
 benlong
benlong 



Процесс разработки пресс-форм для литья под давлением автоматических выключателей: от проектирования до серийного производства.
К Хуан Сяолэй | Дата выпуска: 26.06.2026
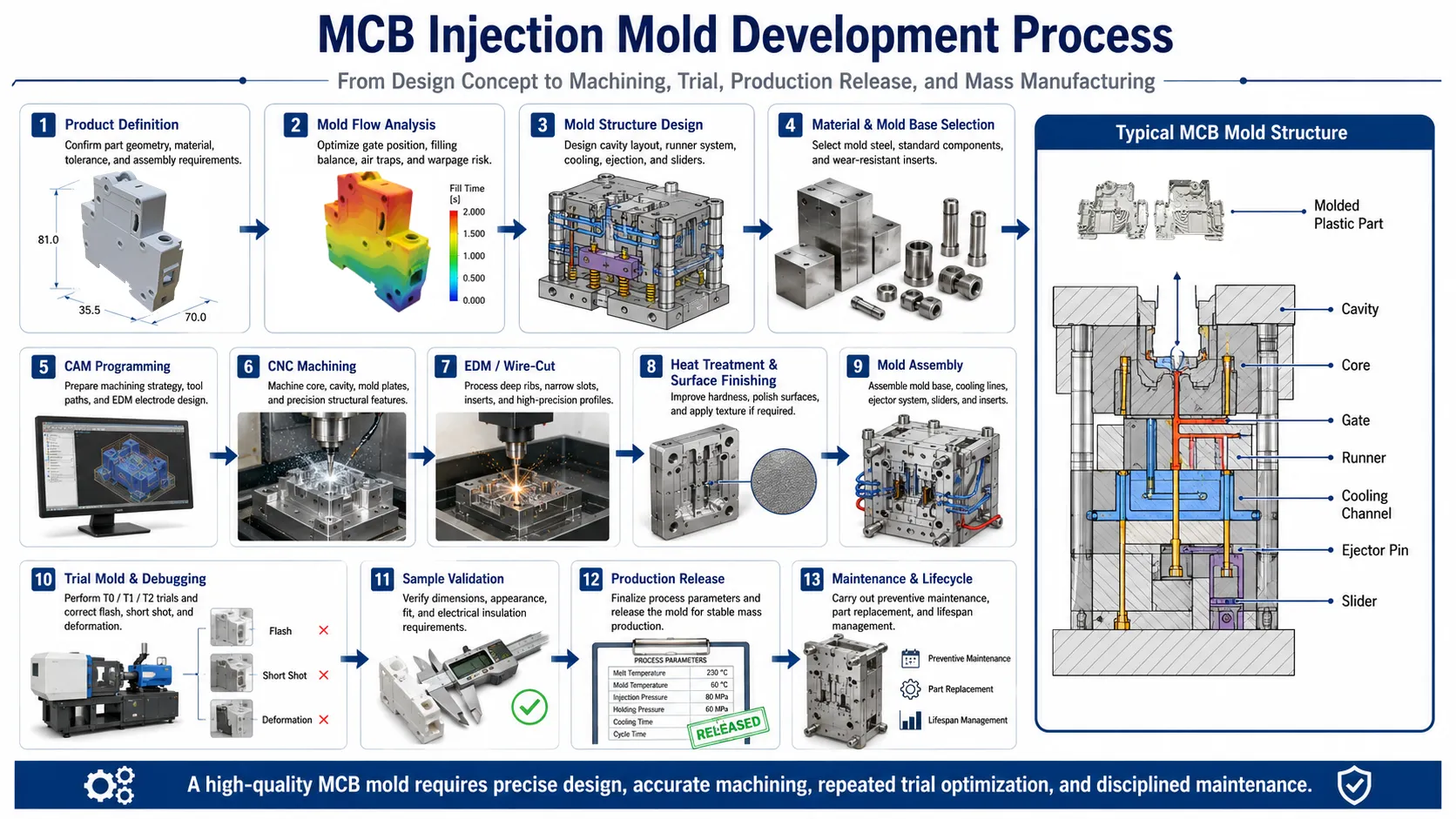
Ан литьевая форма для автоматических выключателей Эта технология специально разработана для производства большого количества аналогичных миниатюрных корпусов автоматических выключателей с точным контролем допусков на протяжении всего производственного процесса. Реальность этого утверждения становится очевидной только при рассмотрении используемого инструмента. Пресс-форма для литья под давлением автоматических выключателей изготовлена из специального типа термообработанной стали (закаленной стали) и рассчитана на более чем миллион циклов эксплуатации. Она должна обеспечивать допуски размеров сердечника и полости в пределах ±0,005–0,01 мм, а также иметь полированную поверхность, приближающуюся к зеркальной, на всех внешних поверхностях. Соответствие этим требованиям требует дисциплинированной последовательности проектирования, моделирования, обработки и тестирования; в результате пропуск любого этапа этого процесса приведет к проблемам с облоем, неполным литьем или несовпадением корпусов автоматических выключателей при сборке. В этой статье рассматривается полный процесс разработки, начиная с предварительного анализа конструкции корпуса автоматического выключателя и заканчивая готовностью пресс-формы для литья под давлением к полномасштабному серийному производству.
