benlong
benlong 





MCB Çift Metal Destek Çerçevesi otomatik kaynak makinesi
Benlong MCB Bimetal Destek Çerçevesi otomatik kaynak makinesi – bimetal şeritler için hassas direnç kaynağı. ±0,05 mm doğruluk, 1.400-2.400 adet/saat, enerji izleme, IEC 60898-1 uyumlu. Yüksek hacimli MCB termal devre kesme montajı için idealdir.
MCB Bimetal Destek Çerçevesi Otomatik Kaynak Makinesi
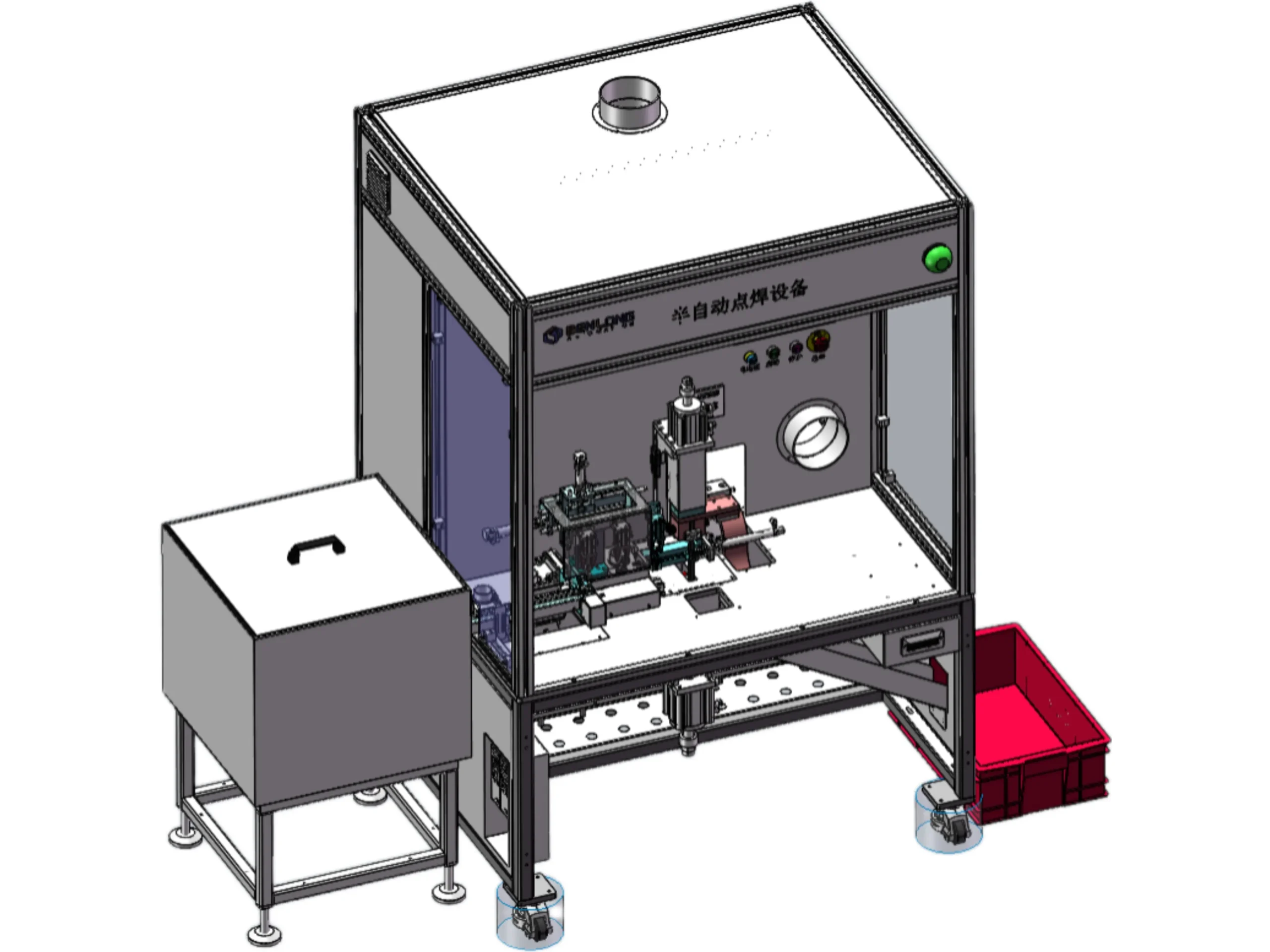
MCB Bimetal Destek Çerçevesi otomatik kaynak makinesi: MCB termal açma mekanizmasının vazgeçilmez bileşeni olan bimetal şerit, milimetrenin altında bir hizalama hassasiyeti ve kusursuz bir birleşme mukavemeti ile destek çerçevesine veya taşıyıcısına kaynaklanarak, minyatür devre kesicilerin aşırı yük açma performansını artırır.
