc), số lượng khoang cần thiết và số lần thử nghiệm để sản xuất chi tiết. Bằng cách sử dụng phân tích dòng chảy khuôn, cùng với phương pháp chuẩn bị thử nghiệm bài bản (thử nghiệm trước khi sản xuất), thời gian này có thể được giảm thiểu.
Tài liệu tham khảo
- Uddeholm — Thép đúc khuôn (bao gồm S136 / Stavax) — Thông tin vật liệu về thép không gỉ và thép tôi cứng dùng làm khuôn trong dụng cụ ép phun.
- Ép phun nhựa — Tổng quan — Kiến thức cơ bản về quy trình ép phun, hệ thống dẫn liệu, làm mát và các khuyết tật.
- PlasticsToday — Thông tin chuyên ngành về quy trình ép phun và thực tiễn chế tạo khuôn mẫu.
Phần kết luận
Một công trình xây dựng tốt Khuôn ép phun MCB Nền tảng thầm lặng dưới một dây chuyền sản xuất cầu dao công suất lớn chính là: lựa chọn đúng công cụ sẽ giúp mọi công đoạn tiếp theo vận hành trơn tru hơn, nhanh hơn và ít sản phẩm lỗi hơn. Phần thưởng đến từ việc làm tốt những công việc không hào nhoáng – xác định chi tiết chính xác, mô phỏng trước khi cắt, chọn đúng loại thép cho từng bộ phận, gia công theo dung sai, thử nghiệm kiên nhẫn và bảo trì khuôn sau khi đưa vào sản xuất. Đối với các nhà sản xuất cầu dao quy mô lớn, kỷ luật đó là điều biến khuôn mẫu từ một công cụ dùng một lần thành một tài sản sản xuất đáng tin cậy. Nếu bạn cũng đang lên kế hoạch cho khâu tiếp theo của dây chuyền, hãy xem cách các vỏ đúc được đưa vào quy trình sản xuất. Dây chuyền lắp ráp tự động MCB, và hướng dẫn của chúng tôi về cách chọn một Máy hàn tiếp điểm MCCB Đối với các thiết bị sản xuất cầu dao điện liên quan.




