
 Benlong
Benlong 



Proses Pengembangan Cetakan Injeksi MCB: Dari Desain hingga Produksi Massal
Oleh Huang Xiaolei | Waktu Rilis: 26 Juni 2026
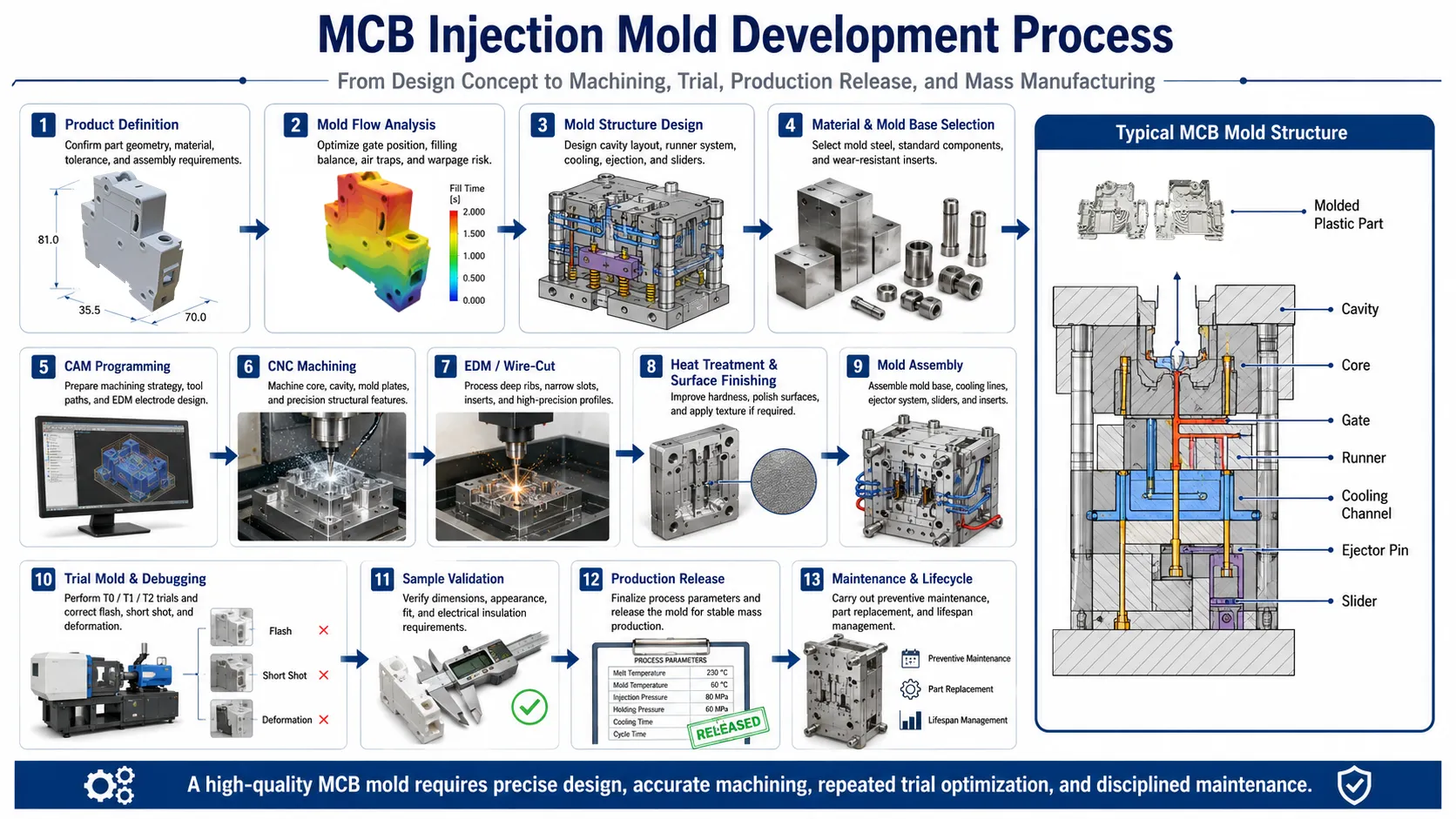
Sebuah Cetakan injeksi MCB Cetakan injeksi MCB dirancang khusus untuk memproduksi sejumlah besar casing pemutus sirkuit miniatur serupa dengan kontrol toleransi yang presisi di seluruh proses produksi. Realitas pernyataan ini baru terlihat ketika kita mempertimbangkan alat yang mendasarinya. Cetakan injeksi MCB terbuat dari jenis baja khusus yang diberi perlakuan panas (baja yang dikeraskan), dan telah direkayasa untuk digunakan lebih dari satu juta siklus dan harus mempertahankan toleransi dimensi inti dan rongga ±0,005–0,01 mm, serta memiliki permukaan luar yang dipoles hingga mendekati permukaan seperti cermin. Kepatuhan terhadap persyaratan ini membutuhkan urutan desain, simulasi, pemesinan, dan pengujian yang disiplin; akibatnya, melewatkan fase apa pun dari proses ini akan mengakibatkan masalah dengan kelebihan material, hasil cetakan yang kurang sempurna, atau casing pemutus sirkuit yang tidak terpasang dengan benar selama perakitan. Artikel ini membahas proses pengembangan lengkap mulai dari tinjauan desain awal casing pemutus sirkuit hingga cetakan injeksi MCB siap untuk produksi massal penuh.
Apa yang Mendefinisikan Cetakan Injeksi MCB Presisi Tinggi?
Sebelum membahas alur kerja, ada baiknya mengetahui seperti apa "hasil yang baik" untuk jenis alat ini. Casing MCB — wadah, penutup, dan pegangannya — adalah bagian-bagian kecil dan berdinding tipis dengan fitur pengunci jepret dan hubungan perakitan yang ketat, sehingga cetakan harus mempertahankan dimensi dengan tepat dan mengulanginya dari satu cetakan ke cetakan berikutnya. Beberapa tolok ukur yang dituju oleh sebagian besar proyek:
- Masa pakai minimal 1 juta siklus untuk komponen cetakan.
