
 Benlong
Benlong 




Mesin las otomatis set trip magnetik MCB
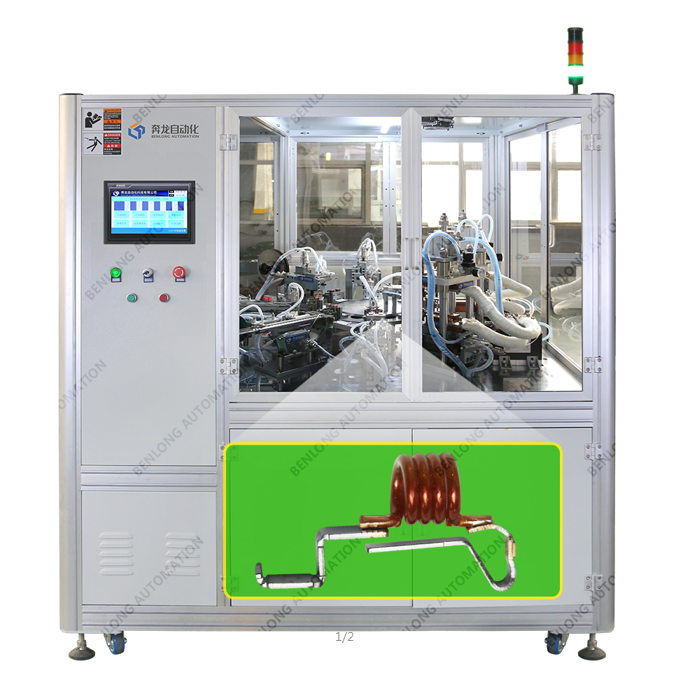
Mesin las otomatis set trip magnetik MCB Benlong – pengelasan mikro-resistansi atau laser untuk kabel kumparan solenoida. Pengupasan kawat terintegrasi, verifikasi resistansi pasca pengelasan (<0,1 mΩ). 1.200-2.000 sambungan/jam. Memastikan respons perlindungan korsleting yang konsisten.
Mesin Las Otomatis Set Trip Magnetik MCB
Sistem pengelasan otomatis untuk unit trip magnetik MCB adalah mesin pengelasan otomatis yang cepat dan berfungsi untuk mengelas kabel penghantar kumparan solenoida ke jalur arus internal (juga dikenal sebagai bus) dari unit trip magnetik pemutus sirkuit miniatur. Dengan menggunakan proses pengelasan mikro-resistansi atau laser modern, mesin ini menciptakan sambungan dengan resistansi sangat rendah dan integritas tinggi yang sangat penting untuk memastikan perlindungan hubung singkat yang andal. Mesin ini dilengkapi dengan fitur untuk pengupasan kawat, penentuan lokasi komponen yang akurat, dan parameter pengelasan yang dapat diprogram untuk memastikan bahwa semua sambungan akan memenuhi spesifikasi kualitas sambungan organisasi selama produksi volume tinggi.
Rangkaian magnet dan kumparan solenoida yang telah dirakit sebelumnya diterima oleh sistem; ujung kawat dikupas dan disejajarkan dengan bantalan terminal secara otomatis; pulsa pengelasan terkontrol diterapkan setelah penyelarasan. Resistansi diverifikasi setelah pengelasan (biasanya…
Pengiriman standar: 30-45 hari | Resistansi las <0,1 mΩ | Bersertifikat CE

Apa itu Mesin Las Otomatis Set Trip Magnetik MCB?
Mesin las otomatis yang dilengkapi dengan unit trip magnetik (MCB) adalah jenis unit produksi khusus yang dirancang untuk mengotomatiskan koneksi listrik antara kabel kumparan solenoida dan jalur pembawa arus melalui unit trip pemutus sirkuit miniatur (MCB). Ketika pemutus sirkuit terputus karena kondisi gangguan, unit trip memberikan perlindungan hubung singkat secara instan; resistansi apa pun pada titik pengelasan akan menyebabkan penundaan waktu trip atau menghasilkan panas berlebih di lokasi tersebut. Untuk memberikan pengelasan yang andal, berresistansi rendah, dan kuat secara mekanis tanpa merusak kawat tembaga halus yang digunakan untuk membuat kabel kumparan solenoida, mesin las otomatis ini menggunakan pengelasan mikro-resistansi atau pengelasan laser sebagai teknik pengelasan. Biasanya, mesin las otomatis mencakup stasiun pengupas kawat otomatis, sistem penglihatan untuk penyelarasan, kepala pengelasan dengan kontrol gaya, dan perangkat verifikasi resistansi pasca-pengelasan – semuanya diurutkan dan dikendalikan oleh PLC (pengontrol logika yang dapat diprogram).
