
 benlong
benlong 



فرآیند توسعه قالب تزریق MCB: از طراحی تا تولید انبوه
توسط هوانگ شیائولی | زمان انتشار: 2026-06-26
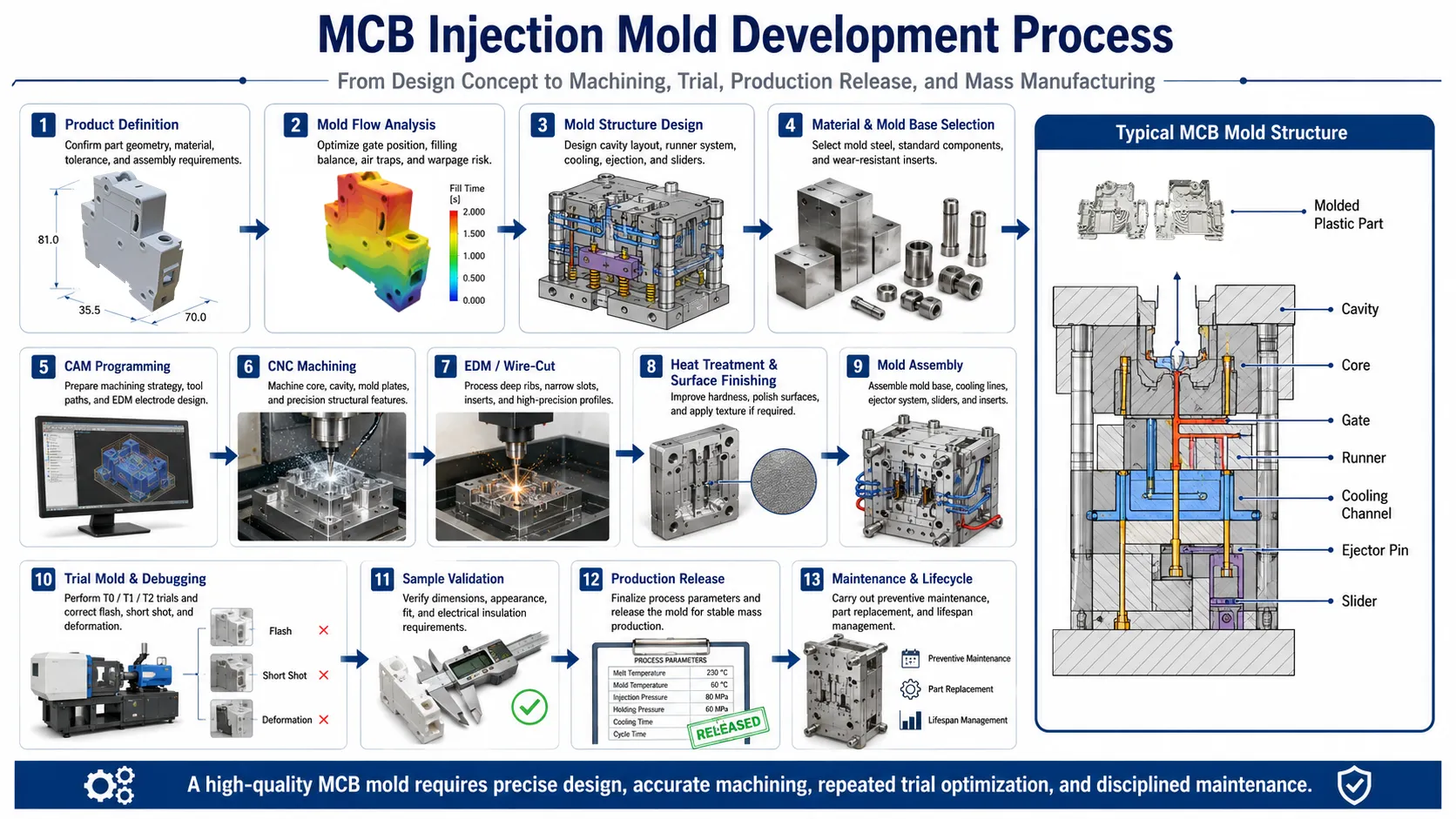
یک قالب تزریق MCB به طور خاص برای تولید تعداد زیادی از محفظههای مینیاتوری مشابه کلید قدرت با کنترل دقیق تلرانسها در طول فرآیند تولید طراحی شده است. واقعیت این گفته تا زمانی که ابزار اصلی در نظر گرفته نشود، آشکار نمیشود. قالب تزریق MCB از نوع خاصی از فولاد عملیات حرارتی شده (فولاد سخت شده) ساخته شده است و برای استفاده در بیش از یک میلیون چرخه مهندسی شده است و باید تلرانسهای ابعاد هسته و حفره ±0.005-0.01 میلیمتر را حفظ کند و دارای یک سطح صیقلی باشد که به سطح آینهای در تمام سطوح خارجی نزدیک شود. رعایت این الزامات مستلزم یک توالی منظم از طراحی، شبیهسازی، ماشینکاری و آزمایش است. در نتیجه، صرف نظر از هر مرحله از این فرآیند منجر به مشکلاتی در مورد فلش، شاتهای کوتاه یا عدم جفت شدن محفظههای کلید قدرت در طول مونتاژ خواهد شد. این مقاله فرآیند کامل توسعه را از بررسی اولیه طراحی محفظه کلید قدرت تا آماده شدن قالب تزریق MCB برای تولید انبوه کامل مورد بحث قرار میدهد.