Bu süreç, servo tahrikli bir iş parçası konumlandırıcı, programlanabilir bir kaynak güç kaynağı (kapasitif deşarj veya invertörlü DC), makine parçası besleyicisi, bimetal şeritlerin hassas bir şekilde alınması ve yerleştirilmesi, önceden ayarlanmış bir mesafeye göre hizalanma, belirtilen kaynak enerjisinin uygulanması ve son olarak çekme testi veya kaynak direncinin izlenmesi yoluyla ürün kalitesinin doğrulanmasını içerir. Tüm döngü PLC ile kontrol edilir ve her bir farklı bimetal ve destek çerçevesi türü ve boyutu için parametreler girilebilir. Çıkışlar saatte 1200 ila 2000 kaynak aralığındadır ve kusurlar genellikle sıfıra indirgenir.
Teslim süresi: 30 ila 45 gün. ±0,05 mm hassasiyetinde konumlandırma sağlanır. Termal devre kesme süresi, IEC 60898-1 standardının gerekliliklerini karşılar.

MCB Bimetal Destek Çerçeveli Otomatik Kaynak Makinesi nedir?
Bir MCB Bimetal Destek Çerçevesi otomatik kaynak makinesi. Bu makine, termal şeridi metal destek çerçevesine (veya taşıyıcıya) birleştirir; bu, minyatür devre kesicilerdeki termal açma ünitesinin çok önemli bir alt grubudur. Bimetal şerit, aşırı yük akımıyla ısıtıldığında deforme olur ve bu konum, kaynağın bütünlüğü ile birlikte açma doğruluğunu belirler (IEC 60898‑1). Bu, bimetale zarar vermeden tutarlı, düşük dirençli bir birleşim oluşturan hassas dirençli kaynak (veya kapasitif deşarjlı kaynak) makinesidir. Görüntü kılavuzlu veya mekanik parça hizalama, otomatik parça besleme ve işlem sırası kalite kontrolleri (örneğin çekme kuvveti veya kaynak enerjisinin izlenmesi) özellikleri mevcuttur ve sistem, yüksek hacimli MCB üretim tesislerinde 7/24 çalışacak şekilde tasarlanmıştır.
Servo kontrollü eksenler, ±0,05 mm'lik kaynak yerleştirme hassasiyeti sağlar.
Farklı bimetal kalınlıklarına göre ayarlanabilen kapasitif deşarj veya invertör DC.
Bimetal şeritler ve destek çerçeveleri için titreşimli hazneler veya tepsi yükleyiciler.
İsteğe bağlı kaynak kuvveti veya direnci ölçümü; spesifikasyonlara uymayan montajları eler.
Makine Özellikleri ve Kaynak Süreci




Teknik Özellikler
| Kaynak türü | Direnç kaynağı (kapasitif deşarj veya invertörlü doğru akım) |
|---|---|
| Uygun bimetal şerit boyutu | Uzunluk 10-40 mm, genişlik 3-12 mm, kalınlık 0,3-1,2 mm |
| Destek çerçevesi malzemesi | Bakır alaşımı, pirinç veya çelik (kalay kaplı) |
| Kaynak hassasiyeti | Konum tekrarlanabilirliği ±0,05 mm |
| Kaynak döngü süresi | Montaj başına 1,5 – 2,5 saniye (yaklaşık 1.400–2.400 adet/saat) |
| Kaynak enerjisi / akım aralığı | 10 – 500 J (kapasitif deşarj) veya 500 – 5.000 A (invertör DC) |
| Kontrol sistemi | HMI'lı PLC (Siemens/Mitsubishi), 20 adede kadar ürün modeli için tarif depolama |
| Besleme sistemi | Titreşimli hazneli besleyiciler (bimetal ve destek çerçevesi) veya tepsi istifleyici |
| Kalite kontrolü (isteğe bağlı) | Kaynak enerji monitörü, direnç ölçümü, kaynak sonrası çekme testi istasyonu |
| Güç kaynağı | 380V ±10% 50Hz | Basınçlı hava 0,5-0,7MPa |
Otomatik Bimetal Kaynağının Başlıca Avantajları
Tutarlı termal devre kesme performansı
Kaynak konumu ve enerjisi, bimetal sapmasını doğrudan etkiler. Otomasyon, manuel kaynakta ortaya çıkan sapmaları ortadan kaldırarak her bir MCB’nin IEC zaman-akım eğrisi dahilinde devreye girmesini sağlar.
Sıfır hata kalite hedefi
Üretim sırasındaki enerji izleme ve isteğe bağlı çekme testi doğrulaması, kusurlu kaynakları anında eler ve gevşek bimetal bağlantıların neden olduğu saha arızalarını azaltır.
