Benlong
Benlong 




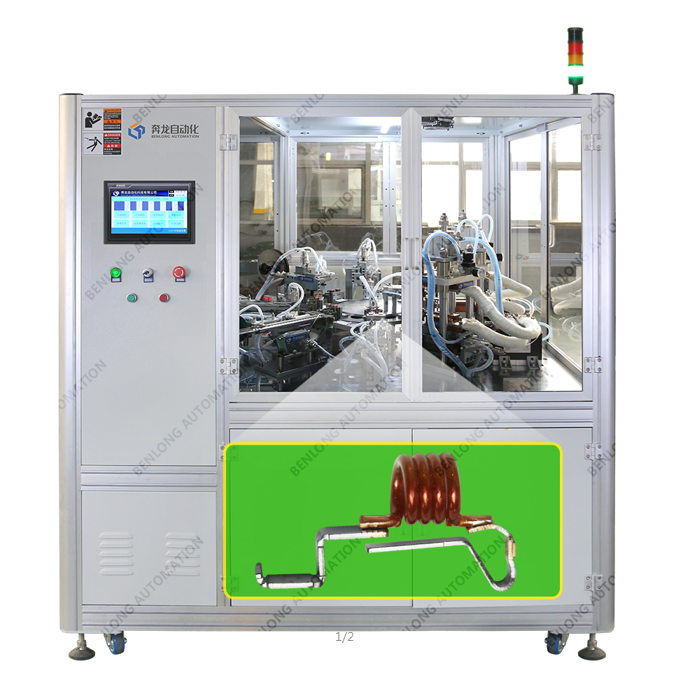
MCB-Thermoauslöser, automatische Schweißleitung
Automatische Schweißanlage für kundenspezifische thermische MCB-Auslöser mit Roboterzellen, optischer Ausrichtung (±0,05 mm), geschlossener Energieregelung und vollständiger Rückverfolgbarkeit. Unterstützt verschiedene Bimetallgrößen. Schneller Produktwechsel. Für die Serienfertigung von thermischen Auslösebaugruppen gemäß IEC 60898-1.
Hochpräzise automatisierte Schweißanlage für thermische MCB-Auslöser
Diese automatische Schweißanlage für MCB-Thermoauslöser ist eine moderne Maschine, die speziell für hochpräzise Schweißungen von Bimetall-Thermoauslösern für Leitungsschutzschalter (MCBs) entwickelt wurde. Die Anlage ist auf die Serienfertigung ausgelegt und besteht aus mehreren Roboterschweißzellen, Echtzeitüberwachung des Schweißprozesses und intelligenten Qualitätssicherungssystemen (QS), die eine gleichbleibende Leistung jedes Thermoauslösers während des gesamten Fertigungsprozesses gewährleisten. Hochpräzise Bildverarbeitungssysteme nutzen fortschrittliche optische Technologien, um eine Positionierungsgenauigkeit im Mikrometerbereich zu erzielen. Durch die Regelung im geschlossenen Regelkreis bleiben die Schweißparameter während des gesamten Fertigungsprozesses optimal eingestellt. Dies führt zu einer gleichbleibenden Festigkeit der Schweißverbindung und den für die Herstellung von Thermoauslösern gemäß IEC 60898-1 erforderlichen elektrischen Eigenschaften.
Kundenspezifische Entwicklung: 90–120 Tage | Schlüsselfertige Integration | Roboterschweißen + Bildverarbeitung
Was ist ein MCB-Thermoauslöser für automatische Schweißanlagen?
Eine voll- oder halbautomatische Schweißanlage für Leitungsschutzschalter (LS-Schalter) mit thermischer Projektionsschweißtechnologie ist ein Produktionssystem, das Bimetallstreifen (die für den thermischen Überlastschutz verantwortliche Komponente) mit ihren Trägerrahmen und/oder stromführenden Anschlüssen verschweißt. Der verschweißte Bimetallstreifen bzw. die Bimetallbaugruppe ist entscheidend für das thermische Auslöseverhalten der LS-Schalter, da die Schweißung eine niederohmige elektrische Verbindung herstellt.
Hochgeschwindigkeits- und wiederholgenaues Platzieren und Verschweißen von Bimetall auf dem Tragrahmen.
Die Positionierung im Mikrometerbereich gewährleistet die korrekte Bimetallpositionierung, die für die Auslösegenauigkeit entscheidend ist.
Die Echtzeit-Energie-/Kraftanpassung kompensiert Elektrodenverschleiß und Bauteilabweichungen.
Entwickelt für Ihre Bimetallgeometrie, Ihren Stützrahmen und Ihre Produktionsziele.
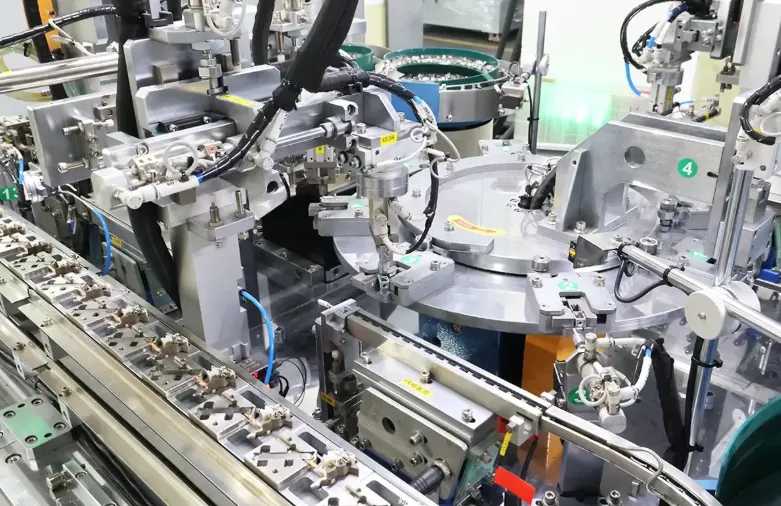
Linienmerkmale und Schweißprozess