چه چیزی یک قالب تزریق MCB با دقت بالا را تعریف میکند؟
قبل از شروع کار، بهتر است بدانید که “خوب” بودن این نوع ابزار چگونه است. محفظههای MCB - بدنه، پوشش و دسته - قطعات کوچک و دیواره نازکی با ویژگیهای چفتشوندگی و روابط مونتاژ محکم هستند، بنابراین قالب باید ابعاد را به دقت در خود نگه دارد و آنها را به صورت متوالی تکرار کند. چند معیار که اکثر پروژهها به دنبال آن هستند:
- عمر مفید حداقل ۱ میلیون چرخه برای اجزای قالب گیری.
- دقت ماشینکاری ±0.005–0.01 میلیمتر روی هسته، حفره و درجهای بحرانی.
- جلای براق یا آینهای روی سطوح قابل مشاهده، که هم ظاهر قطعه و هم نحوهی جدا شدن از قالب را بهبود میبخشد.
- سختی حفره و هسته حدود ۴۸ تا ۵۲ راکول آر سی پس از عملیات حرارتی در خلاء، برای مقاومت در برابر سایش و پایداری ابعادی در طول عمر ابزار.
اگر این چهار مورد را بزنید، قالب به خوبی کار میکند. اگر آنها را از دست بدهید، هزینه آن را به صورت ضایعات و زمان از کارافتادگی خواهید پرداخت.
تعریف محصول و تحلیل جریان قالب
گام اولیه در هر پروژه در واقع قطعه است، نه قالب. مدل سهبعدی محفظه، پلاستیک انتخابشده، محدوده تلرانس و الزامات ظاهری توسط ابزارساز ارزیابی میشود و تأکید ویژه بر نحوه قرارگیری بدنه، پوشش و دسته در کنار هم است. این مرحله اولیه پروژه نیاز به تأکید ویژه بر توزیع ضخامت دیواره و هندسه چفتشوندگی دارد، زیرا آنها تعیین میکنند که آیا قطعه میتواند بدون علائم فرورفتگی یا تابخوردگی در طول فرآیند قالبگیری تولید شود یا خیر.
پس از نهایی شدن الزامات، طرح برای جریان قالب تجزیه و تحلیل میشود. در این مرحله، بهینهسازی برای مکانهای دروازه، تعادل پرکنندهها، موقعیتهای خط جوش، خطرات تله هوا و تاب برداشتن روی صفحه قبل از ماشینکاری اولین قطعه فولادی انجام میشود. با داشتن یک قالب چند حفرهای MCB، نیاز به تعادل حفرهها وجود دارد، زیرا این امر مستقیماً بر سازگاری قطعه به قطعه و همچنین سرعت تولید ابزار در کارگاه تأثیر میگذارد.
طراحی ساختار قالب
وقتی نتایج شبیهسازیهایمان را به دست آوردیم، میتوانیم شروع به طراحی معماری کامل ابزارمان کنیم. این شامل تعریف تعداد حفرهها و چیدمان آن حفرهها؛ طراحی سیستم راهگاه؛ طراحی کانالهای خنککننده؛ ایجاد مکانیسم(های) پرتاب؛ طراحی یک لغزنده و/یا قطعه(های) درجشده؛ و غیره میشود.