Hızlı geçiş
Tarife dayalı parametreler ve hızlı değiştirilebilir kaynak elektrotları sayesinde, farklı bimetal/çerçeve boyutları arasında 15 dakikadan kısa sürede geçiş yapılabilir.
Daha yüksek verim
Manuel kaynakta saatte 200-300 montaj yapılırken, bu makine saatte 1.400-2.400 montaj gerçekleştiriyor; bu da 600-800 adetlik bir artış anlamına geliyor.












Müşteri Başarı Öyküsü
Vietnam’daki bir MCB üreticisi, manuel dirençli kaynak sistemi kullanırken 3% oranında bimetal kaynak hatasıyla karşılaşıyordu ve bu durum, son kalibrasyonda termal devre kesme hatalarına yol açıyordu. Otomatik kaynak makinemizi kullanarak hata oranı 0,1%’ye düştü. Otomatik enerji izleme sistemi, elektrot aşınmasını da hesaba katarak, gerçek kalite standartlarına ulaşılmadan önce operatörleri olası sapmalar konusunda uyardı. Üretim artışı, vardiya başına 800 ila 2.000 kaynaklı montaj arasında değişti ve ekipmanın maliyeti 8 ayda amorti edildi.
Müşteri, o zamandan beri 2P ve 4P MCB serileri için üç adet daha makine sipariş etti.
Uygulamalar ve Entegrasyon
Standart Teslimat ve Devreye Alma
Özel Kaynak Makinesi Teklifi İsteyin
Şerit ve destek çerçevesi numunelerinizi üretim hedeflerinizle birlikte bize gönderin; sizin için en uygun kaynak teknolojisinin hangisi (kapasitif deşarj mı yoksa invertörlü DC mi) olacağı konusunda tavsiyede bulunacak ve yatırım getirisi analizi sunacağız.
WhatsApp: +86 150 5837 0007 | E-posta: xsb@benlongkj.cn | İngilizce ve Çince destek
Bimetal Kaynak Otomasyonu İçin Neden Benlong'u Seçmelisiniz?
- 15 yılı aşkın tasarım deneyimi MCB bileşenli kaynak makineleri termal açma tertibatları için
- Kanıtlanmış ±0,05 mm konumlandırma hassasiyeti
- Esnek kaynak güç kaynakları (kapasitif deşarj / invertörlü DC)
- Üretim sürecinde enerji izleme ve isteğe bağlı çekme testi entegrasyonu
- Asya, Avrupa ve Amerika kıtalarındaki MCB fabrikalarında gerçekleştirilen küresel kurulumlar
Standart Makine Şunları İçerir
Servo tahrikli konumlandırma sistemi · Programlanabilir kuvvetli kaynak kafası · Kapasitif deşarjlı veya invertörlü DC güç kaynağı · Titreşimli hazneli besleyiciler (bimetal ve çerçeveli) · HMI'lı PLC (Siemens) · Güvenlik muhafazası · Bir set kaynak elektrotu · Kullanım kılavuzu · 1 yıl garanti.
Sıkça Sorulan Sorular
Kapasitif deşarj (CD) veya invertörlü DC ile direnç kaynağı tercih edilir. CD kaynağı, kısa ve yüksek enerjili bir darbeyi yoğunlaştırarak ısıdan etkilenen bölgeyi en aza indirir; böylece bimetalin kalibrasyon eğrisi bozulmaz. İnvertörlü DC ise daha kalın malzemeler için daha iyi kontrol edilebilir. Bimetalinizin kalınlığı ve çerçevenizin malzemesi göz önüne alındığında size en uygun seçeneği önerebiliriz.
Sistem, kaynağı bellekte depolanan bir enerji profiliyle karşılaştıran gerçek zamanlı bir enerji izleme sistemi aracılığıyla geri bildirim sağlar. Kaynak istenen enerji seviyesinde değilse (örneğin aşınmış elektrotlar nedeniyle), makine operatörü uyarır veya durumu otomatik olarak telafi eder. İsteğe bağlı kaynak direnci ölçüm özelliği, sürece daha fazla kontrol sağlar.
Evet. Bu makine, farklı kalınlık ve genişlikteki bimetal şeritler kullanarak farklı akım değerlerine sahiptir. Makine, her ürün için kaynak “ayarlarını” (konum, enerji, kuvvet vb.) “hafızasına alır” ve ürün değişimi genellikle 15 dakikadan az sürer.
Her gün kaynak elektrotlarını temizleyin ve basınçlı hava beslemesini kontrol edin. Her hafta, kullanılmış elektrotların durumunu kontrol edin ve aşınmış elektrotları düzeltin veya değiştirin. Her ay, kaynak enerjisini bir referans şant ile karşılaştırarak kontrol edin. Makinedeki PLC ayrıca elektrotların ömrünü takip eder ve değiştirme zamanı geldiğinde operatöre uyarı verir.