Что определяет высокоточную литьевую форму для автоматических выключателей?
Прежде чем перейти к описанию рабочего процесса, полезно понять, что означает “качественный” результат для такого рода инструментов. Корпуса автоматических выключателей — корпус, крышка и рукоятка — это небольшие тонкостенные детали с защелкивающимися элементами и жесткими соединительными связями, поэтому пресс-форма должна точно соответствовать размерам и повторять их из цикла в цикл. Вот несколько ориентиров, к которым стремится большинство проектов:
- Срок службы составляет не менее 1 миллиона циклов. для формованных компонентов.
- Точность обработки ±0,005–0,01 мм на сердцевине, полости и критически важных вставках.
- Полировка до зеркального блеска или зеркальная полировка на видимых поверхностях, что улучшает как внешний вид детали, так и ее извлечение из формы.
- Твердость полости и сердцевины составляет около 48–52 HRC. после вакуумной термообработки для обеспечения износостойкости и стабильности размеров на протяжении всего срока службы инструмента.
Если попадете в эти четыре точки, форма будет работать без проблем. Если промахнетесь, придется расплачиваться браком и простоями.
Определение характеристик изделия и анализ потока расплава в пресс-форме.
Первым этапом в любом проекте является изготовление детали, а не пресс-формы. 3D-модель корпуса, выбранный пластик, диапазон допусков и требования к внешнему виду оцениваются оснастщиком, при этом особое внимание уделяется тому, как корпус, крышка и ручка будут соединяться друг с другом. На этом раннем этапе проекта необходимо уделить особое внимание распределению толщины стенок и геометрии защелкивания, поскольку от них зависит, можно ли изготовить деталь без усадочных раковин или деформации в процессе литья.
После окончательного определения требований проводится анализ конструкции с точки зрения потока расплава. На этом этапе выполняется оптимизация расположения литниковых каналов, баланса заполнения, положения сварочных линий, рисков образования воздушных зазоров и деформации на экране перед обработкой первой стальной детали. Поскольку пресс-форма MCB имеет несколько полостей, требуется балансировка полостей, так как это напрямую влияет на однородность деталей, а также на скорость производства инструмента в цехе.
Проектирование конструкции пресс-формы
Получив результаты моделирования, мы можем приступить к разработке полной архитектуры нашего инструмента. Это включает в себя определение количества полостей и их расположения; проектирование системы литниковых каналов; проектирование каналов охлаждения; создание механизма(ов) выброса; проектирование ползунка и/или вставки(ок); и т. д.
Главным фактором, определяющим принятие таких решений, обычно является производственный план. Программа, требующая производства миллионов деталей в год, оправдывает создание многогнездной, полностью закаленной, долговечной пресс-формы. Хотя такой тип пресс-формы обходится дороже на начальном этапе, он позволяет снизить себестоимость одной детали и обеспечить стабильное качество на протяжении длительного производственного цикла.
С точки зрения качества комплектующих, две особенности этой конфигурации представляют большую ценность, учитывая их размеры: система охлаждения и вентиляция.
