Benlong
Benlong 





MCB Bimetall-Trägerrahmen-Schweißmaschine
Automatische Schweißmaschine für Bimetall-Stützrahmen von Benlong MCB – Präzisionswiderstandsschweißen von Bimetallstreifen. Genauigkeit: ±0,05 mm, Leistung: 1400–2400 Stück/Stunde, Energieüberwachung, IEC 60898-1-konform. Ideal für die Serienfertigung von MCB-Thermoauslösern.
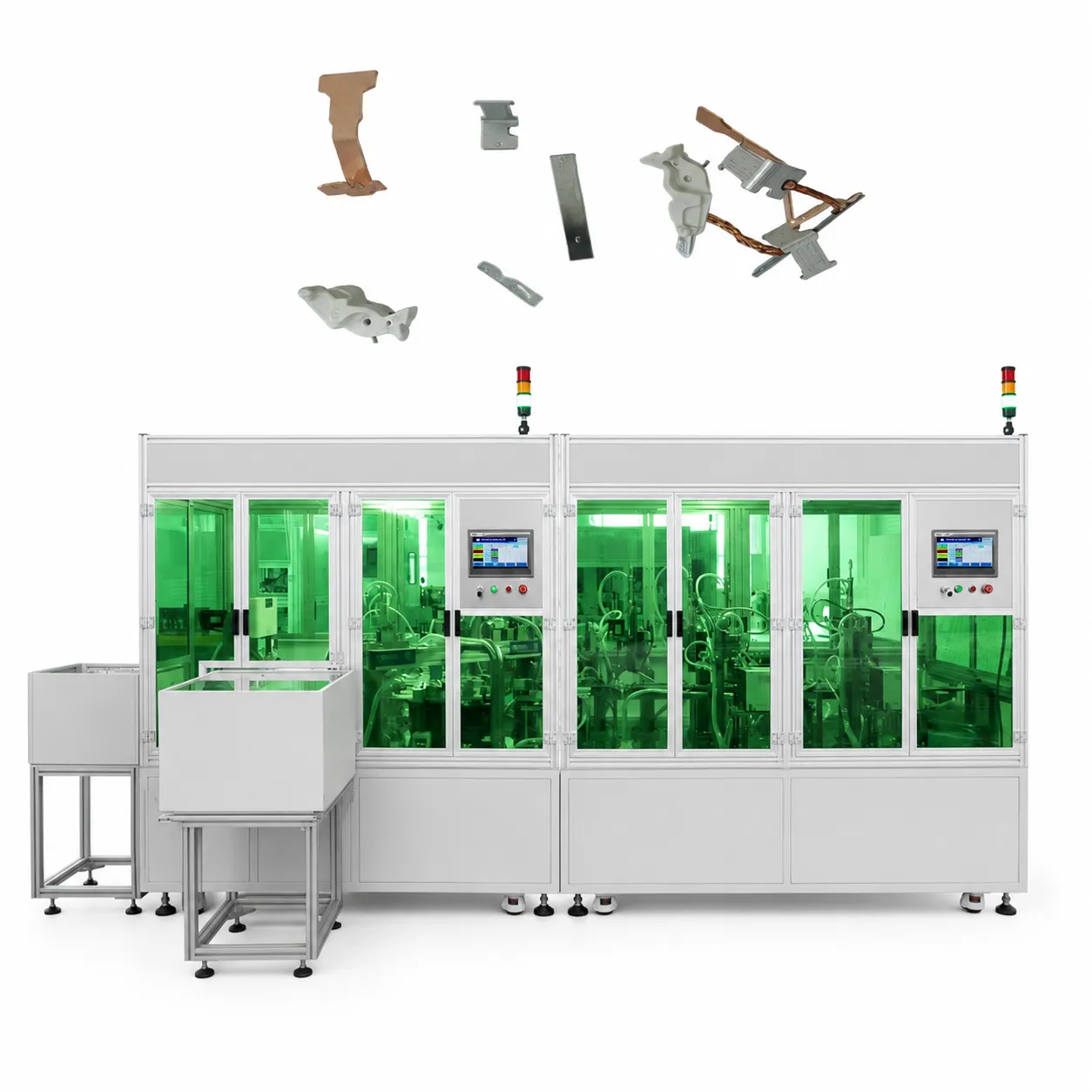
Automatische Schweißmaschine für MCB-Bimetall-Trägerrahmen
Automatische Schweißmaschine für MCB-Bimetall-Trägerrahmen: Der Bimetallstreifen, das unverzichtbare Herzstück des thermischen Auslösemechanismus von MCBs, wird mit einer Ausrichtungsgenauigkeit im Submillimeterbereich und einer einwandfreien Verbindungsfestigkeit auf den Trägerrahmen oder die Halterung geschweißt, wodurch die Überlast-Auslösecharakteristik der Miniatur-Leistungsschalter verbessert wird.