- Akurasi pemesinan ±0,005–0,01 mm pada inti, rongga, dan sisipan penting.
- Polesan mengkilap tinggi atau seperti cermin pada permukaan yang terlihat, yang meningkatkan tampilan komponen dan memudahkan pelepasan dari cetakan.
- Kekerasan rongga dan inti sekitar 48–52 HRC Setelah perlakuan panas vakum, untuk ketahanan aus dan stabilitas dimensi selama masa pakai alat.
Jika keempat hal itu terpenuhi, cetakan akan berjalan lancar. Jika terlewat, Anda akan menanggung kerugian berupa limbah dan waktu henti produksi.
Definisi Produk dan Analisis Aliran Cetakan
Langkah awal dalam setiap proyek sebenarnya adalah komponennya, bukan cetakannya. Model 3D dari wadah, plastik yang dipilih, rentang toleransi, dan persyaratan tampilan dievaluasi oleh pembuat perkakas dengan penekanan khusus pada bagaimana wadah, penutup, dan pegangan akan terpasang bersama. Tahap awal proyek ini membutuhkan penekanan khusus pada distribusi ketebalan dinding dan geometri pemasangan karena hal tersebut akan menentukan apakah komponen dapat diproduksi tanpa tanda penyusutan atau distorsi selama proses pencetakan.
Setelah persyaratan diselesaikan, desain dianalisis untuk aliran cetakan. Pada tahap ini, optimasi dilakukan untuk lokasi gerbang, keseimbangan pengisian, posisi garis las, risiko jebakan udara, dan distorsi pada layar sebelum potongan baja pertama dikerjakan. Cetakan MCB multi-rongga membutuhkan penyeimbangan rongga, karena secara langsung memengaruhi konsistensi antar bagian serta kecepatan produksi alat di lantai pabrik.
Desain Struktur Cetakan
Setelah kita mendapatkan hasil simulasi, kita dapat mulai menyusun arsitektur lengkap alat kita. Ini termasuk menentukan jumlah rongga dan tata letak rongga tersebut; mendesain sistem runner; mendesain saluran pendingin; membuat mekanisme ejeksi; mendesain slider dan/atau insert; dan lain sebagainya.