Охлаждающие каналы могут отводить тепло из полости только равномерно, поскольку неравномерное охлаждение часто является причиной деформации и смещения размеров, особенно в тонкостенных корпусах. Кроме того, поскольку охлажденную деталь нельзя извлечь до тех пор, пока она достаточно не затвердеет, чтобы сохранить свою форму, она будет определять эталон времени цикла.
Как и в случае с мелкими деталями для автоматических выключателей, вентиляция имеет такое же важное значение. По мере заполнения полости расплавом он вытесняет воздух, и если ему некуда выходить, это приведет к неполному заполнению, появлению следов пригорания или газовой пористости из-за захваченного воздуха. Правильно изготовленные формы для автоматических выключателей имеют вентиляционные отверстия на линии разъема, в местах, где расплав завершил заполнение, и часто вентилируют выталкивающие штифты.
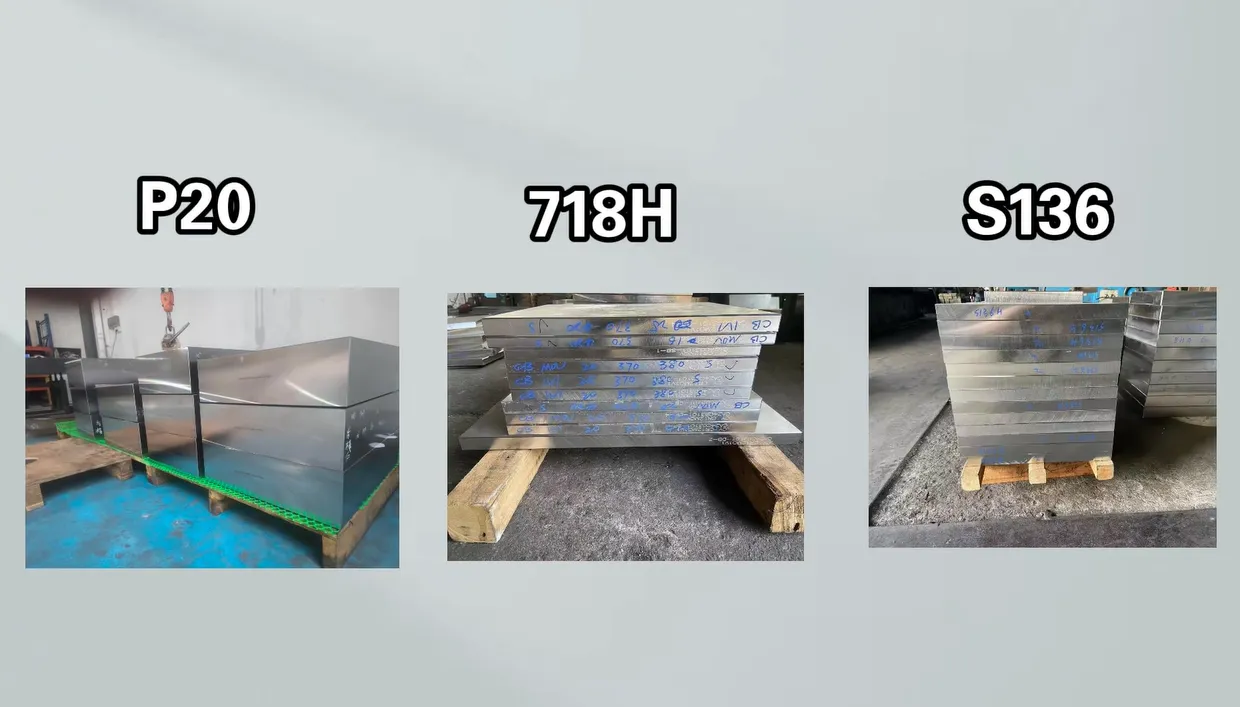
Выбор подходящей листовой стали
Здесь во многом определяется долгосрочная работоспособность пресс-формы для автоматических выключателей, и для разных компонентов требуются разные марки стали, а не одна и та же марка по всей конструкции:
каждый подходит для разных компонентов.
- П20 — Предварительно закаленная сталь (примерно 28–32 HRC), хорошо поддающаяся механической обработке и экономичная, обычно используется для оснований пресс-форм и плит, не требующих высокой твердости.
- 718H — Улучшенный предварительно закаленный сорт с лучшей внутренней однородностью и полируемостью, чем P20, — удачный компромиссный вариант для больших пластин и полостей со средним сроком службы.