بزرگترین محرک برای تصمیمگیری در این مورد معمولاً هدف تولید است. برنامهای که سالانه به میلیونها قطعه نیاز دارد، ساخت یک قالب چند حفرهای، کاملاً سختشده و با طول عمر بالا را توجیه میکند. اگرچه این نوع قالب هزینه اولیه بیشتری دارد، اما امکان کاهش هزینه به ازای هر قطعه و کیفیت پایدار را در طول یک دوره تولید طولانی فراهم میکند.
از نظر کیفیت قطعات، دو ویژگی این پیکربندی با توجه به اندازهشان، ارزش بالایی دارند: طرح خنککننده و تهویه.
کانالهای خنککننده فقط میتوانند گرما را به طور مداوم از حفره بیرون بکشند، زیرا خنکسازی ناهموار یکی از دلایل مکرر تاب برداشتن و تغییر ابعاد، به ویژه در محفظههای دیواره نازک است. علاوه بر این، از آنجایی که یک قطعه خنکشده تا زمانی که به اندازه کافی جامد نشده و شکل خود را حفظ نکند، نمیتواند خارج شود، این امر معیار زمان چرخه را تعیین میکند.
همانند قطعات کوچک MCB، تهویه نیز به همان اندازه اهمیت دارد. با پر شدن حفره توسط مذاب، هوا به بیرون رانده میشود و اگر جایی برای خروج آن وجود نداشته باشد، در آخرین قسمت پر شده، لکههای سوختگی یا تخلخل گاز به دلیل هوای محبوس ایجاد میشود. قالبهای MCB که به درستی ساخته شدهاند، دارای دریچههایی در خط جدایش، در نقاطی که پر شدن مذاب به پایان رسیده است و اغلب پینهای پران هستند.
انتخاب فولاد قالب مناسب
بخش زیادی از عملکرد بلندمدت قالب MCB در اینجا تعیین میشود و اجزای مختلف به جای یک گرید خاص، به فولادهای مختلفی نیاز دارند:
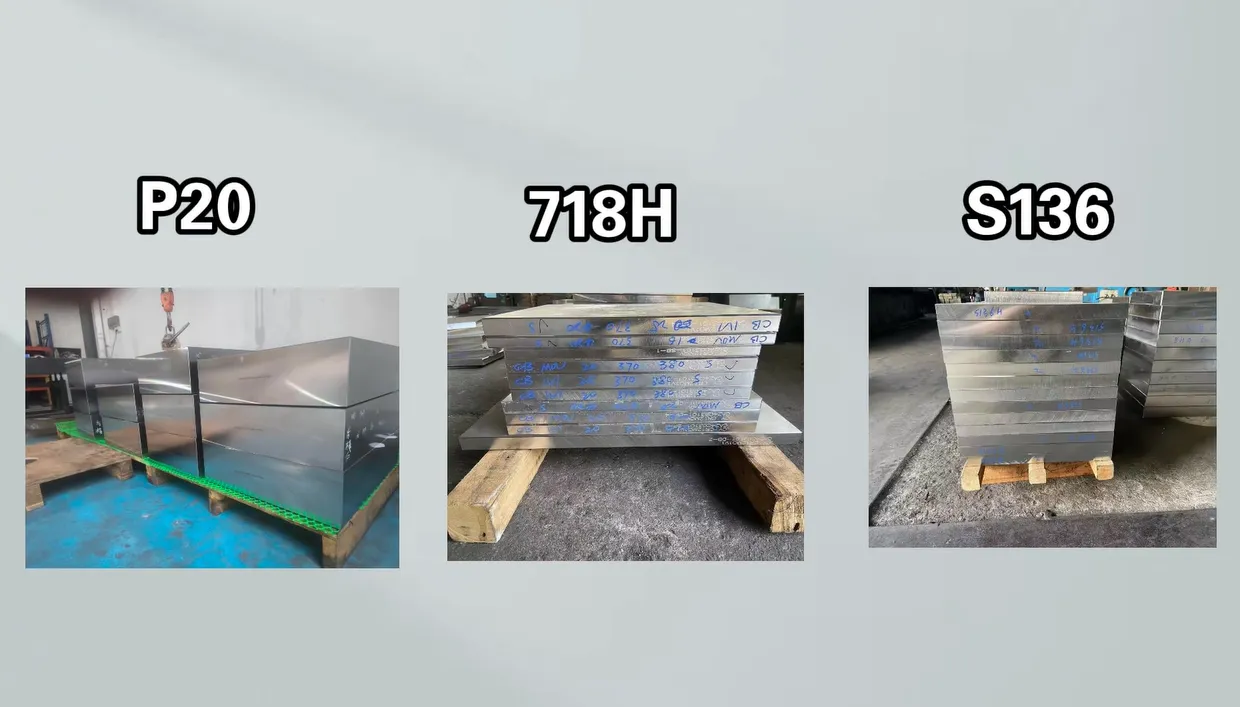
هر کدام برای یک جزء متفاوت مناسب هستند.