Kaynak sonrası çekme testi istasyonu isteğe bağlıdır. Çoğu müşteri, enerji izleme ve ara sıra yapılan tahribatlı numune almaya güvenmektedir. Bununla birlikte, belirli bir sıklıkta (örneğin, her 500 kaynak için 1 adet) otomatik olarak numune alan bir hat içi çekme testi istasyonu da temin edebiliriz.
İlgili Ürünler

RCBO PCBA otomatik lehimleme makinesi
Ayrıntıları Görüntüle
Gümüş nokta + Temaslı otomatik kaynak makinesi
Ayrıntıları Görüntüle
MCB Bimetalik + Hareketli Kontak + Bakır Örgülü Otomatik Kaynak Makinesi
Ayrıntıları Görüntüle
Gecikme Tüpü + Direk Ayakkabı otomatik kaynak makinesi
Ayrıntıları Görüntüle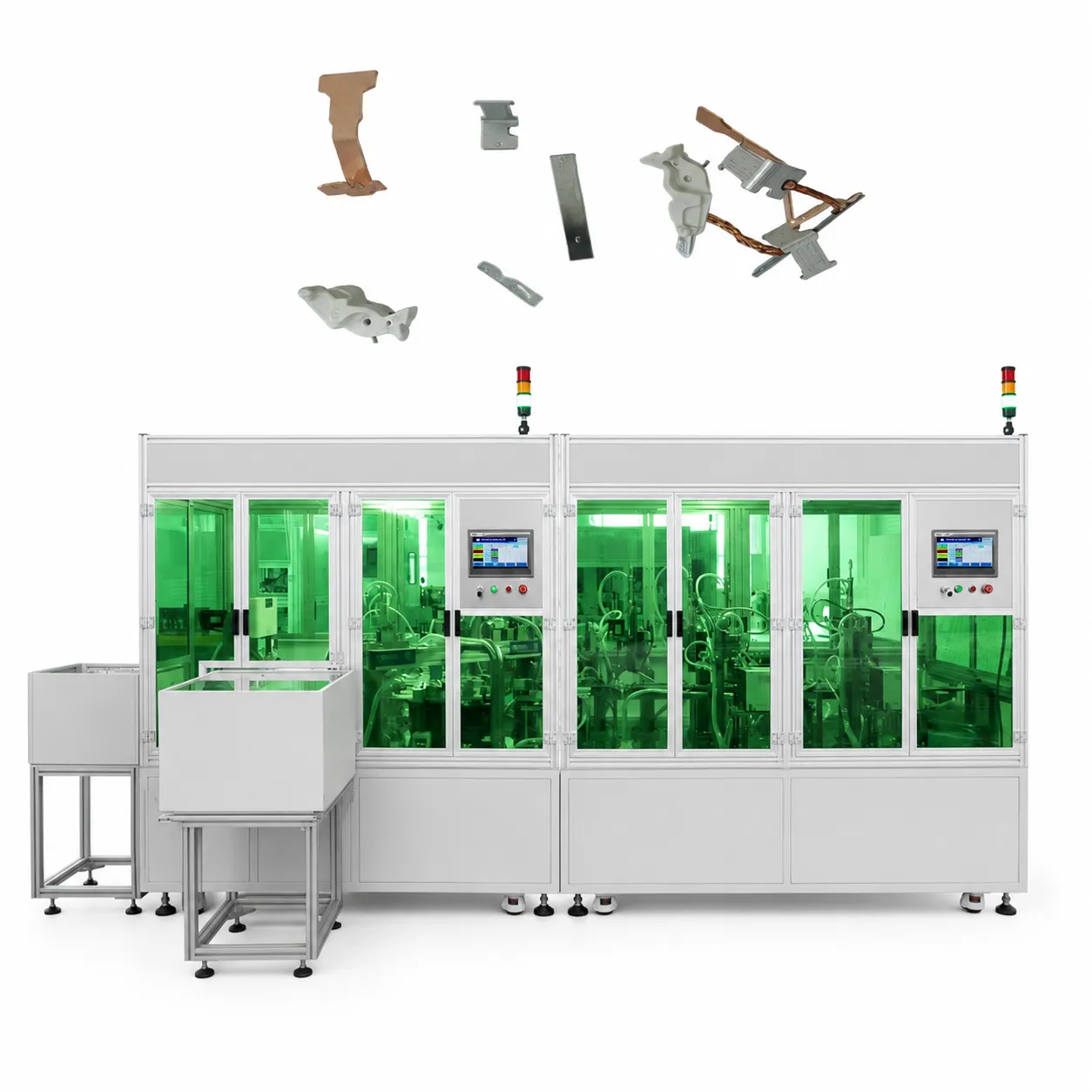
MCB termal devre kesme seti otomatik kaynak hattı
Ayrıntıları Görüntüle