
 benlong
benlong 



عملية تطوير قوالب حقن MCB: من التصميم إلى الإنتاج الضخم
بواسطة هوانغ شياو لي | تاريخ الإصدار: 26-06-2026
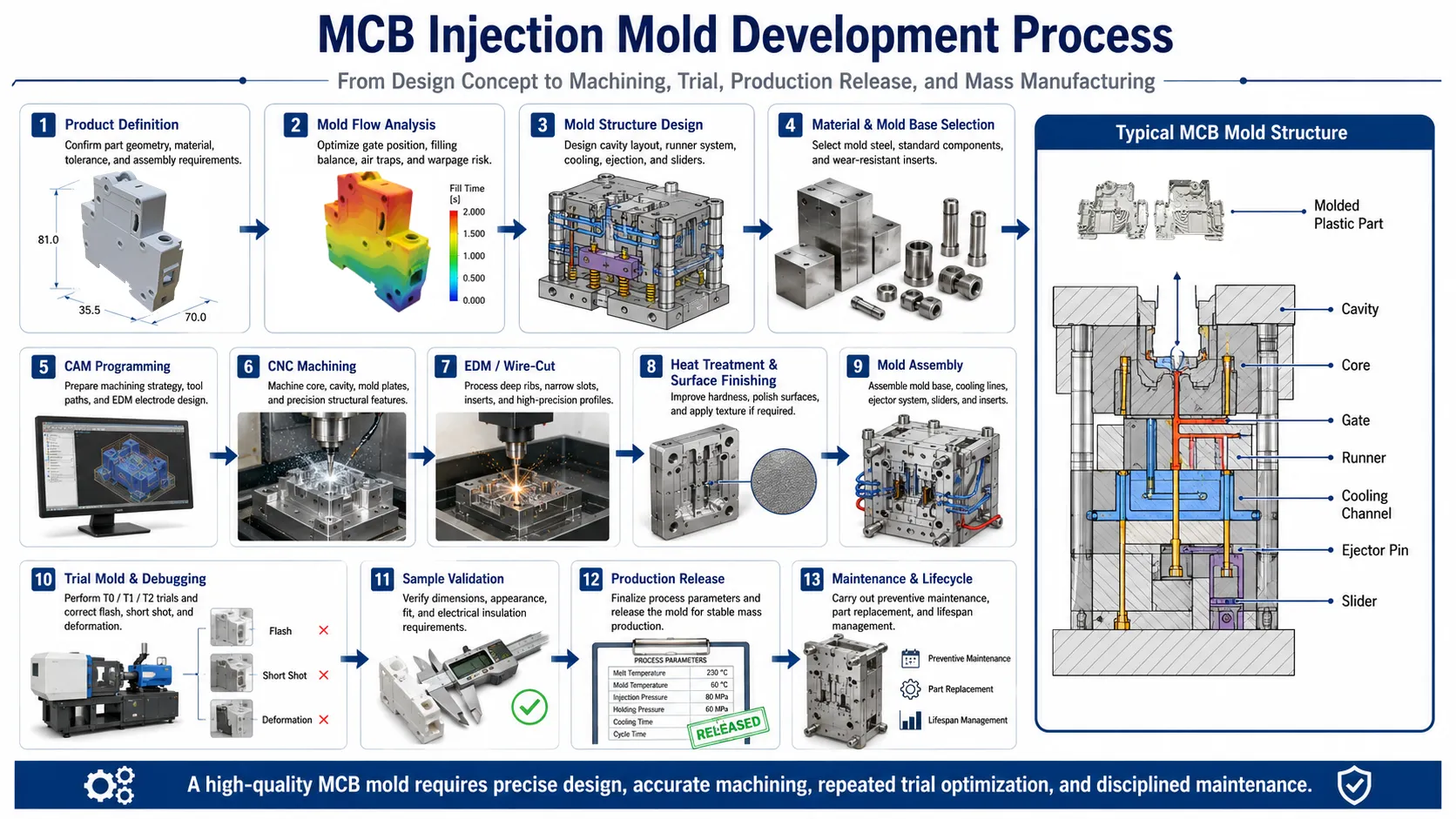
أن قالب حقن MCB صُممت هذه الأداة خصيصًا لإنتاج عدد كبير من علب قواطع الدائرة المصغرة المتشابهة، مع تحكم دقيق في التفاوتات خلال عملية الإنتاج. ولا يتضح مدى صحة هذا الكلام إلا عند النظر إلى الأداة المستخدمة. يُصنع قالب حقن قواطع الدائرة المصغرة من نوع خاص من الفولاذ المعالج حراريًا (الفولاذ المقسى)، وقد صُمم للاستخدام لأكثر من مليون دورة، ويجب أن يحافظ على تفاوتات أبعاد القلب والتجويف بين ±0.005 و0.01 مم، وأن يتمتع بسطح مصقول يقترب من سطح المرآة على جميع الأسطح الخارجية. ويتطلب الالتزام بهذه المتطلبات تسلسلًا دقيقًا للتصميم والمحاكاة والتصنيع والاختبار؛ ونتيجة لذلك، فإن تخطي أي مرحلة من هذه العملية سيؤدي إلى مشاكل مثل الزوائد أو الحقن غير المكتمل أو عدم تطابق علب قواطع الدائرة أثناء التجميع. تتناول هذه المقالة عملية التطوير الكاملة بدءًا من مراجعة التصميم الأولي لعلبة قاطع الدائرة وحتى يصبح قالب حقن قواطع الدائرة المصغرة جاهزًا للإنتاج الكمي الكامل.
ما الذي يميز قالب حقن MCB عالي الدقة