- پی۲۰ — فولادی از پیش سختشده (تقریباً ۲۸ تا ۳۲ راکول آرسی) که به خوبی ماشینکاری میشود و مقرونبهصرفه است، معمولاً برای پایههای قالب و صفحاتی که به سختی بالا نیاز ندارند، استفاده میشود.
- ۷۱۸ اچ - یک گرید پیشسختشده بهبودیافته با یکنواختی داخلی و صیقلپذیری بهتر نسبت به P20، یک گزینه میانی مناسب برای صفحات بزرگتر و حفرههای با عمر متوسط.
- اس۱۳۶ - یک فولاد قالب ضد زنگ مقاوم در برابر خوردگی که پس از عملیات حرارتی در خلاء تا حدود ۴۸ تا ۵۲ راکول آر سی سخت میشود، که آن را به انتخابی معمول برای حفره، هسته و اینسرتهای بحرانی در قالبهای MCB با براقیت بالا و طول عمر بالا تبدیل میکند.
مواد سختشده، مانند فولاد ابزار S136 (یا گرید مشابه برای کار گرم مانند H13)، بهترین گزینه را برای سطوح قالب ابزارهای با حجم تولید بالا یا فولادهای ابزاری که برای پردازش مواد پرشده با شیشه یا سایر مواد ساینده استفاده میشوند، فراهم میکنند. تصمیم برای سختکاری سطوح به هزینه سختکاری و زمان مورد نیاز برای استفاده از سطوح سختشده در مقایسه با مدت زمانی که میتوانید انتظار داشته باشید از قالب خارج شوید، بستگی دارد. با این حال، هنگام استفاده از یک برنامه MCB با بیش از 1 میلیون چرخه، هزینه مربوط به مسیر سختشده معمولاً هزینه خود را جبران میکند.
برنامهنویسی CAM و ماشینکاری دقیق
مهندسان فرآیند مسئول طراحی توالی ماشینکاری هر قطعه به صورت جداگانه قبل از برش هر فلز هستند. این شامل ماشینکاری خشن، ماشینکاری نیمه پرداخت، پرداخت نهایی، طراحی الکترود EDM و برنامه نویسی برش سیمی میشود. تمام این کارهای CAM زمینه را برای مراحل بعدی سریع و دقیق فراهم میکند.
چندین فرآیند جداگانه در فرآیند برش دخیل هستند. به عنوان مثال، ماشینکاری CNC برای ایجاد قطعاتی برای پایه قالب و تمام صفحات حفره، و همچنین برخی دیگر از عناصر ساختاری که میتوانند با یک سیستم ابزار معمولی ماشینکاری شوند، عمل میکند.