Faktor pendorong terbesar dalam pengambilan keputusan ini biasanya adalah target produksi. Program yang membutuhkan jutaan komponen setiap tahunnya membenarkan pembuatan cetakan multi-rongga, yang sepenuhnya dikeraskan, dan tahan lama. Meskipun jenis cetakan ini lebih mahal di awal, cetakan ini memungkinkan pengurangan biaya per komponen dan kualitas yang konsisten selama masa produksi yang panjang.
Dari segi kualitas komponen, dua fitur dari konfigurasi ini menawarkan nilai yang sangat baik mengingat ukurannya: tata letak pendinginan, dan ventilasi.
Saluran pendingin hanya dapat menarik panas dari rongga secara konsisten, karena pendinginan yang tidak merata sering menjadi penyebab terjadinya distorsi dan pergeseran dimensi, terutama pada wadah berdinding tipis. Selain itu, karena bagian yang telah didinginkan tidak dapat dikeluarkan sampai mengeras cukup untuk mempertahankan bentuknya, hal ini akan menjadi patokan untuk waktu siklus.
Seperti halnya komponen MCB kecil, ventilasi memiliki signifikansi yang sama. Saat lelehan mengisi rongga cetakan, udara akan terdorong keluar, dan jika tidak ada tempat untuk keluarnya udara tersebut, akan terjadi kekurangan material pada bagian terakhir yang terisi, bekas terbakar, atau porositas gas akibat udara yang terperangkap. Cetakan MCB yang diproduksi dengan benar memiliki ventilasi pada garis pemisah, pada titik-titik di mana lelehan telah selesai mengisi, dan seringkali juga memiliki ventilasi pada pin ejektor.
Memilih Baja Cetakan yang Tepat
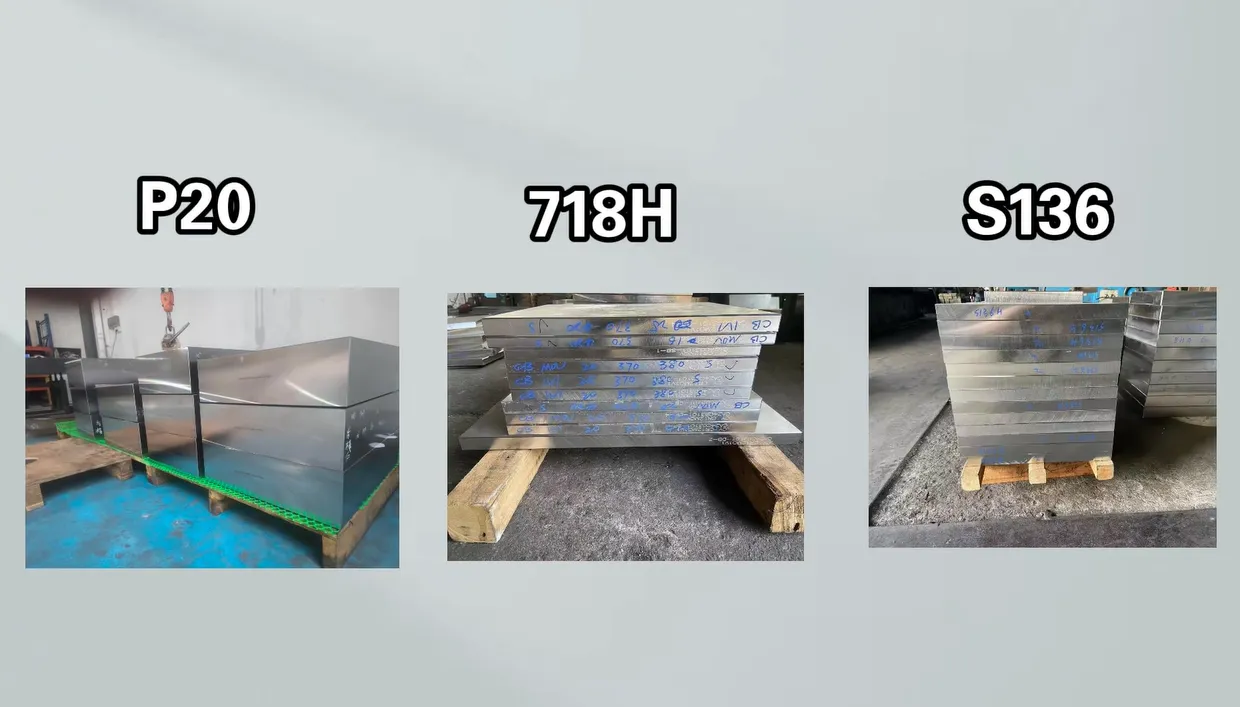
Sebagian besar kinerja jangka panjang cetakan MCB ditentukan di sini, dan komponen yang berbeda membutuhkan baja yang berbeda, bukan hanya satu jenis baja untuk semuanya:
masing-masing cocok untuk komponen yang berbeda.