Dazu gehören ein servogesteuerter Werkstückpositionierer, ein programmierbares Schweißstromgerät (kapazitive Entladung oder Inverter-Gleichstrom), ein Zuführer für Maschinenteile, die präzise Aufnahme und Platzierung von Bimetallstreifen, die Ausrichtung auf einen voreingestellten Abstand, die Zuführung der vorgegebenen Schweißenergie sowie schließlich die Überprüfung der Produktqualität entweder durch Zugprüfung oder durch Überwachung des Schweißwiderstands. Der gesamte Zyklus ist SPS-gesteuert, und für jeden unterschiedlichen Typ und jede Größe von Bimetall und Tragrahmen können Parameter eingegeben werden. Die Leistung liegt im Bereich von 1200 bis 2000 Schweißungen pro Stunde, und Fehler werden in der Regel auf null reduziert.
Lieferzeit: 30 bis 45 Tage. Eine präzise Positionierung ist mit einer Genauigkeit von ±0,05 mm gewährleistet. Die thermische Auslösezeit entspricht den Anforderungen der Norm IEC 60898-1.

Was ist eine automatische Schweißmaschine mit MCB-Bimetall-Trägerrahmen?
Eine automatische Schweißmaschine für MCB-Bimetall-Trägerrahmen. Diese Maschine verbindet den Thermostreifen mit dem Metallträgerrahmen (oder Träger); dies ist eine sehr wichtige Baugruppe der thermischen Auslöseeinheit in Miniatur-Leistungsschaltern. Der Bimetallstreifen verformt sich, wenn er durch den Überlaststrom erhitzt wird, und diese Position bestimmt zusammen mit der Integrität der Schweißnaht die Auslösegenauigkeit (IEC 60898-1). Es handelt sich um eine Präzisions-Widerstandsschweißmaschine (oder Kapazitätsentladungsschweißmaschine), die eine gleichmäßige, niederohmige Verbindung herstellt, ohne das Bimetall zu beschädigen. Das System verfügt über bildverarbeitungsgesteuerte oder mechanische Teileausrichtung, automatische Teilezuführung und Qualitätskontrollen während des Prozesses (z. B. Überwachung der Zugkraft oder der Schweißenergie) und ist für den 24/7-Betrieb in Produktionsstätten mit hohem Durchsatz für MCBs ausgelegt.
Servogesteuerte Achsen gewährleisten eine Schweißpunktgenauigkeit von ±0,05 mm.
Kapazitive Entladung oder Wechselrichter-Gleichstrom, einstellbar für unterschiedliche Bimetallstärken.
Vibrationsschalen oder Tablettbelader für Bimetallstreifen und Tragrahmen.
Optionale Messung der Schweißkraft oder des Schweißwiderstands; Aussortierung von Baugruppen, die nicht den Spezifikationen entsprechen.
