
 benlong
benlong 



Proceso de desarrollo de moldes de inyección MCB: del diseño a la producción en masa
Por Huang Xiaolei Fecha de lanzamiento: 26/06/2026
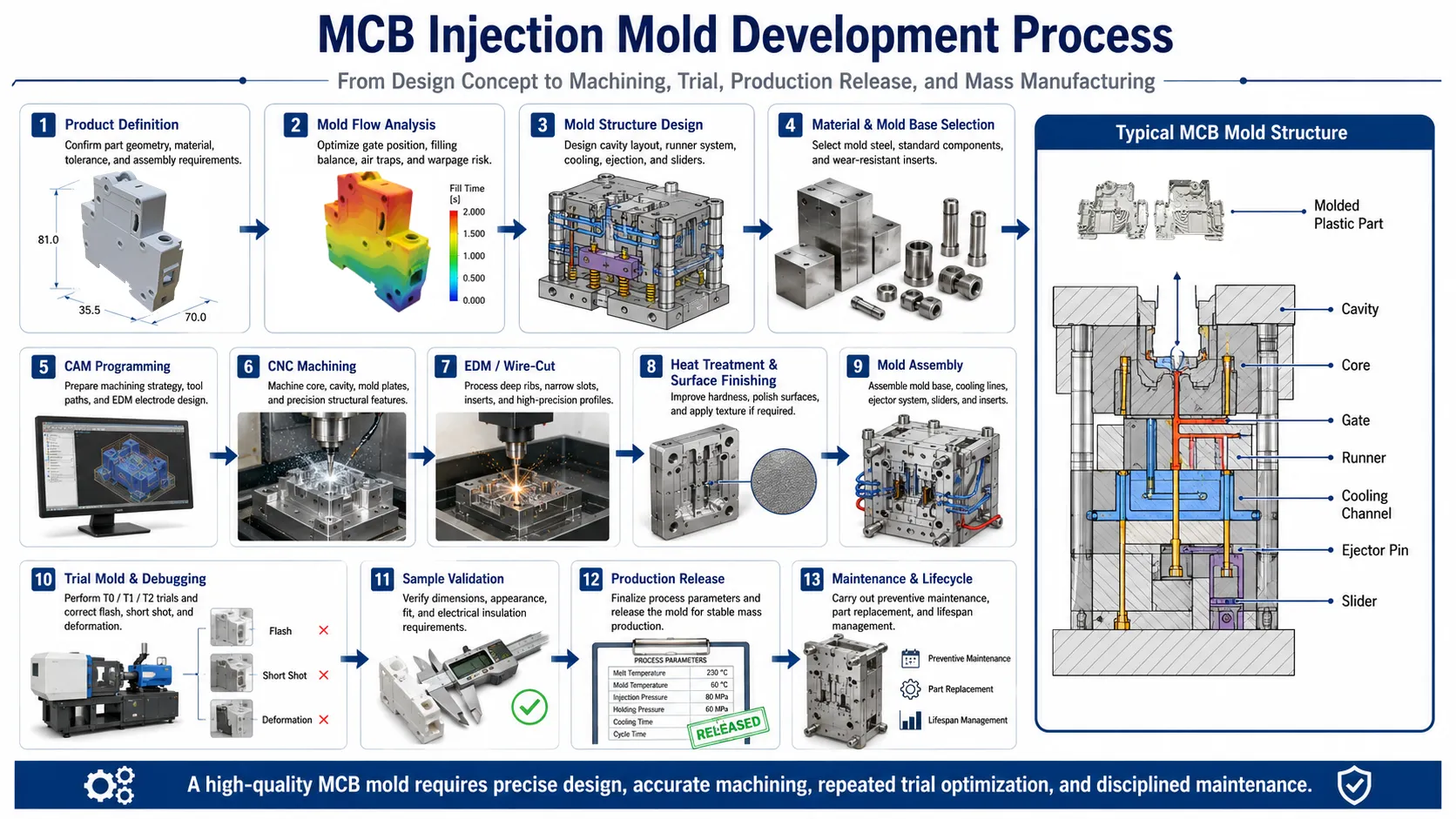
Un Molde de inyección MCB Está diseñado específicamente para producir una gran cantidad de carcasas de interruptores automáticos miniatura similares con un control preciso de las tolerancias durante todo el proceso de producción. La realidad de esta afirmación no se aprecia hasta que se considera la herramienta subyacente. El molde de inyección del interruptor automático miniatura está fabricado con un tipo especial de acero tratado térmicamente (acero endurecido) y ha sido diseñado para su uso durante más de un millón de ciclos. Debe mantener tolerancias dimensionales del núcleo y la cavidad de ±0,005–0,01 mm y tener un acabado pulido que se aproxima a un acabado de espejo en todas las superficies externas. El cumplimiento de estos requisitos exige una secuencia disciplinada de diseño, simulación, mecanizado y pruebas; por lo tanto, omitir cualquier fase de este proceso provocará problemas como rebabas, defectos de inyección o que las carcasas del interruptor automático no encajen correctamente durante el ensamblaje. Este artículo analiza el proceso de desarrollo completo, desde una revisión preliminar del diseño de la carcasa del interruptor automático hasta que el molde de inyección del interruptor automático miniatura esté listo para la producción en masa.