- С136 — Коррозионностойкая нержавеющая инструментальная сталь, которая после вакуумной термообработки закаливается примерно до 48–52 HRC, что делает ее обычным выбором для полости, сердечника и ответственных вставок в высокоглянцевых, долговечных формах для автоматических выключателей.
Закаленные материалы, такие как инструментальная сталь S136 (или аналогичная марка для горячей обработки, например, H13), являются наилучшим вариантом для поверхностей пресс-форм при производстве инструментов большого объема или инструментальных сталей, используемых для обработки стеклонаполненных или других абразивных материалов. Решение о закалке поверхностей зависит от стоимости закалки и сроков выполнения работ по сравнению с ожидаемым сроком службы пресс-формы. Однако при использовании программы MCB с более чем 1 миллионом циклов затраты на закалку, как правило, окупаются.
CAM-программирование и прецизионная обработка
Инженеры-технологи отвечают за разработку последовательности обработки каждой отдельной детали до начала резки металла. Это включает в себя черновую обработку, получистовую обработку, чистовую обработку, проектирование электродов для электроэрозионной обработки и программирование проволочно-резательной машины. Вся эта кропотливая работа с CAM-системами закладывает основу для быстрых и точных последующих этапов.
Процесс резки включает в себя несколько отдельных этапов. Например, обработка на станках с ЧПУ позволяет создавать детали как для основания пресс-формы, так и для всех плит полости, а также некоторые другие конструктивные элементы, которые можно обрабатывать с помощью обычной инструментальной системы.
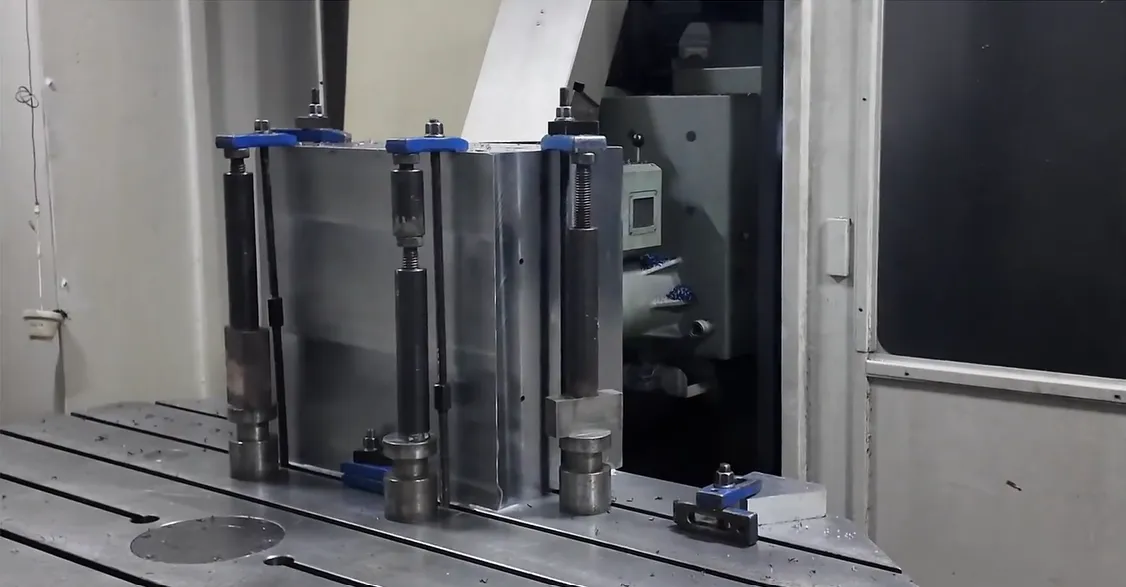
Электроэрозионная обработка и проволочная резка позволяют обрабатывать детали там, где фрезы не справляются чисто — глубокие ребра, узкие пазы, острые внутренние углы и прецизионные профили вставок. Именно эти особенности обеспечивают внутренние стенки корпуса автоматического выключателя и детали его позиционирования, поэтому точность этого этапа напрямую влияет на качество готовой детали.

До и после механической обработки формованные детали подвергаются термообработке до достижения желаемой твердости, а затем полируются для получения необходимой чистоты поверхности. Именно благодаря этому процессу, а также полировке поверхности полости, корпус приобретает блеск.