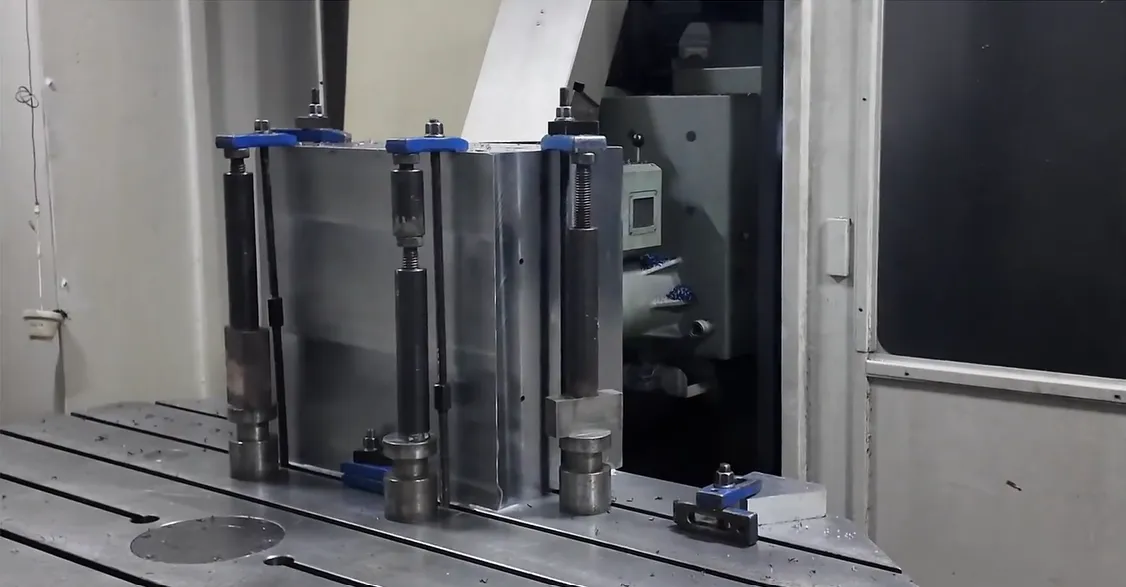
EDM و سیم برش جاهایی را که فرزها نمیتوانند به طور تمیز برش دهند، به عهده میگیرند - شیارهای عمیق، شیارهای باریک، گوشههای داخلی تیز و پروفیلهای دقیق روی اینسرتها. اینها دقیقاً همان ویژگیهایی هستند که به یک محفظه MCB دیوارههای داخلی و جزئیات مکانیابی را میدهند، بنابراین دقت این مرحله مستقیماً به قطعه نهایی منتقل میشود.

قبل و بعد از ماشینکاری، قطعات قالبگیری شده تا رسیدن به سختی مورد نظر، تحت عملیات حرارتی قرار میگیرند و سپس سطح آنها صیقل داده میشود تا به سطح نهایی دلخواه برسند. در نتیجهی این فرآیند، همراه با اعمال صیقل روی سطح حفره، محفظه نهایی براق خواهد شد.
مونتاژ، آزمایش و اشکالزدایی
پس از ایجاد تمام قطعات، زمان آن رسیده است که همه چیز را برای ایجاد یک ابزار کامل مونتاژ کنیم؛ یعنی پایه قالب، سیستم پران، خطوط خنککننده، اینسرتها/راهنماها و ساید اکشنها. سپس قالب برای آزمایش معمولاً قبل از اینکه بتواند وارد تولید شود، روی دستگاه قرار میگیرد (مثلاً نوع ۰، نوع ۱ و نوع ۲).
مراحل آزمایشی بر اساس شناسایی و حل مشکلات درون قالبهای مورد آزمایش انجام میشوند. مهندسان کیفیت پر شدن، دقت ابعادی، عملکرد خروج از قالب و عملکرد چرخه را ارزیابی میکنند و سپس به هر آنچه در طول فرآیند آزمایش یا آزمایش ظاهر میشود، رسیدگی میکنند. به عنوان مثال، این میتواند شامل پلیسه (یا اسپرو) اضافی، پر شدن کوتاه، تغییر شکل یا عدم تعادل در توزیع حفره باشد. به طور کلی، قبل از اینکه اقلام تولید شده برای اعتبارسنجی قابل استفاده باشند، چندین مرحله آزمایش مورد نیاز است.
اعتبارسنجی نمونه و انتشار محصول
نمونهها از نظر ابعاد، ظاهر، تناسب و ارتباط بدنه، پوشش و دسته قالبگیری شده به عنوان بخشی از مجموعه کامل، مورد اعتبارسنجی رسمی قرار میگیرند. پس از اینکه همه نمونهها آزمایش اعتبارسنجی خود را با موفقیت پشت سر گذاشتند، قالب به مرحله تولید و عرضه منتقل میشود که در آن تمام پارامترهای فرآیند قالبگیری تعیین یا تثبیت میشوند؛ یعنی دمای مذاب، دمای قالب، فشار تزریق، فشار نگهداری، زمان خنکسازی و کل زمان چرخه.