¿Qué define un molde de inyección MCB de alta precisión?
Antes de comenzar con el flujo de trabajo, es útil saber qué significa "bueno" para este tipo de herramienta. Las carcasas de los disyuntores (la caja, la tapa y el asa) son piezas pequeñas y de paredes delgadas con mecanismos de ajuste a presión y relaciones de ensamblaje precisas, por lo que el molde debe mantener las dimensiones con exactitud y repetirlas en cada ciclo. Algunos parámetros de referencia que la mayoría de los proyectos buscan alcanzar son:
- Vida útil de no menos de 1 millón de ciclos. para los componentes de moldeo.
- Precisión de mecanizado de ±0,005–0,01 mm en el núcleo, la cavidad y los insertos críticos.
- Pulido de alto brillo o efecto espejo en superficies visibles, lo que mejora tanto el aspecto de la pieza como el desmoldeo.
- Dureza de la cavidad y del núcleo en torno a 48–52 HRC Tras un tratamiento térmico al vacío, se consigue una mayor resistencia al desgaste y una estabilidad dimensional durante la vida útil de la herramienta.
Si aciertas con esos cuatro, el molde funcionará correctamente. Si fallas, lo pagarás en desperdicios y tiempo de inactividad.
Definición del producto y análisis del flujo del molde
El primer paso en cualquier proyecto es, en realidad, la pieza, no el molde. El fabricante de herramientas evalúa el modelo 3D de la carcasa, el plástico seleccionado, el margen de tolerancia y los requisitos estéticos, prestando especial atención al ajuste entre la carcasa, la tapa y el asa. Esta etapa inicial del proyecto requiere un control preciso de la distribución del espesor de la pared y la geometría del ajuste a presión, ya que determinarán si la pieza se puede fabricar sin marcas de hundimiento ni deformaciones durante el proceso de moldeo.
Una vez definidos los requisitos, se analiza el diseño para determinar el flujo del molde. En esta etapa, se optimizan la ubicación de las compuertas, el equilibrio del llenado, la posición de las líneas de soldadura, los riesgos de atrapamiento de aire y la deformación en pantalla antes del mecanizado de la primera pieza de acero. Al tratarse de un molde multicavidad, el equilibrado de las cavidades es fundamental, ya que afecta directamente la consistencia entre piezas y la velocidad de producción de la herramienta en planta.
Diseño de la estructura del molde
Una vez que tengamos los resultados de nuestras simulaciones, podremos comenzar a definir la arquitectura completa de nuestra herramienta. Esto incluye definir el número de cavidades y su disposición; diseñar el sistema de canales de alimentación; diseñar los canales de refrigeración; crear uno o más mecanismos de eyección; diseñar un deslizador o insertos; etc.
El factor determinante para tomar estas decisiones suele ser el objetivo de producción. Un programa que requiere millones de piezas al año justifica la construcción de un molde multicavidad, totalmente endurecido y de larga duración. Si bien este tipo de molde tiene un costo inicial mayor, permite reducir el costo por pieza y mantener una calidad constante durante un ciclo de producción prolongado.
En lo que respecta a la calidad de las piezas, dos características de esta configuración ofrecen un gran valor teniendo en cuenta su tamaño: el diseño de la refrigeración y la ventilación.