Сборка, тестирование и отладка
После изготовления всех деталей настает время собрать все воедино, чтобы создать полноценный инструмент: основание пресс-формы, систему выталкивания, линии охлаждения, вставки/направляющие и боковые элементы. Затем пресс-форма устанавливается на станок для тестирования, обычно перед запуском в производство (например, тип 0, тип 1 и тип 2).
Пробные испытания основаны на выявлении и устранении проблем в тестируемых пресс-формах. Инженеры оценивают качество заполнения, точность размеров, эффективность извлечения из формы и цикличность, а затем устраняют любые проблемы, возникающие в процессе испытаний. Например, это может быть избыток облоя (или литника), неполное заполнение, деформация или дисбаланс в распределении пустот. Как правило, требуется несколько раундов испытаний, прежде чем изготовленные изделия будут пригодны для проверки.
Проверка образцов и выпуск в производство
Образцы пройдут официальную проверку на соответствие размерам, внешнему виду, посадке и взаимосвязи формованного корпуса, крышки и ручки в составе всей сборки. После того, как все образцы пройдут проверку, пресс-форма перейдет в фазу выпуска продукции, на которой будут установлены или зафиксированы все параметры процесса формования, а именно: температура расплава, температура пресс-формы, давление впрыска, давление выдержки, время охлаждения и общее время цикла.
Каждый из этих параметров играет важную роль на определенном этапе общего процесса формования (т.е. на этапе формования). Процесс впрыскивания включает в себя впрыскивание расплавленной смолы в полость; давление уплотнения обеспечивает дополнительный материал для компенсации усадки пластика во время охлаждения; давление выдержки поддерживает давление в полости до тех пор, пока литниковый канал не застынет, тем самым формируя окончательные размерные и весовые характеристики детали; и охлаждение до тех пор, пока деталь не станет достаточно жесткой для извлечения из формы. Если на любом из этих этапов наблюдается недостаточный баланс параметров процесса, деталь будет иметь видимые дефекты (например, при недостаточном давлении уплотнения и выдержки деталь будет иметь усадочные раковины или будет иметь недостаточный вес; если давление уплотнения и выдержки слишком высокое, половинки формы будут смещаться и образовывать облой на линии разъема).
Эти параметры необходимо определять на основе точных данных, а не методом проб и ошибок, если вы хотите производить изделия, изготовленные методом литья под давлением, которые прослужат миллионы циклов. Научный метод литья – с использованием датчиков давления в полости и структурированного тестирования (DOE) для каждой из многочисленных переменных процесса литья пластмасс под давлением – позволяет создать технологическое окно, которое может стабильно воспроизводиться для каждого цикла литья; таким образом, это является важнейшим условием для производства стабильно большого объема автоматических выключателей. Затем эти окончательно установленные параметры позволяют использовать корпуса непосредственно в последующих операциях, таких как Автоматизированная сборочная линия MCB, где стабильные размеры деталей обеспечивают бесперебойную работу линии без заторов.
Техническое обслуживание и управление жизненным циклом пресс-форм
После доставки пресс-формы для автоматических выключателей требуется постоянное внимание для поддержания точности на протяжении более миллиона циклов, включая профилактическое техническое обслуживание (очистка, смазка и проверка изнашиваемых деталей), а также замену компонентов до того, как произойдет поломка. Хорошо обслуживаемая пресс-форма обеспечивает стабильное качество продукции в течение многих лет, в то время как плохо обслуживаемая пресс-форма будет выходить за пределы допусков и производить брак задолго до ожидаемого срока.
Пресс-форма для изготовления деталей создается с использованием точно спроектированной формы, подвергается точной механической обработке, тщательно тестируется в ходе пробного использования (с терпением) и поддерживается в исправном состоянии на протяжении всего срока службы. Все эти факторы в совокупности позволяют получить идентичный продукт одинакового качества при условии соблюдения одних и тех же технологических процессов.
Часто задаваемые вопросы
Какая сталь используется для изготовления пресс-форм для литья под давлением автоматических выключателей?