قبل الخوض في تفاصيل سير العمل، من المفيد معرفة معايير الجودة لهذا النوع من الأدوات. تُعدّ هياكل قواطع الدوائر المصغرة - الغلاف والغطاء والمقبض - أجزاءً صغيرة ذات جدران رقيقة، تتميز بآلية تثبيت بالضغط وعلاقات تجميع دقيقة، لذا يجب أن يحافظ القالب على أبعادها بدقة عالية وأن يُكررها بدقة في كل عملية صب. فيما يلي بعض المعايير التي تسعى معظم المشاريع إلى تحقيقها:
- عمر خدمة لا يقل عن مليون دورة لمكونات القولبة.
- دقة التصنيع ±0.005–0.01 مم على اللب والتجويف والحشوات الحرجة.
- طلاء لامع أو عاكس على الأسطح المرئية، مما يحسن مظهر القطعة وعملية إخراجها من القالب.
- صلابة التجويف واللب حوالي 48-52 HRC بعد المعالجة الحرارية بالتفريغ، لمقاومة التآكل والاستقرار الأبعاد طوال عمر الأداة.
إذا أصبت هذه النقاط الأربع، فسيعمل القالب بسلاسة. أما إذا أخطأت فيها، فستدفع ثمن ذلك بالخردة وتوقف العمل.
تعريف المنتج وتحليل تدفق القالب
الخطوة الأولى في أي مشروع هي في الواقع تصميم القطعة، وليس القالب. يقوم صانع الأدوات بتقييم النموذج ثلاثي الأبعاد للهيكل، ونوع البلاستيك المُختار، ونطاق التفاوتات، ومتطلبات المظهر، مع التركيز بشكل خاص على كيفية تركيب الهيكل والغطاء والمقبض معًا. تتطلب هذه المرحلة المبكرة من المشروع اهتمامًا خاصًا بتوزيع سُمك الجدار وهندسة التركيب بالضغط، لأنها ستحدد إمكانية تصنيع القطعة دون ظهور علامات انكماش أو تشوه أثناء عملية التشكيل.