Los canales de refrigeración solo pueden extraer el calor de la cavidad de forma uniforme, ya que una refrigeración desigual suele provocar deformaciones y cambios dimensionales, sobre todo en carcasas de paredes delgadas. Además, dado que una pieza refrigerada no puede expulsarse hasta que se solidifique lo suficiente como para conservar su forma, esto determinará el tiempo de ciclo.
Al igual que con las piezas MCB pequeñas, la ventilación es igualmente importante. A medida que el metal fundido llena la cavidad, expulsa el aire, y si no hay por dónde escapar, se producirán fallos en el llenado final, marcas de quemaduras o porosidad por el aire atrapado. Los moldes MCB fabricados correctamente tienen orificios de ventilación en la línea de separación, en los puntos donde el metal fundido ha terminado de llenar la cavidad y, a menudo, también en los pasadores eyectores.
Cómo elegir el acero para moldes adecuado
Gran parte del rendimiento a largo plazo de un molde MCB se decide aquí, y los diferentes componentes requieren diferentes tipos de acero en lugar de un solo grado en toda la pieza:
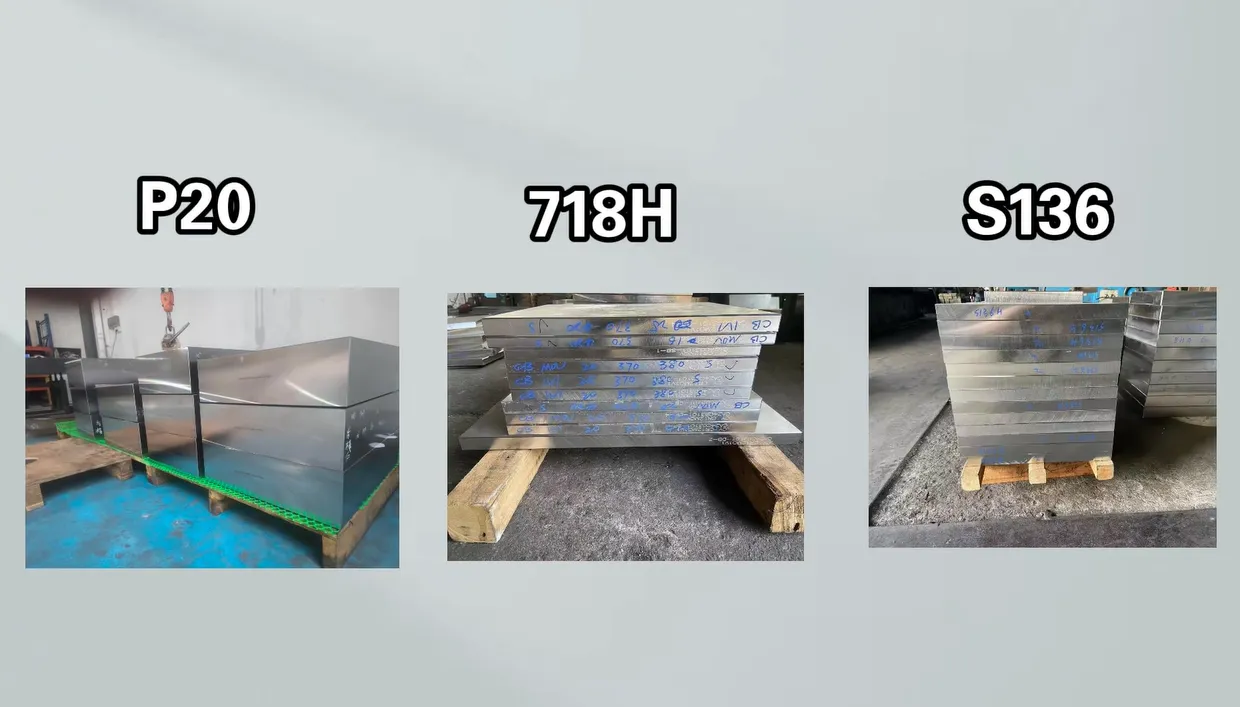
cada uno adecuado para un componente diferente.
- P20 — Un acero pretemplado (aproximadamente de 28 a 32 HRC) que se mecaniza bien y es económico, comúnmente utilizado para bases de moldes y placas que no requieren una alta dureza.
- 718H — Un grado pretemplado mejorado con mejor uniformidad interna y capacidad de pulido que el P20, un buen punto intermedio para placas más grandes y cavidades de vida útil moderada.