Kontrol energi yang presisi untuk kawat kumparan halus (diameter 0,2-0,8 mm).
Pengupasan otomatis isolasi enamel dari kabel kumparan.
Memverifikasi resistansi sambungan <0,1 mΩ; menolak rakitan yang tidak sesuai spesifikasi.
Pengelasan tanpa kontak untuk sambungan yang halus atau sulit dijangkau.
Fitur Mesin & Proses Pengelasan




Spesifikasi Teknis
| Metode pengelasan | Pengelasan resistansi mikro (standar) atau pengelasan laser serat (opsional) |
|---|---|
| Ukuran kawat yang sesuai | Kawat tembaga atau paduan tembaga, diameter 0,2 – 0,8 mm (berlapis enamel) |
| Waktu siklus pengelasan | 1,5 – 2,5 detik per sambungan las (sekitar 1.400-2.400 sendi/jam) |
| Spesifikasi resistansi pasca-pengelasan | <0,1 mΩ (khas, dapat diukur dengan penguji terintegrasi) |
| Rentang gaya pengelasan | 5 – 50 N (dapat diprogram, akurasi ±5%) |
| Energi/arus pengelasan | 10 – 500 J (resistansi) atau 20 – 200 W (laser, berdenyut) |
| Metode pengupasan kawat | Pengupasan lapisan enamel secara mekanis atau laser. |
| Sistem kontrol | PLC (Siemens/Mitsubishi) dengan HMI, penyimpanan resep untuk 20+ jenis produk. |
| Sistem pemberian makan | Mangkuk atau baki getar untuk kuk magnetik; kabel kumparan dimasukkan secara manual atau menggunakan pita. |
| Catu daya | 380V ±10% 50Hz | Udara terkompresi 0,5-0,7MPa (untuk kepala pengelasan resistansi) |
Keunggulan Teknis Inti
Resistansi kontak sangat rendah
Penyolderan manual seringkali menghasilkan resistansi sambungan sebesar 0,5-2 mΩ, menyebabkan penurunan tegangan yang tidak diinginkan dan respons trip magnetik yang lebih lambat. Mesin ini secara konsisten mencapai hasil yang optimal. <0,1 mΩ, memastikan waktu trip instan sesuai dengan batasan IEC 60898-1.
Tidak ada kerusakan termal pada koil.
Pengelasan mikro-resistansi memberikan pulsa energi terkonsentrasi dalam hitungan milidetik, mencegah panas merambat ke kawat kumparan halus – tidak seperti penyolderan yang dapat melelehkan isolasi.
Verifikasi kualitas terintegrasi
Alat penguji resistansi inline mengukur setiap sambungan segera setelah pengelasan. Rakitan yang gagal memenuhi ambang batas <0,1 mΩ secara otomatis ditolak, mencegah komponen magnetik yang rusak mencapai perakitan akhir.
Opsi pengelasan laser untuk desain yang rumit.
Untuk kawat yang sangat halus (<0,3 mm) atau sambungan yang sulit dijangkau, modul pengelasan laser serat optik menyediakan penyambungan tanpa kontak dan presisi tinggi dengan zona yang terkena panas minimal.