این پارامترها هر کدام نقش مهمی در یک مرحله خاص از فرآیند کلی تولید شات (یعنی مرحله شات) ایفا میکنند. فرآیند تزریق، رزین مذاب را به داخل حفره تزریق میکند؛ فشار تراکم، مواد اضافی را برای جبران انقباض پلاستیک در حین خنک شدن فراهم میکند؛ فشار نگهداری، حفره را تا زمان بسته شدن یخزدگی دریچه تحت فشار نگه میدارد و بنابراین ویژگیهای ابعادی و وزنی نهایی قطعه را ایجاد میکند؛ و خنک شدن تا زمانی که قطعه به اندازه کافی سفت شود تا از قالب خارج شود. اگر تعادل نامناسبی بین پارامترهای فرآیند در هر یک از این مراحل وجود داشته باشد، قطعه دارای نقصهای قابل شناسایی خواهد بود (به عنوان مثال، اگر تراکم و نگهداری ناکافی باشد، قطعه دارای علائم فرورفتگی یا کمبود وزن خواهد بود؛ اگر فشار تراکم و نگهداری خیلی زیاد باشد، نیمههای قالب در خط جدایش دچار فرورفتگی میشوند و ایجاد پلیسه میکنند).
اگر میخواهید محصولی تزریقی تولید کنید که بتوان به آن برای میلیونها چرخه اعتماد کرد، این پارامترها باید از طریق دادههای دقیق به جای حدس و گمان تعیین شوند. یک روش قالبگیری علمی - با استفاده از حسگرهای فشار حفره و آزمایش ساختاریافته (DOE) برای هر یک از متغیرهای فراوان فرآیند قالبگیری تزریق پلاستیک - یک پنجره فرآیند ایجاد میکند که میتواند به طور مداوم برای هر چرخه قالب تکرار شود. بنابراین، یک الزام اساسی برای تولید حجم بالایی از MCBها با ثبات فراهم میکند. سپس این تنظیمات نهایی، محفظهها را مستقیماً به عملیات پاییندستی مانند ... منتقل میکنند. خط مونتاژ اتوماتیک MCB, که در آن ابعاد ثابت قطعه، عاملی است که باعث میشود خط تولید بدون گیر کردن، به کار خود ادامه دهد.
نگهداری قالب و مدیریت چرخه عمر
پس از تحویل قالب MCB، برای حفظ دقت آن برای بیش از یک میلیون چرخه، نیاز به توجه مداوم است، از جمله جلوگیری از تعمیر و نگهداری (تمیز کردن، روغن کاری و بازرسی قطعات فرسوده) و همچنین تعویض قطعات قبل از بروز خرابی. یک قالب با نگهداری خوب، سالها محصولات با کیفیت ثابت تولید میکند، در حالی که یک قالب با نگهداری ضعیف، خیلی زودتر از موعد مقرر از تلرانس خارج شده و ضایعات تولید میکند.
قالبی که قطعات را تولید میکند، با قالبی با طراحی دقیق ساخته شده، به طور دقیق ماشینکاری شده، در طول دوره آزمایشی (صبر) به طور کامل آزمایش شده و در طول کل دوره خدمات خود با نظم و انضباط حفظ میشود. همه این عوامل با هم ترکیب میشوند تا زمانی که فرآیندهای یکسانی دنبال شوند، محصولی یکسان با کیفیت یکسان ایجاد کنند.
سوالات متداول
چه فولادی برای قالبهای تزریق MCB استفاده میشود؟
نوع قطعه، نوع فولادی را که میتوان استفاده کرد، تعیین میکند. در حفرههای قالب، هستههای قالب و قطعات حساس معمولاً از فولاد پیشسختشده مانند P20 یا 718H استفاده میشود که سطحی صاف و صیقلی با سختی 48 تا 52 HRC ایجاد میکند. برای کسانی که به حجم بالا نیاز دارند یا از مواد پرشده با شیشه استفاده میکنند، میتوان از فولاد گرمکاری درجه H13 روی سطوح قالب استفاده کرد.
قالب تزریق MCB چقدر دوام میآورد؟
ابزارهای MCB با کیفیت بالا معمولاً به گونهای طراحی میشوند که حداقل ۱،۰۰۰،۰۰۰ چرخه استفاده را در یک محیط کاری متوسط دوام بیاورند. با این حال، با ساخت و مراقبت مناسب، بسیاری از ابزارها به طور قابل توجهی فراتر از این حداقل عمر مفید مورد انتظار عمل کردهاند. عمر مفید واقعی با نوع فولاد مورد استفاده در ساخت ابزار، انتخاب مواد قالبگیری شده، پارامترهای چرخه ابزار و میزان نگهداری انجام شده بر روی ابزار در طول زمان تعیین میشود.