- Halaman 20 — baja pra-pengerasan (sekitar 28–32 HRC) yang mudah dikerjakan dan ekonomis, umumnya digunakan untuk alas cetakan dan pelat yang tidak memerlukan kekerasan tinggi.
- 718 jam — Tingkat pra-pengerasan yang ditingkatkan dengan keseragaman internal dan kemampuan pemolesan yang lebih baik daripada P20, pilihan tengah yang tepat untuk pelat yang lebih besar dan rongga dengan masa pakai sedang.
- S136 — baja cetakan tahan korosi yang mengeras hingga sekitar 48–52 HRC setelah perlakuan panas vakum, yang menjadikannya pilihan umum untuk rongga, inti, dan sisipan penting pada cetakan MCB dengan kilap tinggi dan umur pakai panjang.
Material yang dikeraskan, seperti baja perkakas S136 (atau grade serupa untuk pengerjaan panas seperti H13), memberikan pilihan terbaik untuk permukaan cetakan perkakas bervolume tinggi atau baja perkakas yang digunakan untuk memproses material berisi kaca atau material abrasif lainnya. Keputusan untuk mengeraskan permukaan cetakan bergantung pada biaya pengerasan dan waktu tunggu yang terkait dengan penggunaan permukaan yang dikeraskan dibandingkan dengan berapa lama Anda dapat mengharapkan cetakan tersebut bertahan. Namun, ketika menggunakan program MCB dengan lebih dari 1 juta siklus, biaya yang terkait dengan jalur pengerasan biasanya akan terbayar dengan sendirinya.
Pemrograman CAM dan Pemesinan Presisi
Insinyur proses bertanggung jawab untuk merancang urutan pemesinan setiap komponen individual sebelum logam dipotong. Ini termasuk pemesinan kasar, pemesinan setengah jadi, penyelesaian akhir, desain elektroda EDM, dan pemrograman pemotongan kawat. Semua pekerjaan CAM yang solid ini meletakkan dasar untuk tahapan selanjutnya yang cepat dan akurat.
Ada beberapa proses terpisah yang terlibat dalam proses pemotongan. Misalnya, permesinan CNC beroperasi untuk membuat bagian-bagian untuk dasar cetakan dan semua pelat rongga, serta beberapa elemen struktural lainnya yang dapat dikerjakan dengan sistem perkakas konvensional.