بعد تحديد المتطلبات النهائية، يُحلل تصميم القالب لضمان انسيابية العمل. في هذه المرحلة، تُجرى عمليات تحسين لمواقع البوابات، وتوازن التعبئة، ومواقع خطوط اللحام، ومخاطر انحباس الهواء، والتشوه على الشاشة قبل تشكيل أول قطعة فولاذية. يتطلب قالب MCB متعدد التجاويف موازنة التجاويف، حيث يؤثر ذلك بشكل مباشر على اتساق القطع وسرعة إنتاج القالب في ورشة العمل.
تصميم هيكل القالب
بمجرد حصولنا على نتائج عمليات المحاكاة، يمكننا البدء في وضع التصميم الكامل لأداتنا. يشمل ذلك تحديد عدد التجاويف وتخطيطها؛ وتصميم نظام التغذية؛ وتصميم قنوات التبريد؛ وإنشاء آلية (آليات) الإخراج؛ وتصميم المنزلق و/أو الحشوات؛ إلخ.
عادةً ما يكون الهدف الإنتاجي هو العامل الأهم في اتخاذ هذه القرارات. فبرنامج يتطلب ملايين القطع سنوياً يبرر بناء قالب متعدد التجاويف، مُقسّى بالكامل، وطويل الأمد. ورغم أن هذا النوع من القوالب يكلف أكثر في البداية، إلا أنه يسمح بخفض تكلفة القطعة الواحدة والحفاظ على جودة ثابتة على مدى فترة إنتاج طويلة.
من حيث جودة المكونات، هناك ميزتان في هذا التكوين توفران قيمة كبيرة بالنظر إلى حجمهما: تصميم التبريد والتهوية.
لا تستطيع قنوات التبريد سحب الحرارة من التجويف بشكل متساوٍ، إذ يُعدّ التبريد غير المتساوي سببًا شائعًا للتشوّه وتغيّر الأبعاد، لا سيما في الهياكل ذات الجدران الرقيقة. إضافةً إلى ذلك، ولأنّ القطعة المبرّدة لا يمكن إخراجها إلا بعد تصلّبها بشكل كافٍ للحفاظ على شكلها، فإنّها تُحدّد معيارًا لزمن دورة الإنتاج.
كما هو الحال مع أجزاء قواطع الدائرة المصغرة الصغيرة، فإن التهوية لها نفس القدر من الأهمية. فعندما يملأ المعدن المنصهر التجويف، فإنه يدفع الهواء للخارج، وإذا لم يكن هناك منفذ له، فسيؤدي ذلك إلى عيوب في آخر نقطة تملأ القالب، أو علامات احتراق، أو مسامية غازية بسبب الهواء المحتبس. تحتوي قوالب قواطع الدائرة المصغرة المصنعة بشكل صحيح على فتحات تهوية على خط الفصل، وعند النقاط التي انتهى عندها المعدن المنصهر من ملء التجويف، وغالبًا ما تحتوي أيضًا على فتحات تهوية لدبابيس الطرد.