قالب MCB باید چند حفره داشته باشد؟
این امر عمدتاً بر اساس سطح تولید هدف در سال و پیچیدگی قطعه تعیین میشود. حجم تولید بالاتر، به دلیل تمایل به کاهش هزینه واحد، استفاده از قالبهای چند حفرهای را توجیه میکند، با این حال، با افزایش حفرهها، کنترل تعادل پر شدن و تعادل بین حفرهها دشوارتر میشود. به همین دلیل است که قبل از نهایی کردن طرح قالب قطعه، تجزیه و تحلیل پر شدن قالب انجام میشود.
چرا تحلیل جریان قالب برای قالبهای MCB مهم است؟
قبل از برش فولاد، مهندسان میتوانند از نرمافزار برای بهینهسازی محل دروازه، تعادل پرکننده، خطوط جوش، تلههای هوا و تابخوردگی استفاده کنند.
در مورد ابزارهای چند حفرهای، این روش اصلی برای حفظ تعادل حفرهها و ثبات قطعات است، بنابراین از دوبارهکاریهای پرهزینه پس از ساخت قالب جلوگیری میشود.
چه چیزی باعث ایجاد جرقه و شلیکهای کوتاه در طول آزمایش کپک میشود؟
پاششهای کوتاه: جرقه معمولاً نشاندهندهی کمبود نیروی گیره، سایش در خط جدایش یا فشار تزریق بیش از حد است؛ جرقههای کوتاه در اثر پر شدن ناکافی، دمای ذوب پایین یا هوای محبوس شده و تهویه ضعیف ایجاد میشوند. جرقه و پاششهای کوتاه هر دو نتایج رایج آزمایشها (T0-T2) هستند و اصلاح این مشکلات با تغییر یا تنظیم تنظیمات دستگاه، ابزار و/یا پارامترهای فرآیند قبل از تولید انجام میشود.
ساخت قالب تزریق MCB چقدر طول میکشد؟
مدت زمان لازم برای تکمیل یک قالب MCB چند حفرهای با دقت بالا، عموماً بین چند هفته تا چند ماه پس از رسیدن به مرحله طراحی نهایی و قبل از تولید، بسته به پیچیدگی قطعه قالبگیری شده (یا قالبگیری شده)، تعداد حفرههای مورد نیاز و تعداد آزمایشها برای تولید قطعه، متغیر است. با استفاده از تجزیه و تحلیل جریان قالب، همراه با یک رویکرد منظم برای آمادهسازی آزمایش (آزمایشها قبل از تولید)، میتوان این زمانبندیها را به حداقل رساند.
منابع
- فولادهای قالب اودهولم (شامل S136 / Stavax) - دادههای مربوط به مواد مربوط به فولادهای قالب ضد زنگ و پیشسختشده مورد استفاده در ابزار تزریق.
- قالبگیری تزریقی - مرور کلی - پیشینهای در مورد فرآیند قالبگیری تزریقی، گیتینگ، خنککاری و عیوب.
- پلاستیک امروز - پوشش صنعتی فرآیند قالبگیری تزریقی و شیوههای ابزارسازی.
نتیجهگیری
خوش ساخت قالب تزریق MCB پایه و اساس آرام زیر یک خط تولید با حجم بالا است: ابزار را درست انتخاب کنید و همه چیز در پایین دست تمیزتر، سریعتر و با ضایعات کمتر اجرا میشود. نتیجه نهایی از انجام خوب کار ساده حاصل میشود - تعریف صحیح قطعه، شبیهسازی قبل از برش، انتخاب فولاد مناسب برای هر جزء، ماشینکاری با تلرانس، آزمایش صبورانه و نگهداری قالب پس از تولید. برای تولیدکنندگانی که در مقیاس بزرگ، برشدهندهها را میسازند، این نظم و انضباط چیزی است که قالب را از یک ابزار یکبار مصرف به یک دارایی تولیدی قابل اعتماد تبدیل میکند. اگر در حال برنامهریزی برای بخش پایین دست خط نیز هستید، ببینید که چگونه محفظههای قالبگیری شده به یک ... جریان مییابند. خط مونتاژ اتوماتیک MCB, و راهنمای ما برای انتخاب یک دستگاه جوش تماسی MCCB برای تجهیزات تولید مدارشکن مرتبط.