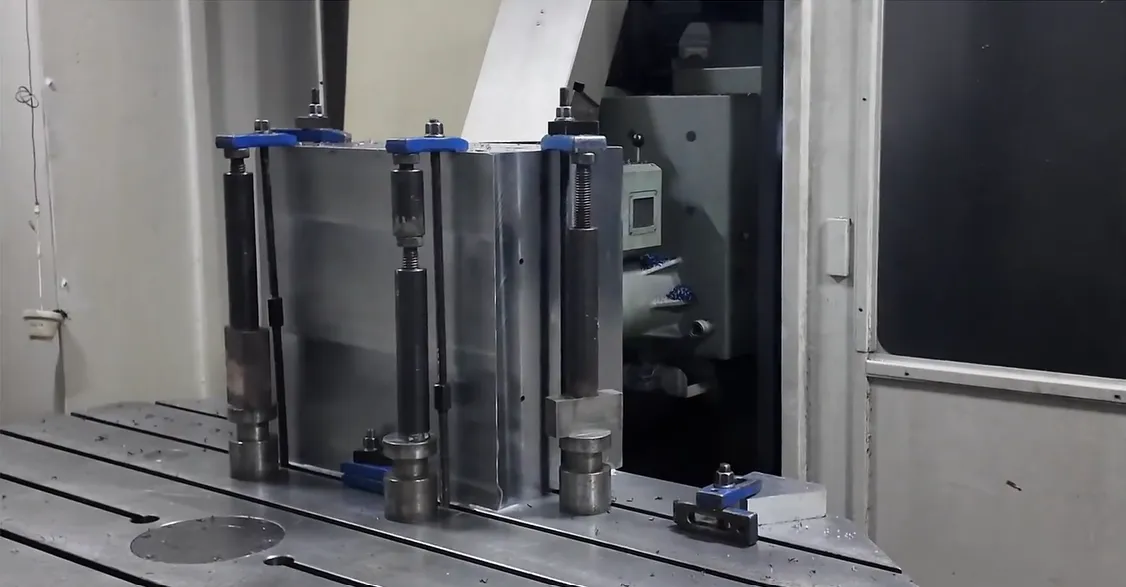
EDM dan pemotongan kawat mengambil alih bagian-bagian yang tidak dapat dijangkau dengan bersih oleh mesin milling — rusuk yang dalam, alur yang sempit, sudut dalam yang tajam, dan profil presisi pada sisipan. Fitur-fitur inilah yang memberikan dinding internal dan detail penempatan pada rumah MCB, sehingga akurasi langkah ini langsung berlanjut ke bagian yang sudah jadi.

Sebelum dan sesudah dikerjakan dengan mesin, bagian-bagian cetakan diberi perlakuan panas hingga mencapai kekerasan yang diinginkan, kemudian dipoles permukaannya untuk mendapatkan hasil akhir permukaan yang diinginkan. Dari proses itulah, bersamaan dengan pemberian polesan pada permukaan rongga, wadah akhir akan memiliki kilau.
Perakitan, Uji Coba, dan Debugging
Setelah semua bagian dibuat, saatnya untuk merakit semuanya menjadi satu alat yang lengkap; yaitu, dasar cetakan, sistem ejektor, saluran pendingin, sisipan/pemandu, dan aksi samping. Cetakan kemudian ditempatkan pada mesin untuk pengujian biasanya sebelum dapat masuk ke tahap produksi (misalnya, Tipe 0, Tipe 1, dan Tipe 2).
Tahapan uji coba didasarkan pada identifikasi dan penyelesaian masalah dalam cetakan yang sedang diuji. Para insinyur akan menilai kualitas pengisian, akurasi dimensi, kinerja pelepasan cetakan, dan kinerja siklus, kemudian menangani apa pun yang muncul selama proses pengujian atau percobaan. Misalnya, ini bisa berupa kelebihan flash (atau sprue), pengisian yang kurang, deformasi, atau ketidakseimbangan distribusi rongga. Umumnya, beberapa tahapan pengujian diperlukan sebelum produk yang dihasilkan dapat digunakan untuk validasi.
Validasi Sampel dan Rilis Produksi
Sampel akan menjalani validasi resmi untuk dimensi, penampilan, kesesuaian, dan hubungan antara wadah, penutup, dan pegangan yang dicetak sebagai bagian dari perakitan lengkap. Setelah semua sampel lulus uji validasi, cetakan kemudian akan beralih ke fase rilis produksi di mana semua parameter proses pencetakan akan ditetapkan atau dikunci; yaitu, suhu leleh, suhu cetakan, tekanan injeksi, tekanan penahan, waktu pendinginan, dan total waktu siklus.