اختيار الفولاذ المناسب للقالب
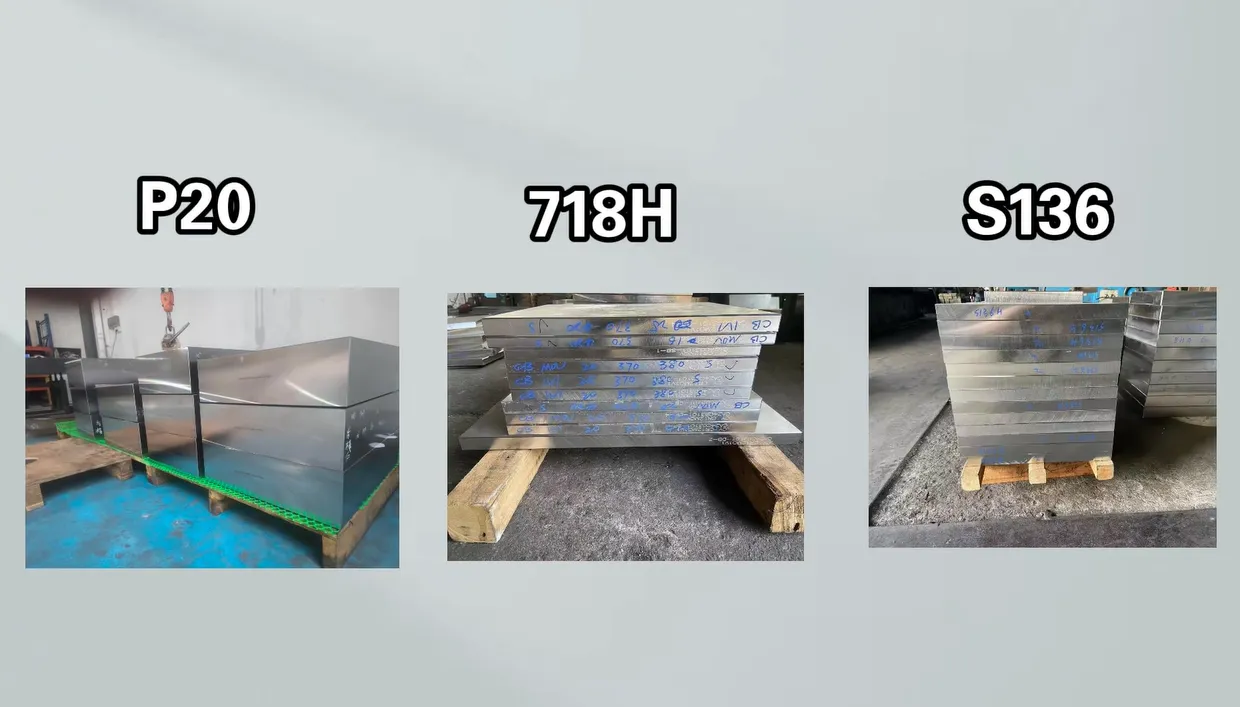
يتم تحديد الكثير من أداء قالب قاطع الدائرة المصغر على المدى الطويل هنا، وتتطلب المكونات المختلفة أنواعًا مختلفة من الفولاذ بدلاً من استخدام نوع واحد في جميع أنحاء القالب:
كل منها مناسب لمكون مختلف.
- صفحة ٢٠ — فولاذ مقوى مسبقًا (حوالي 28-32 HRC) يمكن تشكيله جيدًا واقتصادي، ويستخدم عادة لقواعد القوالب والصفائح التي لا تحتاج إلى صلابة عالية.
- 718H — درجة محسّنة مُقسّاة مسبقًا تتميز بتجانس داخلي أفضل وقابلية تلميع أفضل من P20، وهي حل وسط جيد للألواح الأكبر حجمًا والتجاويف ذات العمر المتوسط.
- S136 — فولاذ مقاوم للتآكل من الفولاذ المقاوم للصدأ المستخدم في صناعة القوالب، والذي يتصلب إلى حوالي 48-52 HRC بعد المعالجة الحرارية بالتفريغ، مما يجعله الخيار المعتاد للتجويف واللب والحشوات الحرجة في قوالب MCB عالية اللمعان وطويلة العمر.
تُعدّ المواد المُقسّاة، مثل فولاذ الأدوات S136 (أو ما يُماثله من درجات الفولاذ المُستخدمة في التشكيل على الساخن مثل H13)، الخيار الأمثل لأسطح قوالب الأدوات ذات الإنتاج الضخم أو فولاذ الأدوات المُستخدم في معالجة المواد المُدعّمة بالألياف الزجاجية أو غيرها من المواد الكاشطة. يعتمد قرار تقسية الأسطح على تكلفة التقسية والمدة الزمنية اللازمة لاستخدام الأسطح المُقسّاة مُقارنةً بالمدة المُتوقعة لإخراج القالب من القالب. مع ذلك، عند استخدام برنامج MCB لأكثر من مليون دورة، فإن تكلفة استخدام الأسطح المُقسّاة عادةً ما تُعوّض نفسها.