Maschinenmerkmale und Schweißverfahren




Technische Spezifikationen
| Schweißart | Widerstandsschweißen (kapazitive Entladung oder Wechselrichter-Gleichstrom) |
|---|---|
| Geeignete Bimetallstreifengröße | Länge 10–40 mm, Breite 3–12 mm, Dicke 0,3–1,2 mm |
| Material des Tragrahmens | Kupferlegierung, Messing oder Stahl (verzinnt) |
| Schweißgenauigkeit | Positionswiederholgenauigkeit ±0,05 mm |
| Schweißzykluszeit | 1,5 – 2,5 Sekunden pro Baugruppe (ca. 1.400–2.400 Stück/Stunde) |
| Schweißenergie / Strombereich | 10 – 500 J (kapazitive Entladung) oder 500 – 5.000 A (Wechselrichter-Gleichstrom) |
| Steuerungssystem | SPS (Siemens/Mitsubishi) mit HMI, Rezepturspeicher für bis zu 20 Produktmodelle |
| Fütterungssystem | Vibrationsschalenförderer (Bimetall & Tragrahmen) oder Tablettstapler |
| Qualitätsüberwachung (optional) | Schweißenergieüberwachung, Widerstandsmessung, Zugprüfstand nach dem Schweißen |
| Stromversorgung | 380 V ±101 TPS 3T 50 Hz | Druckluft 0,5–0,7 MPa |
Die wichtigsten Vorteile des automatisierten Bimetallschweißens
Konstante Leistung bei thermischer Abschaltung
Die Schweißposition und die Schweißenergie beeinflussen direkt die Durchbiegung des Bimetalls. Durch die Automatisierung werden Abweichungen gegenüber dem manuellen Schweißen vermieden, sodass sichergestellt ist, dass jeder MCB innerhalb seiner IEC-Zeit-Strom-Kurve auslöst.
Qualitätsziel „Null-Fehler“
Die Energieüberwachung während des Schweißvorgangs und die optionale Überprüfung durch Zugversuche sorgen dafür, dass fehlerhafte Schweißnähte sofort aussortiert werden, wodurch Ausfälle im Einsatz aufgrund lockerer Bimetallbefestigungen reduziert werden.
Schneller Wechsel
Rezeptbasierte Parameter und Schnellwechsel-Schweißelektroden ermöglichen den Wechsel zwischen verschiedenen Bimetall-/Rahmengrößen in weniger als 15 Minuten.
Höherer Durchsatz
Beim manuellen Schweißen werden 200 bis 300 Baugruppen pro Stunde gefertigt; diese Maschine produziert 1.400 bis 2.400 pro Stunde – eine Steigerung um 600 bis 800%.












Kundenerfolgsgeschichte
Ein Hersteller von Leistungsschaltern in Vietnam hatte bei der Verwendung eines manuellen Widerstandsschweißsystems mit einem Schweißfehler von 31 % zu kämpfen, was bei der Endkalibrierung zu Ausschuss aufgrund thermischer Auslösung führte. Durch den Einsatz unserer automatischen Schweißmaschine sank die Fehlerquote auf 0,11 %. Die automatisierte Energieüberwachung berücksichtigte zudem den Elektrodenverschleiß und warnte die Bediener vor drohenden Abweichungen, noch bevor die tatsächlichen Qualitätsstandards erreicht wurden. Die Produktionssteigerung lag zwischen 800 und 2.000 geschweißten Baugruppen pro Schicht, und die Anlage hatte sich schließlich innerhalb von 8 Monaten amortisiert.
Der Kunde hat seitdem drei weitere Maschinen für seine 2P- und 4P-MCB-Produktlinien bestellt.
Anwendungen und Integration
Standardlieferung und Inbetriebnahme
Fordern Sie ein individuelles Angebot für eine Schweißmaschine an
Senden Sie uns Muster Ihrer Bänder und Tragrahmen zusammen mit Ihren Produktionszielen zu, und wir beraten Sie, welche Schweißtechnik (kapazitive Entladung oder Inverter-Gleichstrom) für Sie am besten geeignet ist, und erstellen eine Rentabilitätsanalyse.
WhatsApp: +86 150 5837 0007 | E-Mail: xsb@benlongkj.cn | Support in Englisch und Chinesisch
Warum sollten Sie sich bei der Automatisierung des Bimetallschweißens für Benlong entscheiden?
- Mehr als 15 Jahre Erfahrung im Designbereich Schweißmaschinen für MCB-Komponenten für thermische Auslösevorrichtungen
- Nachgewiesene Positioniergenauigkeit von ±0,05 mm
- Flexible Schweißstromquellen (kapazitive Entladung / Wechselrichter-Gleichstrom)
- Energieüberwachung während des Betriebs und optionale Integration von Zugversuchen
- Weltweite Installationen in MCB-Werken in Asien, Europa und Amerika
Standardausstattung der Maschine
Servogesteuertes Positioniersystem · Schweißkopf mit programmierbarer Kraft · Kapazitätsentladungs- oder Wechselrichter-Gleichstromversorgung · Vibrationsschalenförderer (Bimetall & Rahmen) · SPS mit HMI (Siemens) · Sicherheitsgehäuse · Ein Satz Schweißelektroden · Bedienungsanleitung · 1 Jahr Garantie.