- S136 — Un acero inoxidable para moldes resistente a la corrosión que se endurece hasta aproximadamente 48-52 HRC después de un tratamiento térmico al vacío, lo que lo convierte en la opción habitual para la cavidad, el núcleo y los insertos críticos en moldes MCB de alto brillo y larga duración.
Los materiales endurecidos, como el acero para herramientas S136 (o un grado similar para trabajo en caliente como el H13), son la mejor opción para las caras de moldes de herramientas de alto volumen o aceros para herramientas que se utilizan para procesar materiales reforzados con fibra de vidrio u otros materiales abrasivos. La decisión de endurecer las caras depende del costo del endurecimiento y del tiempo de entrega asociado con el uso de caras endurecidas en comparación con el tiempo que se espera que dure el proceso de fabricación. Sin embargo, cuando se utiliza un programa MCB con más de un millón de ciclos, el costo asociado con el endurecimiento generalmente se amortiza.
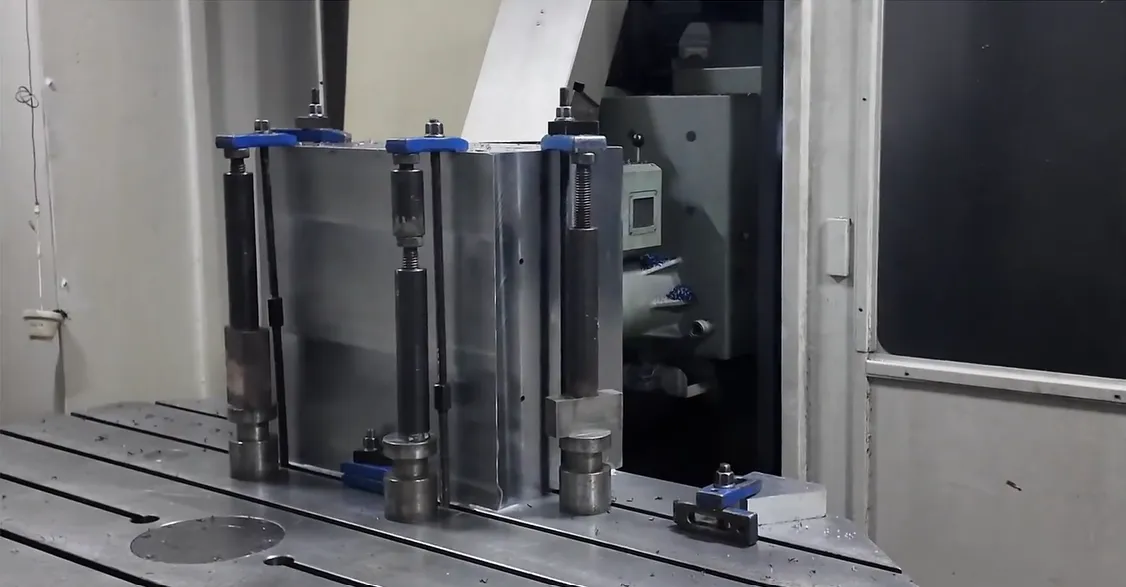
Programación CAM y mecanizado de precisión
Los ingenieros de procesos son responsables de diseñar la secuencia de mecanizado de cada componente antes de cortar el metal. Esto incluye el mecanizado en bruto, el mecanizado de semiacabado, el acabado, el diseño de electrodos para electroerosión y la programación del corte por hilo. Todo este trabajo de CAM (Mecanizado por Adquisición de Materiales) sienta las bases para que las etapas posteriores sean rápidas y precisas.
El proceso de corte implica varios procesos independientes. Por ejemplo, el mecanizado CNC se utiliza para crear piezas tanto para la base del molde como para todas las placas de la cavidad, así como otros elementos estructurales que pueden mecanizarse con un sistema de herramientas convencional.
El mecanizado por electroerosión y el corte por hilo se encargan de los trabajos que las fresas no pueden realizar con precisión: nervaduras profundas, ranuras estrechas, esquinas interiores afiladas y perfiles de precisión en los insertos. Estas son precisamente las características que definen las paredes internas y el posicionamiento de la carcasa de un disyuntor, por lo que la precisión de este paso se mantiene hasta el producto final.

Antes y después del mecanizado, las piezas moldeadas se someten a un tratamiento térmico para alcanzar la dureza deseada y, posteriormente, se pulen superficialmente para obtener el acabado deseado. Gracias a este proceso, junto con el pulido de la superficie de la cavidad, la carcasa final adquiere un brillo característico.