برمجة التصنيع بمساعدة الحاسوب والتشغيل الدقيق
يتولى مهندسو العمليات مسؤولية تصميم تسلسل عمليات التشغيل لكل مكون على حدة قبل البدء بقطع أي معدن. يشمل ذلك التشغيل الأولي، والتشغيل شبه النهائي، والتشطيب، وتصميم أقطاب التفريغ الكهربائي، وبرمجة القطع السلكي. كل هذا العمل المتقن باستخدام برامج التصنيع بمساعدة الحاسوب (CAM) يمهد الطريق لمراحل لاحقة سريعة ودقيقة.
تتضمن عملية القطع عدة عمليات منفصلة. على سبيل المثال، تعمل آلات CNC على إنشاء قطع لكل من قاعدة القالب وجميع ألواح التجويف، بالإضافة إلى بعض العناصر الهيكلية الأخرى التي يمكن تشكيلها باستخدام نظام أدوات تقليدي.
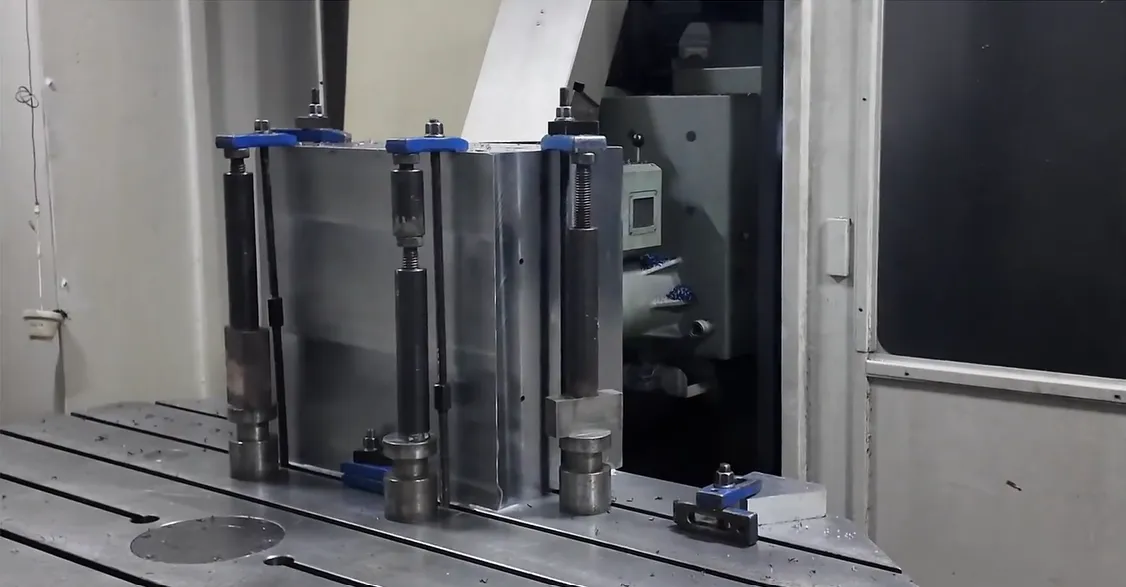
تتولى تقنيتا القطع الكهربائي والقطع السلكي المهام التي لا تستطيع قواطع التفريز إنجازها بدقة، مثل الأضلاع العميقة، والفتحات الضيقة، والزوايا الداخلية الحادة، والملامح الدقيقة على الحشوات. هذه هي تحديدًا الخصائص التي تمنح غلاف قاطع الدائرة المصغر جدرانه الداخلية وتفاصيل تحديد المواقع، لذا فإن دقة هذه الخطوة تنعكس مباشرةً على المنتج النهائي.