Häufig gestellte Fragen
Bevorzugt wird das Widerstandsschweißen mit kapazitiver Entladung (CD) oder Wechselrichter-Gleichstrom. Beim CD-Schweißen wird ein kurzer, energiereicher Impuls konzentriert, wodurch die Wärmeeinflusszone minimiert wird, sodass die Kalibrierungskurve des Bimetalls nicht verändert wird. Wechselrichter-Gleichstrom lässt sich bei dickeren Materialien besser steuern. Wir können Ihnen unter Berücksichtigung der Dicke Ihres Bimetalls und des Materials Ihres Rahmens die beste Lösung empfehlen.
Das System liefert Rückmeldung über ein Echtzeit-Energieüberwachungssystem, das die Schweißnaht mit einem im Speicher abgelegten Energieprofil vergleicht. Weist die Schweißnaht nicht die gewünschte Energie auf (beispielsweise aufgrund abgenutzter Elektroden), warnt die Maschine den Bediener oder gleicht dies automatisch aus. Eine optionale Funktion zur Messung des Schweißwiderstands ermöglicht eine noch genauere Steuerung des Prozesses.
Ja. Das Gerät verfügt über verschiedene Nennströme und verwendet Bimetallstreifen unterschiedlicher Dicke und Breite. Die Maschine “speichert” die Schweißparameter (Position, Energie, Kraft usw.) für jedes Produkt, und der Umrüstvorgang dauert in der Regel weniger als 15 Minuten.