Kisah Sukses Pelanggan
Setelah menerapkan mesin las otomatis yang digerakkan secara magnetis untuk mekanisme pemicu motor mereka, pelanggan mengalami pengurangan variabilitas resistansi las dari kisaran ±1,5 milliohm menjadi kisaran ±0,03 milliohm. Mereka memiliki tingkat kegagalan lapangan awal sebesar 2,5% karena resistansi kontak yang berlebihan pada kontak mekanisme pemicu yang disebabkan oleh penyolderan tangan yang tidak konsisten. Pelanggan mengalami tingkat kegagalan lapangan sebesar 0,1% setelah mekanisme pemicu magnetik dilas. Sebelumnya, pelanggan memproduksi 800 unit yang dilas per shift sebelum menggunakan mesin kami, dan setelah pengelasan, mereka memproduksi 1.800 unit yang dilas per shift. Mesin tersebut telah balik modal dalam waktu tujuh bulan setelah diimplementasikan oleh pelanggan.
Sampai saat ini, mesin las Benlong telah menjadi standar untuk semua perakitan jalur pemicu magnet.
Aplikasi dan Integrasi
Pengiriman dan Pemasangan Standar
Minta Penawaran Pengelasan Trip Magnetik Kustom
Kirimkan sampel rangka magnetik dan sampel kumparan solenoida Anda untuk dipertimbangkan. Para insinyur akan menyarankan metode pengelasan mana (mikro-resistansi atau laser) yang terbaik untuk digunakan dan akan memberikan analisis ROI (Return on Investment) lengkap.
WhatsApp: +86 150 5837 0007 | Email: xsb@benlongkj.cn | Dukungan Bahasa Inggris & Mandarin
Mengapa Memilih Benlong untuk Pengelasan Trip Magnetik?
- 15+ tahun mendesain Mesin las komponen MCB untuk rakitan perlindungan hubung singkat
- Pengelasan mikro-resistansi yang terbukti dengan pengupasan kawat terintegrasi.
- Verifikasi resistansi pasca-pengelasan (<0,1 mΩ) – Inspeksi 100%
- Opsi pengelasan laser untuk kabel kumparan yang halus atau rumit.
- Instalasi global di pabrik-pabrik MCB di seluruh Eropa, Asia, dan Amerika.
Mesin Standar Termasuk
Stasiun pengupas kawat (baik mekanis maupun laser), penyelarasan berbasis panduan visual, kepala pengelasan mikro-resistansi presisi dengan kontrol gaya, pengujian resistansi inline, PLC/HMI (Siemens)
Pertanyaan yang Sering Diajukan
Proses penyolderan menghasilkan banyak panas yang dapat merusak kawat kumparan (misalnya melelehkan isolasi enamel yang mengelilinginya) dan juga dapat menurunkan sifat magnetik dari kumparan. Sebaliknya, pengelasan mikro-resistansi menciptakan pulsa arus tinggi yang singkat (milidetik) untuk memanaskan hanya antarmuka sambungan antara konduktor, sehingga semua komponen lain dalam rangkaian tidak terpengaruh oleh proses pemanasan. Selain itu, pengelasan mikro-resistansi menciptakan resistansi kontak yang lebih rendah dan lebih seragam daripada metode tradisional lainnya untuk menyambung dua konduktor.
Benar; Sistem ini memiliki area pengupasan mekanis dan berkabel laser yang terintegrasi. Sistem ini akan mengupas isolasi enamel pada ujung kawat koil sebelum pengelasan, menghasilkan kontak mekanis yang bersih. Baik panjang maupun kedalaman pengupasan dapat diprogram.
Pengujian resistansi inline dilakukan setelah setiap pengelasan. Arus rendah (misalnya: 100mA) dialirkan melalui sambungan, dan resistansi yang diukur selama pengujian dicatat oleh mesin. Jika resistansi yang diukur melebihi batas yang telah ditetapkan (biasanya 0,1mΩ), mesin akan menolak rakitan tersebut dan mencatat kegagalan tersebut.
Pengaturan gaya/energi kepala pengelasan dan pengaturan pengupasan disimpan sebagai "resep". Hanya dibutuhkan kurang dari 10 menit untuk mengganti sumber daya saat beralih antara ukuran kawat yang berbeda (0,3 mm u hingga 0,6 mm u).
Masa pakai elektroda terutama ditentukan oleh jenis material yang digunakan dalam elektroda, bersama dengan jumlah energi yang diterima dari proses pengelasan. Biasanya, elektroda akan bertahan antara 50.000 hingga 100.000 pengelasan, dengan setiap mesin mencatat sendiri jumlah pengelasan yang telah dilakukan dan memberikan peringatan kepada operator ketika elektroda perlu diganti.