قبل وبعد عملية التشكيل، تُعالج أجزاء القالب حرارياً للوصول إلى الصلابة المطلوبة، ثم تُصقل أسطحها للحصول على اللمسة النهائية المرغوبة. وبفضل هذه العملية، بالإضافة إلى صقل سطح التجويف، يكتسب الغلاف النهائي لمعانه.
التجميع والتجربة والتصحيح
بعد تصنيع جميع الأجزاء، يحين وقت تجميعها معًا لتكوين أداة كاملة؛ أي قاعدة القالب، ونظام الطرد، وخطوط التبريد، والحشوات/الموجهات، والآليات الجانبية. ثم يُوضع القالب على آلة للاختبار، عادةً قبل بدء الإنتاج (مثل النوع 0، والنوع 1، والنوع 2).
تعتمد جولات الاختبار على تحديد المشكلات في القوالب قيد الاختبار وحلها. يقوم المهندسون بتقييم جودة التعبئة، ودقة الأبعاد، وسهولة فك القالب، وكفاءة دورة الإنتاج، ثم يعالجون أي مشكلة تظهر أثناء عملية الاختبار. على سبيل المثال، قد تشمل هذه المشكلات زيادة في الزوائد (أو الزوائد الناتجة عن عملية الصب)، أو نقصًا في التعبئة، أو تشوهًا، أو عدم توازن في توزيع التجاويف. عمومًا، يتطلب الأمر عدة جولات من الاختبار قبل أن تصبح المنتجات قابلة للاستخدام في عملية التحقق.
التحقق من صحة العينة وإصدار الإنتاج
ستخضع العينات للتحقق الرسمي من حيث الأبعاد والمظهر والملاءمة وعلاقة الغلاف والغطاء والمقبض المصبوب كجزء من التجميع الكامل. بمجرد اجتياز جميع العينات لاختبارات التحقق، سينتقل القالب إلى مرحلة إطلاق الإنتاج حيث سيتم تحديد جميع معايير عملية التشكيل أو تثبيتها؛ أي درجة حرارة الانصهار، ودرجة حرارة القالب، وضغط الحقن، وضغط التثبيت، ووقت التبريد، وإجمالي وقت الدورة.
تؤدي كل من هذه المعايير دورًا هامًا في خطوة محددة من عملية إنتاج الحقن (أي مرحلة الحقن). تتضمن عملية الحقن ضخ الراتنج المنصهر في التجويف؛ ويوفر ضغط التعبئة مادة إضافية لتعويض انكماش البلاستيك أثناء التبريد؛ ويحافظ ضغط التثبيت على ضغط التجويف حتى يتجمد الصمام، مما يُحدد الأبعاد النهائية وخصائص الوزن للقطعة؛ ويستمر التبريد حتى تصبح القطعة صلبة بما يكفي لإخراجها من القالب. في حال عدم توازن معايير العملية خلال أي من هذه المراحل، ستظهر عيوب واضحة في القطعة (على سبيل المثال، إذا كان ضغط التعبئة والتثبيت غير كافٍ، ستظهر علامات انكماش على القطعة أو ستكون ناقصة الوزن؛ وإذا كان ضغط التعبئة والتثبيت مرتفعًا جدًا، فسيتداخل نصفي القالب ويُحدثان زوائد عند خط الفصل).