Reinigen Sie täglich die Schweißelektroden und überprüfen Sie die Druckluftversorgung. Überprüfen Sie wöchentlich den Zustand der aufgebrachten Elektroden und schleifen Sie abgenutzte Elektroden nach oder tauschen Sie sie aus. Überprüfen Sie monatlich die Schweißenergie anhand eines Referenzshunts. Die SPS in der Maschine erfasst zudem die Lebensdauer der Elektroden und weist den Bediener darauf hin, wenn ein Austausch fällig ist.
Eine Station für Zugversuche nach dem Schweißen ist optional erhältlich. Die meisten Kunden verlassen sich auf die Energieüberwachung und führen gelegentlich zerstörende Probenahmen durch. Wir können jedoch eine Inline-Zugprüfstation liefern, die automatisch in festgelegten Abständen (z. B. 1 von 500 Schweißnähten) Proben entnimmt.
Verwandte Produkte

MCB Bimetall + beweglicher Kontakt + Kupfergeflecht Automatische Schweißmaschine
Details anzeigen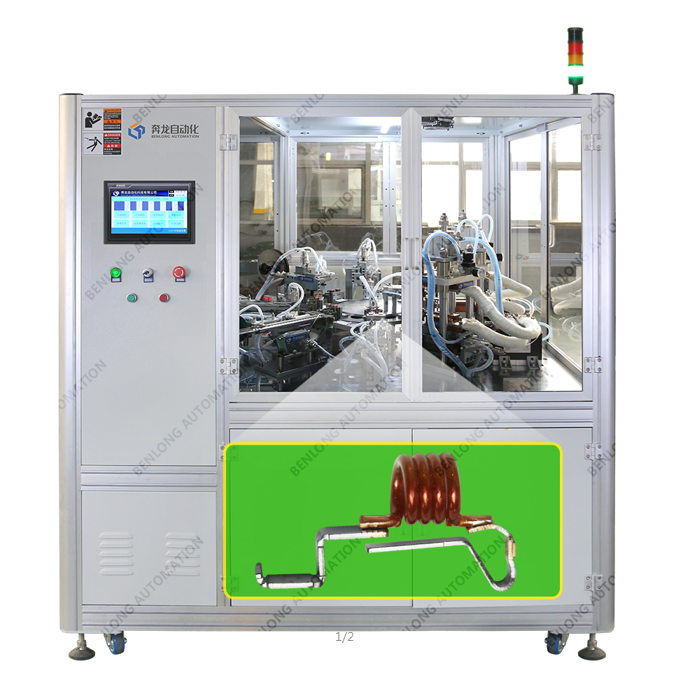
MCB-Magnetauslöser-Set automatische Schweißmaschine
Details anzeigen
Silberpunkt + Kontakt automatische Schweißmaschine
Details anzeigen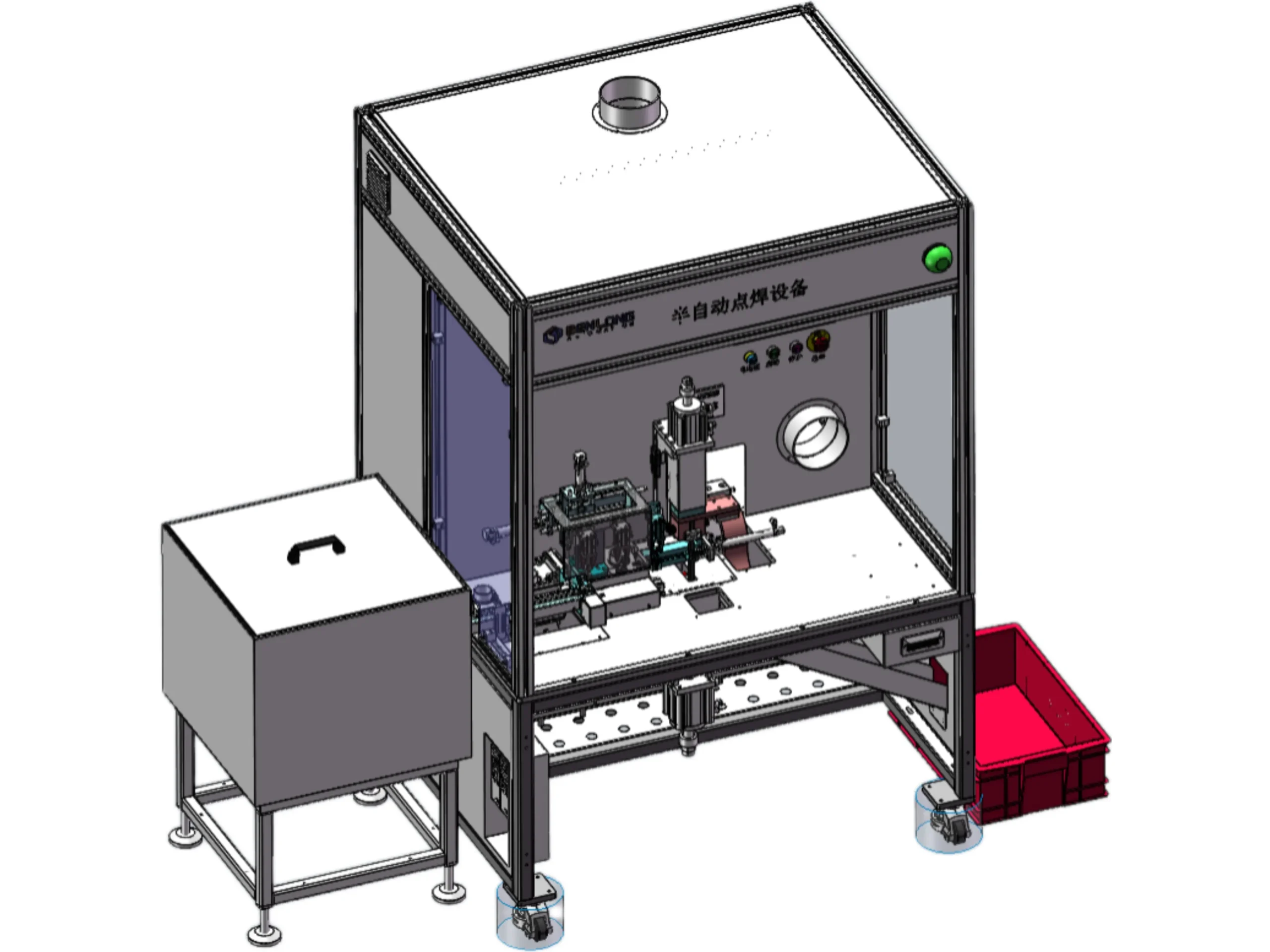
Halbautomatische Schweißmaschine
Details anzeigen
Verzögerungsrohr + Polschuh automatische Schweißmaschine
Details anzeigen