Parameter-parameter ini masing-masing memainkan peran penting dalam langkah spesifik dari keseluruhan proses produksi cetakan (yaitu tahap pencetakan). Proses injeksi menyuntikkan resin cair ke dalam rongga cetakan; tekanan pengemasan memberikan material tambahan untuk mengimbangi penyusutan plastik selama pendinginan; tekanan penahan menjaga rongga tetap bertekanan hingga gerbang membeku tertutup, dan dengan demikian menciptakan karakteristik dimensi dan berat akhir bagian tersebut; dan pendinginan hingga bagian tersebut cukup kaku untuk dikeluarkan dari cetakan. Jika terdapat ketidakseimbangan parameter proses selama salah satu tahap ini, bagian tersebut akan memiliki cacat yang dapat diidentifikasi (misalnya, jika pengemasan dan penahanan tidak memadai, bagian tersebut akan memiliki tanda penyusutan atau akan kurang berat; jika tekanan pengemasan dan penahanan terlalu tinggi, kedua bagian cetakan akan saling tumpang tindih dan menciptakan kelebihan material pada garis pemisah).
Parameter-parameter ini perlu ditentukan melalui data yang akurat, bukan sekadar tebakan, jika Anda ingin menghasilkan produk cetakan injeksi yang dapat diandalkan selama jutaan siklus. Metode pencetakan ilmiah – menggunakan sensor tekanan rongga dan pengujian terstruktur (DOE) untuk setiap variabel dari proses pencetakan injeksi plastik – menghasilkan jendela proses yang dapat direplikasi secara konsisten untuk setiap siklus cetakan; oleh karena itu, memberikan persyaratan penting untuk menghasilkan volume MCB yang tinggi dan stabil. Pengaturan akhir tersebut kemudian membawa housing langsung ke operasi hilir seperti... Jalur perakitan otomatis MCB, di mana dimensi komponen yang konsisten adalah kunci agar lini produksi tetap berjalan tanpa hambatan.
Pemeliharaan dan Manajemen Siklus Hidup Cetakan
Setelah cetakan MCB dikirim, diperlukan perhatian terus-menerus untuk mempertahankan akurasi selama lebih dari satu juta siklus, termasuk perawatan pencegahan (pembersihan, pelumasan, dan pemeriksaan bagian yang aus) serta penggantian komponen sebelum terjadi kerusakan. Cetakan yang terawat dengan baik menghasilkan produk berkualitas konsisten selama bertahun-tahun, sementara cetakan yang kurang terawat akan melenceng dari toleransi dan menghasilkan barang cacat jauh sebelum waktu yang diharapkan.
Cetakan yang menghasilkan komponen dibuat dengan desain cetakan yang presisi, dikerjakan dengan mesin secara akurat, diuji secara menyeluruh melalui proses uji coba (kesabaran), dan dipelihara dengan disiplin selama masa pakainya. Semua faktor ini bergabung untuk menciptakan produk yang identik dengan kualitas yang sama selama proses yang sama diikuti.
Pertanyaan yang Sering Diajukan
Baja jenis apa yang digunakan untuk cetakan injeksi MCB?
Jenis komponen menentukan jenis baja yang dapat digunakan. Sisipan rongga, sisipan inti, dan sisipan kritis biasanya menggunakan baja pra-pengerasan seperti P20 atau 718H, yang akan memberikan permukaan yang rata dan halus serta kekerasan 48 – 52 HRC. Bagi mereka yang membutuhkan volume tinggi atau menggunakan material berisi kaca, baja kelas kerja panas H13 dapat digunakan pada permukaan cetakan.
Berapa lama masa pakai cetakan injeksi MCB?
Peralatan MCB berkualitas tinggi umumnya dirancang untuk bertahan setidaknya 1.000.000 siklus penggunaan dalam lingkungan kerja rata-rata; namun, dengan konstruksi dan perawatan yang tepat, banyak peralatan telah berkinerja jauh melampaui masa pakai minimum yang diharapkan ini. Masa pakai sebenarnya akan ditentukan oleh jenis baja yang digunakan dalam pembuatan peralatan, pilihan bahan cetakannya, parameter siklus peralatan, dan konsistensi perawatan yang telah dilakukan pada peralatan tersebut dari waktu ke waktu.
Berapa banyak rongga yang harus dimiliki cetakan MCB?