يجب تحديد هذه المعايير من خلال بيانات دقيقة بدلاً من التخمين، إذا كنت ترغب في إنتاج منتج مصبوب بالحقن يمكن الاعتماد عليه لملايين الدورات. توفر طريقة التشكيل العلمية - باستخدام مستشعرات ضغط التجويف والاختبار المنظم (تصميم التجارب) لكل متغير من متغيرات عملية التشكيل بالحقن البلاستيكي - نطاقًا للعملية يمكن تكراره باستمرار لكل دورة قالب؛ وبالتالي، يوفر ذلك شرطًا أساسيًا لإنتاج كميات كبيرة ومستقرة من قواطع الدائرة المصغرة. ثم تنقل هذه الإعدادات النهائية الهياكل مباشرة إلى عمليات لاحقة مثل... خط تجميع قواطع الدائرة المصغرة الأوتوماتيكي, حيث أن ثبات أبعاد الأجزاء هو ما يحافظ على استمرار خط الإنتاج دون حدوث أعطال.
صيانة العفن وإدارة دورة حياته
بمجرد تسليم قالب قاطع الدائرة المصغر، يتطلب الأمر عناية مستمرة للحفاظ على دقته لأكثر من مليون دورة إنتاج، بما في ذلك الصيانة الوقائية (التنظيف، والتشحيم، وفحص الأجزاء المعرضة للتلف) بالإضافة إلى استبدال المكونات قبل حدوث أي عطل. يُنتج القالب الذي تتم صيانته جيدًا منتجات ذات جودة ثابتة لسنوات عديدة، بينما ينحرف القالب الذي تتم صيانته بشكل سيئ عن نطاق التفاوت المسموح به وينتج عنه منتجات تالفة قبل الموعد المتوقع بفترة طويلة.
يُصنع القالب المستخدم في إنتاج الأجزاء باستخدام قالب مصمم بدقة، ويتم تشكيله بدقة متناهية، ويخضع لاختبارات شاملة خلال فترة تجريبية (مع التحلي بالصبر)، ويُصان بعناية فائقة طوال فترة استخدامه. تتضافر هذه العوامل جميعها لإنتاج منتج مطابق تمامًا وبنفس الجودة طالما تم اتباع نفس العمليات.
الأسئلة الشائعة
ما نوع الفولاذ المستخدم في قوالب حقن MCB؟
يُحدد نوع المكون نوع الفولاذ المستخدم. عادةً ما تُستخدم في حشوات التجويف، وحشوات القلب، والحشوات الحرجة، أنواع من الفولاذ المُقسّى مسبقًا مثل P20 أو 718H، مما يوفر سطحًا مستويًا مصقولًا وصلابة تتراوح بين 48 و52 HRC. أما بالنسبة لمن يحتاجون إلى كميات كبيرة أو يستخدمون مواد مُدعّمة بالألياف الزجاجية، فيمكن استخدام فولاذ H13 المُستخدم في أعمال التشكيل الساخن على أسطح القوالب.
كم يدوم قالب حقن القواطع الكهربائية المصغرة؟
صُممت أدوات قواطع الدائرة المصغرة عالية الجودة لتدوم ما لا يقل عن مليون دورة استخدام في بيئة عمل عادية؛ ومع ذلك، مع التصنيع والعناية المناسبين، تجاوز أداء العديد من الأدوات هذا العمر الافتراضي المتوقع بشكل ملحوظ. يتحدد العمر الافتراضي الفعلي بنوع الفولاذ المستخدم في تصنيع الأداة، ومادة التشكيل المختارة، ومعايير دورة الأدوات، ومدى انتظام الصيانة التي تُجرى عليها بمرور الوقت.
كم عدد التجاويف التي يجب أن يحتوي عليها قالب قاطع الدائرة المصغر؟
يعتمد هذا بشكل أساسي على مستوى الإنتاج المستهدف سنويًا ومدى تعقيد القطعة. تتطلب أحجام الإنتاج الأعلى استخدام قوالب متعددة التجاويف بهدف خفض تكلفة الوحدة، إلا أن زيادة عدد التجاويف تزيد من صعوبة التحكم في توازن التعبئة والتوازن بينها. لهذا السبب، وقبل وضع التصميم النهائي لقالب القطعة، يتم إجراء تحليل لتعبئة القالب.