Ensamblaje, prueba y depuración
Una vez creadas todas las piezas, es hora de ensamblarlas para formar la herramienta completa: la base del molde, el sistema de expulsión, las líneas de refrigeración, los insertos/guías y los mecanismos laterales. A continuación, el molde se coloca en una máquina para realizar pruebas, generalmente antes de su puesta en producción (por ejemplo, tipo 0, tipo 1 y tipo 2).
Las rondas de prueba se basan en la identificación y resolución de problemas en los moldes que se están probando. Los ingenieros evaluarán la calidad del llenado, la precisión dimensional, el rendimiento del desmoldeo y el rendimiento del ciclo, y luego abordarán cualquier problema que surja durante el proceso de prueba. Por ejemplo, esto puede incluir exceso de rebaba (o bebedero), llenado incompleto, deformación o un desequilibrio en la distribución de la cavidad. Generalmente, se requieren varias rondas de prueba antes de que los artículos producidos puedan utilizarse para la validación.
Validación de muestras y liberación de producción
Las muestras se someterán a una validación oficial en cuanto a dimensiones, apariencia, ajuste y la relación entre la carcasa, la tapa y el asa moldeadas como parte del conjunto completo. Una vez que todas las muestras superen las pruebas de validación, el molde pasará a la fase de liberación de producción, en la que se establecerán o fijarán todos los parámetros del proceso de moldeo; es decir, temperatura de fusión, temperatura del molde, presión de inyección, presión de mantenimiento, tiempo de enfriamiento y tiempo total del ciclo.
Cada uno de estos parámetros desempeña un papel importante dentro de una etapa específica del proceso general de producción de la pieza (es decir, la etapa de inyección). El proceso de inyección inyecta resina fundida en la cavidad; la presión de compactación proporciona material adicional para compensar la contracción del plástico durante el enfriamiento; la presión de mantenimiento mantiene la cavidad presurizada hasta que la compuerta se congela y, por lo tanto, crea las características dimensionales y de peso finales de la pieza; y el enfriamiento hasta que la pieza sea lo suficientemente rígida para ser retirada del molde. Si existe un equilibrio inadecuado de los parámetros del proceso durante cualquiera de estas etapas, la pieza tendrá defectos identificables (por ejemplo, si hay una compactación y mantenimiento inadecuadas, la pieza tendrá marcas de hundimiento o será más pesada de lo esperado; si la presión de compactación y mantenimiento es demasiado alta, las mitades del molde se interpolarán y crearán rebabas en la línea de separación).
Estos parámetros deben determinarse mediante datos precisos en lugar de conjeturas, si se desea producir un producto moldeado por inyección que sea fiable durante millones de ciclos. Un método de moldeo científico, que utiliza sensores de presión de cavidad y pruebas estructuradas (DOE) para cada una de las muchas variables del proceso de moldeo por inyección de plástico, produce una ventana de proceso que puede replicarse de forma consistente para cada ciclo de moldeo; por lo tanto, proporciona un requisito esencial para producir un alto volumen estable de MCB. Estos ajustes finales llevan las carcasas directamente a las operaciones posteriores, como una Línea de montaje automática MCB, donde las dimensiones uniformes de las piezas son lo que mantiene la línea funcionando sin atascos.
Mantenimiento y gestión del ciclo de vida del moho
Una vez entregado, un molde MCB requiere atención constante para mantener su precisión durante más de un millón de ciclos, lo que incluye el mantenimiento preventivo (limpieza, lubricación e inspección de las piezas de desgaste) y la sustitución de componentes antes de que se produzca una falla. Un molde bien mantenido produce productos de calidad constante durante muchos años, mientras que uno mal mantenido se desviará de las tolerancias y generará desechos mucho antes de lo previsto.
Un molde para fabricar piezas se crea con un diseño preciso, se mecaniza con exactitud, se somete a pruebas exhaustivas (con paciencia) y se mantiene con rigor durante toda su vida útil. Todos estos factores se combinan para crear un producto idéntico con la misma calidad, siempre que se sigan los mismos procesos.
Preguntas frecuentes
¿Qué tipo de acero se utiliza para los moldes de inyección de MCB?