Produk Terkait

Mesin solder otomatis RCBO PCBA
Lihat Detail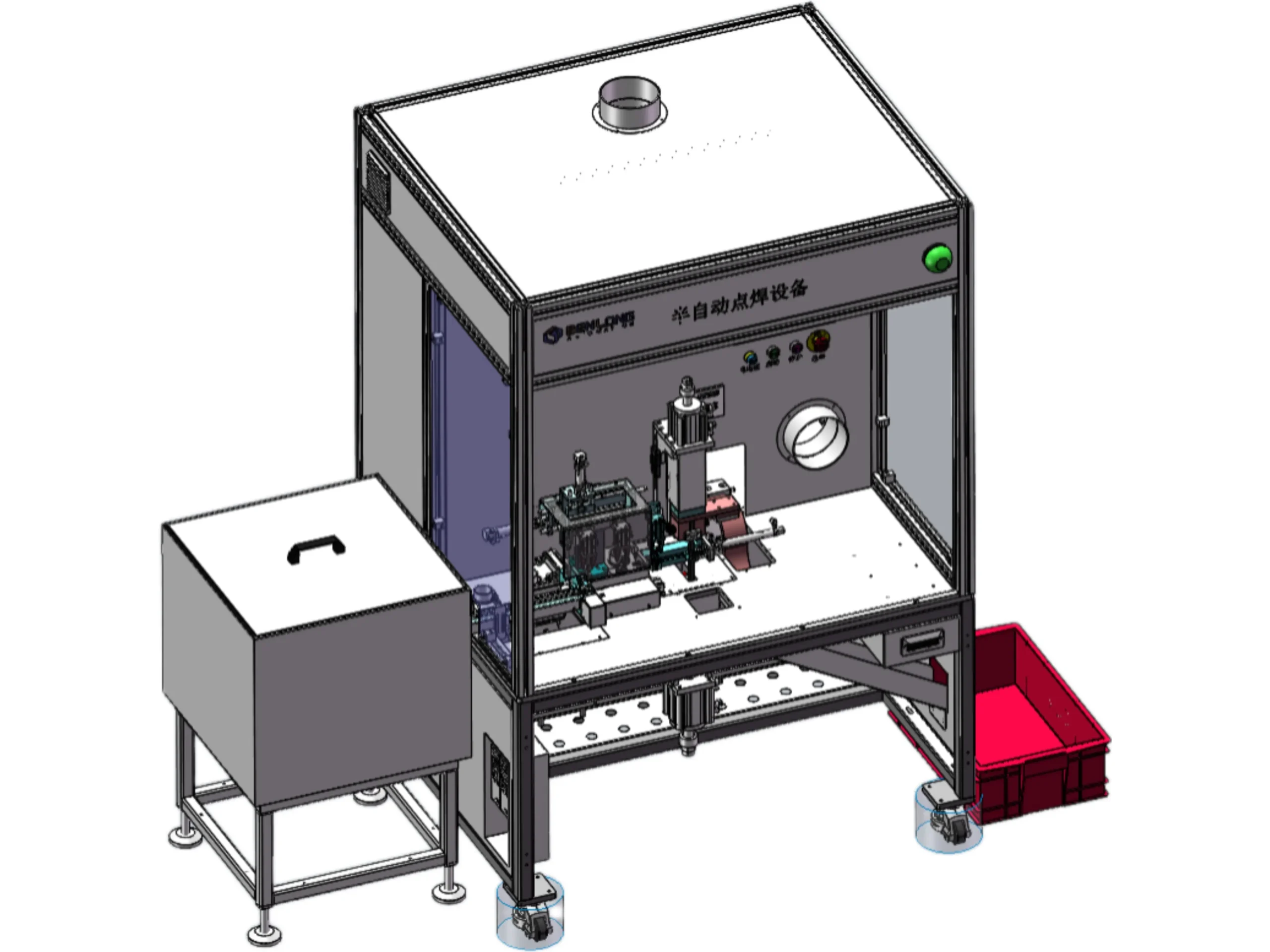
Mesin las semi otomatis
Lihat Detail
Mesin pengelasan otomatis tabung penunda + sepatu tiang