لماذا يُعد تحليل تدفق القوالب مهمًا لقوالب MCB؟
قبل قطع الفولاذ، يمكن للمهندسين استخدام البرامج لتحسين موقع البوابة، وتوازن التعبئة، وخطوط اللحام، ومصائد الهواء، والتشوه.
في حالة الأدوات متعددة التجاويف، فإن هذه هي الوسيلة الأساسية للحفاظ على توازن التجاويف وتناسق الأجزاء، وبالتالي منع إعادة العمل المكلفة بعد إنشاء القالب.
ما الذي يسبب الوميض والتصوير القصير أثناء تجارب العفن؟
الحقن غير الكامل: يشير الوميض عادةً إلى نقص قوة التثبيت الكافية، أو تآكل خط الفصل، أو زيادة ضغط الحقن؛ وينتج الحقن غير الكامل عن عدم كفاية التعبئة، أو انخفاض درجة حرارة الانصهار، أو وجود هواء محبوس وضعف التهوية. يُعد كل من الوميض والحقن غير الكامل من النتائج الشائعة للتجارب (T0-T2)، ويتم تصحيح هذه المشكلات عن طريق تغيير أو ضبط إعدادات الماكينة، والأدوات، و/أو معايير العملية قبل بدء عمليات الإنتاج.
كم من الوقت يستغرق تطوير قالب حقن MCB؟
يتفاوت الوقت اللازم لإكمال قالب MCB متعدد التجاويف عالي الدقة عادةً بين بضعة أسابيع وعدة أشهر بعد الوصول إلى مرحلة التصميم النهائية وقبل بدء الإنتاج، وذلك تبعًا لمدى تعقيد القطعة المراد تشكيلها، وعدد التجاويف المطلوبة، وعدد التجارب اللازمة لإنتاج القطعة. وباستخدام تحليل تدفق القالب، إلى جانب اتباع نهج منظم في إعداد التجارب (التجارب قبل التصنيع)، يمكن تقليل هذه المدة الزمنية.
مراجع
- أوديهولم - فولاذ القوالب (بما في ذلك S136 / ستافاكس) — بيانات المواد المتعلقة بالفولاذ المقاوم للصدأ والفولاذ المعالج مسبقًا المستخدم في قوالب الحقن.
- قولبة الحقن - نظرة عامة — معلومات أساسية عن عملية التشكيل بالحقن، والبوابات، والتبريد، والعيوب.
- بلاستيكس توداي — تغطية صناعية لعمليات التشكيل بالحقن وممارسات الأدوات.
خاتمة
بناء جيد قالب حقن MCB يُعدّ التصميم الدقيق أساسًا هادئًا لخط إنتاج الكسارات عالي الإنتاجية: فإذا تمّ اختيار الأداة المناسبة، ستعمل جميع المراحل اللاحقة بكفاءة أعلى، وسرعة أكبر، وبأقل نسبة من المنتجات المعيبة. ويكمن العائد في إتقان العمل غير الجذاب - من تحديد القطعة بدقة، إلى محاكاتها قبل القطع، واختيار الفولاذ المناسب لكل مكون، والتصنيع وفقًا للتفاوتات المسموح بها، والتجربة بصبر، وصيانة القالب بعد بدء الإنتاج. بالنسبة للمصنعين الذين ينتجون الكسارات على نطاق واسع، فإنّ هذا الانضباط هو ما يحوّل القالب من أداة فريدة إلى أصل إنتاجي موثوق. إذا كنت تخطط أيضًا للمرحلة اللاحقة من خط الإنتاج، فانظر كيف تتدفق الهياكل المصبوبة إلى... خط تجميع قواطع الدائرة المصغرة الأوتوماتيكي, ودليلنا لاختيار ماكينة لحام التلامس MCCB لمعدات تصنيع قواطع الدائرة الكهربائية ذات الصلة.