Hal ini terutama didasarkan pada tingkat produksi target per tahun dan kompleksitas komponen. Volume produksi yang lebih tinggi akan memerlukan penggunaan cetakan multi-rongga karena keinginan untuk mengurangi biaya per unit, namun, terdapat peningkatan kesulitan dalam mengendalikan keseimbangan pengisian dan keseimbangan antar rongga seiring bertambahnya jumlah rongga. Inilah sebabnya mengapa sebelum menyelesaikan tata letak cetakan komponen, analisis pengisian cetakan dilakukan.
Mengapa analisis aliran cetakan penting untuk cetakan MCB?
Sebelum memotong baja, para insinyur dapat menggunakan perangkat lunak untuk mengoptimalkan lokasi gerbang, keseimbangan pengisian, garis las, jebakan udara, dan distorsi.
Dalam kasus cetakan multi-rongga, ini adalah cara utama untuk menjaga keseimbangan rongga dan konsistensi bagian, sehingga mencegah pengerjaan ulang yang mahal setelah cetakan dibuat.
Apa yang menyebabkan kilatan dan tembakan yang tidak sempurna selama uji coba cetakan?
Short Shots: Flash biasanya menunjukkan kurangnya gaya penjepit yang memadai, keausan pada garis pemisah, atau tekanan injeksi yang berlebihan; short shots disebabkan oleh pengisian yang tidak memadai, suhu leleh yang rendah, atau udara yang terjebak dan ventilasi yang buruk. Baik flash maupun short shots adalah hasil umum dari uji coba (T0-T2) dan perbaikan masalah ini akan dilakukan dengan mengubah atau menyesuaikan pengaturan mesin, peralatan, dan/atau parameter proses sebelum produksi massal.
Berapa lama waktu yang dibutuhkan untuk mengembangkan cetakan injeksi MCB?
Waktu yang dibutuhkan untuk menyelesaikan cetakan MCB multi-rongga presisi tinggi umumnya bervariasi antara beberapa minggu hingga beberapa bulan setelah mencapai tahap desain akhir dan sebelum diproduksi, tergantung pada kompleksitas bagian yang dicetak (atau telah dicetak), jumlah rongga yang dibutuhkan, dan jumlah percobaan untuk menghasilkan bagian tersebut. Dengan memanfaatkan analisis aliran cetakan, bersamaan dengan pendekatan disiplin terhadap persiapan percobaan (percobaan sebelum manufaktur), jangka waktu tersebut dapat diminimalkan.
Referensi
- Uddeholm — Baja Cetakan (termasuk S136 / Stavax) — data material tentang baja tahan karat dan baja cetakan pra-pengerasan yang digunakan dalam perkakas injeksi.
- Pencetakan Injeksi — Gambaran Umum — latar belakang tentang proses pencetakan injeksi, gating, pendinginan, dan cacat.
- Plastik Hari Ini — liputan industri tentang proses pencetakan injeksi dan praktik perkakas.
Kesimpulan
Dibangun dengan baik Cetakan injeksi MCB Fondasi yang tenang di bawah lini produksi pemecah beton bervolume tinggi adalah: jika alatnya tepat, semua proses di hilir akan berjalan lebih bersih, lebih cepat, dan dengan lebih sedikit produk cacat. Hasilnya berasal dari melakukan pekerjaan yang tidak glamor dengan baik — mendefinisikan bagian dengan benar, melakukan simulasi sebelum pemotongan, memilih baja yang tepat untuk setiap komponen, melakukan pemesinan sesuai toleransi, melakukan uji coba dengan sabar, dan memelihara cetakan setelah masuk ke produksi. Bagi produsen yang membangun pemecah beton dalam skala besar, disiplin itulah yang mengubah cetakan dari alat sekali pakai menjadi aset produksi yang dapat diandalkan. Jika Anda juga merencanakan sisi hilir lini produksi, lihat bagaimana rumah cetakan mengalir ke dalam sebuah Jalur perakitan otomatis MCB, dan panduan kami untuk memilih Mesin las kontak MCCB untuk peralatan manufaktur pemutus sirkuit terkait.