Lihat Detail
Mesin las otomatis MCB Bimetalik + Kontak Bergerak + Jalinan Tembaga
Lihat Detail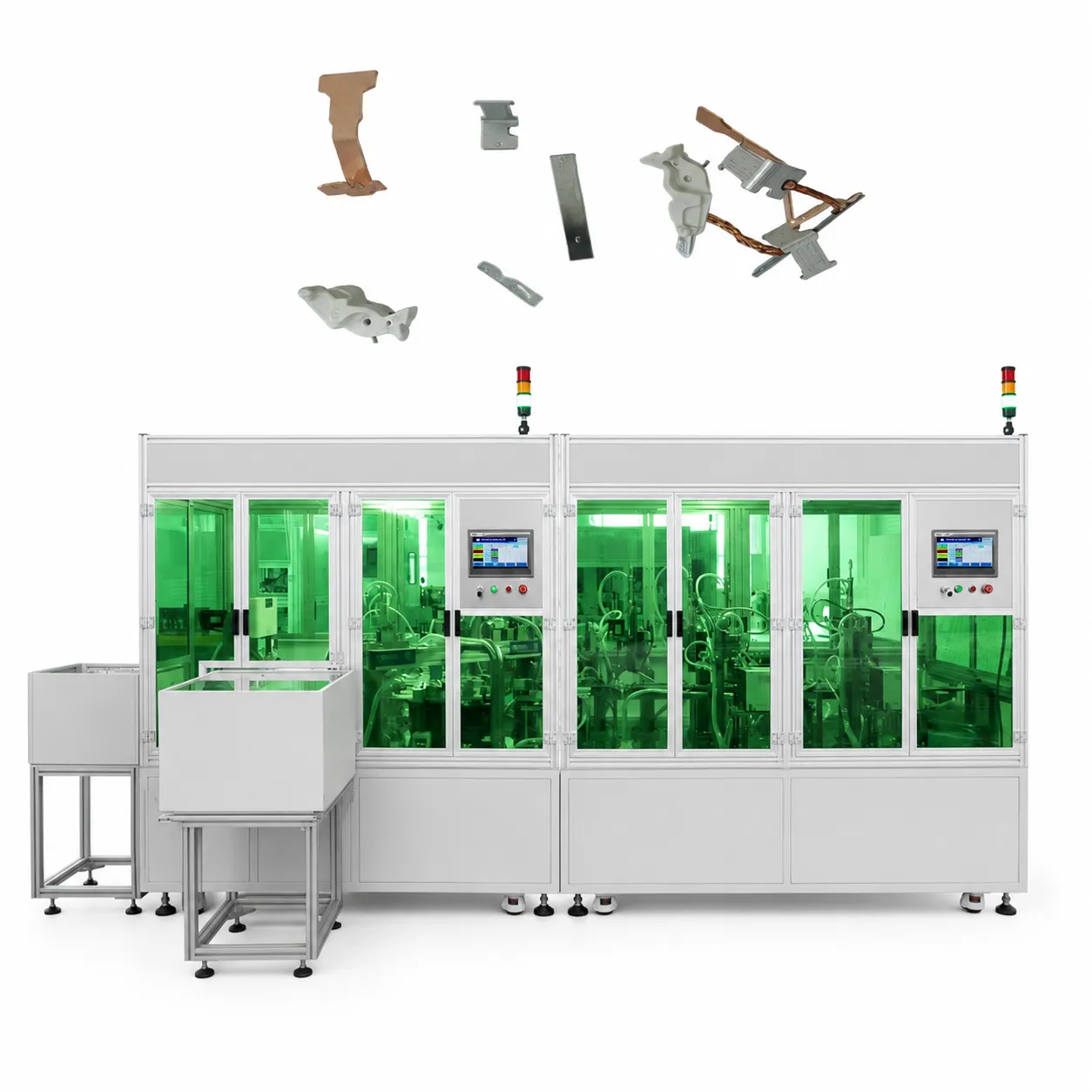
Jalur pengelasan otomatis set trip termal MCB
Lihat Detail