El tipo de componente determina el tipo de acero que se puede utilizar. Los insertos de cavidad, los insertos de núcleo y los insertos críticos suelen utilizar acero pretemplado como el P20 o el 718H, que proporciona una superficie plana y pulida con una dureza de 48 a 52 HRC. Para quienes requieren un alto volumen de producción o utilizan material reforzado con fibra de vidrio, se puede utilizar acero para trabajo en caliente H13 en las caras de moldeo.
¿Cuánto tiempo dura un molde de inyección MCB?
Las herramientas MCB de alta calidad suelen estar diseñadas para durar al menos 1.000.000 de ciclos de uso en un entorno laboral promedio; sin embargo, con una construcción y un mantenimiento adecuados, muchas herramientas han superado con creces esta vida útil mínima prevista. La vida útil real dependerá del tipo de acero utilizado en su fabricación, el material de moldeo, los parámetros del ciclo de trabajo y la constancia del mantenimiento aplicado a la herramienta a lo largo del tiempo.
¿Cuántas cavidades debe tener un molde MCB?
Esto se basa principalmente en el nivel de producción anual previsto y la complejidad de la pieza. Los volúmenes de producción más elevados justifican el uso de moldes multicavidad para reducir el coste unitario; sin embargo, al añadir más cavidades, aumenta la dificultad para controlar el llenado y la distribución entre ellas. Por ello, antes de finalizar el diseño del molde, se realiza un análisis de llenado.
¿Por qué es importante el análisis de flujo de moldeo para los moldes MCB?
Antes de cortar el acero, los ingenieros pueden utilizar software para optimizar la ubicación de la compuerta, el equilibrio de llenado, las líneas de soldadura, las trampas de aire y la deformación.
En el caso de las herramientas multicavidad, este es el principal medio para mantener el equilibrio de las cavidades y la uniformidad de las piezas, evitando así costosos retrabajos una vez creado el molde.
¿Qué provoca destellos y disparos incompletos durante las pruebas de moldeo?
Inyecciones incompletas: El rebaba suele indicar una fuerza de sujeción insuficiente, desgaste en la línea de separación o presión de inyección excesiva; las inyecciones incompletas se deben a un llenado inadecuado, una temperatura de fusión baja o aire atrapado y una ventilación deficiente. Tanto el rebaba como las inyecciones incompletas son resultados comunes de las pruebas (T0-T2) y su corrección se realiza modificando o ajustando la configuración de la máquina, las herramientas o los parámetros del proceso antes de las series de producción.
¿Cuánto tiempo se tarda en desarrollar un molde de inyección MCB?
El tiempo necesario para completar un molde MCB multicavidad de alta precisión suele variar entre unas pocas semanas y varios meses después de alcanzar la etapa de diseño final y antes de su puesta en producción, dependiendo de la complejidad de la pieza que se moldea (o se moldea), el número de cavidades requeridas y la cantidad de ensayos necesarios para producirla. Mediante el análisis del flujo del molde, junto con un enfoque riguroso para la preparación de los ensayos (ensayos previos a la fabricación), estos plazos pueden minimizarse.
Referencias
- Uddeholm — Aceros para moldes (incluidos S136 / Stavax) — Datos de materiales sobre aceros inoxidables y aceros pretemplados para moldes utilizados en herramientas de inyección.
- Moldeo por inyección: descripción general — Información general sobre el proceso de moldeo por inyección, la alimentación, el enfriamiento y los defectos.
- Plásticos hoy — Cobertura sectorial de los procesos de moldeo por inyección y las prácticas de utillaje.
Conclusión
Una construcción sólida Molde de inyección MCB es la base silenciosa de una línea de rompedores de alto volumen: si se elige bien la herramienta, todo lo que viene después funciona de forma más limpia, rápida y con menos rechazos. La recompensa proviene de hacer bien el trabajo poco glamuroso: definir la pieza correctamente, simular antes de cortar, elegir el acero adecuado para cada componente, mecanizar con tolerancia, realizar pruebas con paciencia y mantener el molde una vez que está en producción. Para los fabricantes que construyen rompedores a gran escala, esa disciplina es lo que convierte un molde de una herramienta única en un activo de producción fiable. Si también está planificando la parte posterior de la línea, vea cómo las carcasas moldeadas se integran en un Línea de montaje automática MCB, y nuestra guía para elegir un Máquina de soldadura por contacto MCCB para equipos relacionados con la fabricación de interruptores automáticos.