Тип детали определяет тип используемой стали. Для вставок в полости, сердечников и ответственных вставок обычно используется предварительно закаленная сталь, такая как P20 или 718H, которая обеспечивает плоскую полированную поверхность и твердость 48–52 HRC. Для тех, кому требуется большой объем производства или кто использует стеклонаполненные материалы, на формовочных поверхностях может использоваться сталь марки H13 для горячей обработки.
Как долго служит пресс-форма для литья под давлением автоматических выключателей?
Типичные высококачественные инструменты для автоматических выключателей рассчитаны на срок службы не менее 1 000 000 циклов в условиях средней рабочей среды; однако при надлежащей конструкции и уходе многие инструменты демонстрируют значительно больший срок службы, чем этот минимальный ожидаемый срок. Фактический срок службы определяется типом стали, используемой при изготовлении инструмента, выбором формованного материала, параметрами цикла работы инструмента и регулярностью технического обслуживания, проводимого с инструментом в течение времени.
Сколько полостей должна иметь форма для отливки автоматических выключателей?
Это определяется, прежде всего, целевым уровнем производства в год и сложностью детали. Более высокие объемы производства оправдывают использование многогнездных пресс-форм из-за стремления снизить себестоимость единицы продукции, однако при этом возрастает сложность контроля баланса заполнения и баланса между полостями по мере их увеличения. Именно поэтому перед окончательным утверждением компоновки пресс-формы для детали проводится анализ заполнения пресс-формы.
Почему анализ потока расплава важен для форм для микросхем MCB?
Перед резкой стали инженеры могут использовать программное обеспечение для оптимизации расположения литникового канала, баланса заполнения, сварочных швов, воздушных ловушек и деформации.
В случае многогнездных пресс-форм это основной способ поддержания баланса полостей и однородности деталей, что позволяет избежать дорогостоящих переделок после изготовления пресс-формы.
Что вызывает вспышку и неполное заполнение формы во время испытаний пресс-форм?
Неполный впрыск: Облой обычно указывает на недостаточную силу зажима, износ линии разъема или чрезмерное давление впрыска; неполный впрыск вызван недостаточным заполнением, низкой температурой расплава или захваченным воздухом и плохой вентиляцией. И облой, и неполный впрыск являются распространенными результатами испытаний (T0-T2), и исправление этих проблем происходит путем изменения или корректировки настроек станка, оснастки и/или параметров процесса перед началом серийного производства.
Сколько времени занимает разработка пресс-формы для литья под давлением автоматических выключателей?
Время, необходимое для изготовления высокоточной многогнездной пресс-формы для MCB, обычно варьируется от нескольких недель до нескольких месяцев после завершения этапа проектирования и до начала производства, в зависимости от сложности отливаемой детали, необходимого количества полостей и количества пробных отливок. Используя анализ потока расплава в пресс-форме, а также дисциплинированный подход к подготовке пробных отливок (пробные отливки перед производством), эти сроки можно минимизировать.
Ссылки
- Uddeholm — Сталь для пресс-форм (включая S136 / Stavax) — Материальные данные по нержавеющей и предварительно закаленной инструментальной стали, используемой в пресс-формах для литья под давлением.
- Литье под давлением — Обзор — Общая информация о процессе литья под давлением, литниковой системе, охлаждении и дефектах.
- PlasticsToday — Обзор отраслевых аспектов процесса литья под давлением и практики изготовления оснастки.
Заключение
Хорошо сконструированный литьевая форма для автоматических выключателей Это незаметная, но прочная основа высокопроизводительной линии по производству отбойных молотков: правильный выбор инструмента обеспечит более чистую, быструю и менее бракованную работу на всех последующих этапах. Результат достигается за счет качественного выполнения не самой привлекательной работы — правильного определения детали, моделирования перед резкой, выбора подходящей стали для каждого компонента, обработки с соблюдением допусков, терпеливых испытаний и обслуживания пресс-формы после запуска в производство. Для производителей, выпускающих отбойные молотки в больших масштабах, именно эта дисциплина превращает пресс-форму из единичного экземпляра в надежный производственный актив. Если вы также планируете последующую часть линии, посмотрите, как литые корпуса поступают в производство. Автоматизированная сборочная линия MCB, и наше руководство по выбору Аппарат для контактной сварки MCCB для соответствующего оборудования для производства автоматических выключателей.