Technische Spezifikationen
| Kompatibilität von Bimetallstreifen | Länge 10–40 mm, Breite 3–15 mm, Dicke 0,3–1,2 mm (Sonderanfertigung anderer Größen) |
|---|---|
| Materialien für den Stützrahmen | Kupferlegierung, Messing, Stahl (verzinnt oder blank) |
| Schweißtechnik | Widerstandsschweißen (kapazitive Entladung oder Wechselrichter-Gleichstrom) mit programmierbarer Energie/Kraft |
| Positioniergenauigkeit | ±0,05 mm (visuell gesteuert) |
| Typische Ausgabe (anpassbar) | Optimiert für die Serienfertigung – geeignet für über 10.000 Einheiten pro Schicht |
| Umrüstzeit | Weniger als 30 Minuten zwischen Produktfamilien (Rezeptur + Schnellwechselwerkzeug) |
| Qualitätsüberwachung | Schweißenergieüberwachung während des Prozesses, optionale Widerstands- oder Zugprüfstation nach dem Schweißen |
| Steuerungssystem | SPS (Siemens/Mitsubishi) mit HMI, Regelung von Parametern im geschlossenen Regelkreis, Rezeptspeicher |
| Rückverfolgbarkeit | Barcode oder RFID pro Komponente; Testergebnisse mit Seriennummer verknüpft |
| Strom- und Luftversorgung | 380 V ±101 TPS 3T 50 Hz | Druckluft 0,5–0,7 MPa |
Technische Kernvorteile (Kundenspezifisches, nicht standardisiertes Design)
Ausrichtung des Sehvermögens auf Mikroebene
Hochauflösende Kameras erkennen die Position und Ausrichtung des Bimetalls vor dem Schweißen und gewährleisten so eine gleichbleibende Verbindungsstelle auch bei Bauteilabweichungen durch das Stanzen.
Energieregelung im geschlossenen Regelkreis
Die Schweißsteuerung überwacht Spannung, Stromstärke und Dauer jedes einzelnen Impulses. Weicht die berechnete Energie vom Sollwert ab, kompensiert die Steuerung dies automatisch – so werden Kaltschweißungen oder übermäßiges Spritzen vermieden.
Schnellwechsel-Modulwerkzeugsystem
Vorzentrierte Schweißelektroden und Vorrichtungen ermöglichen den Wechsel zwischen verschiedenen Bimetallgrößen in weniger als 30 Minuten. Rezepte speichern die Schweißparameter für jede Produktfamilie.
Integrierte Rückverfolgbarkeit
Jedes geschweißte Bauteil erhält eine eindeutige ID (Lasermarkierung oder Barcode). Die Schweißlinie speichert Schweißparameter, Ergebnisse der Sichtprüfung und Gut/Schlecht-Entscheidungen für die vollständige Rückverfolgbarkeit über den gesamten Lebenszyklus – unerlässlich für Audits nach ISO 9001 und IEC.
















Kundenerfolgsgeschichte (Sonderanfertigung)
Einer der größten europäischen Hersteller von Leitungsschutzschaltern (MCB) hatte zuvor bereits zahlreiche Bimetallstreifen mit zwei Hauptproduktionsverfahren (manuell und Montage) gefertigt. Um die Produktionseffizienz weiter zu steigern und die Produktionskosten durch automatisierte Prozesse zu senken, benötigte der europäische MCB-Hersteller eine einzige Produktionslinie zur Herstellung von Bimetallstreifen in drei verschiedenen Größen (6 A, 20 A, 63 A) mit kürzesten Umrüstzeiten (bzw. minimalen Umrüstzeiten). Um dieses Ziel zu erreichen, lieferte Benlong eine modulare Schweißanlage für thermische Auslösesätze mit folgenden Merkmalen:
Die Fehlerquote der Schweißnähte sank von ursprünglich 0,80% auf eine endgültige Fehlerquote von 0,07%, wodurch der Kunde mehr Produkte herstellen konnte, um den gestiegenen Produktionsbedarf zu decken, ohne zusätzliche manuelle Arbeitsstationen zu benötigen.
Anwendungen und Integration
Kundenspezifische Entwicklung & Lieferung
Fordern Sie ein individuelles Angebot für eine thermische Auslöseschweißanlage an.
Bitte senden Sie uns Ihre Bimetall-Werkstoffmuster, Zeichnungen der benötigten Trägerrahmen sowie die geschätzten Produktionsmengen. Unsere Ingenieure entwickeln daraufhin eine maßgeschneiderte Roboterschweißlösung mit vollständiger Prozesssteuerung und lückenloser Rückverfolgbarkeit für Ihre Anwendung.
WhatsApp: +86 150 5837 0007 | E-Mail: xsb@benlongkj.cn | Support in Englisch und Chinesisch
Warum Benlong für das Schweißen von thermischen Bauteilen wählen?
- Mehr als 15 Jahre Erfahrung im Designbereich automatisierten Schweißlinien für MCB-Thermoauslöser
- Interne Bildverarbeitungsintegration und Roboterprogrammierung
- Geschlossene Energieregelung für gleichbleibende Schweißqualität
- Modulares Design – erweiterbar für Reinigung, Markierung oder Prüfung
- Weltweiter Service und Ersatzteilsupport
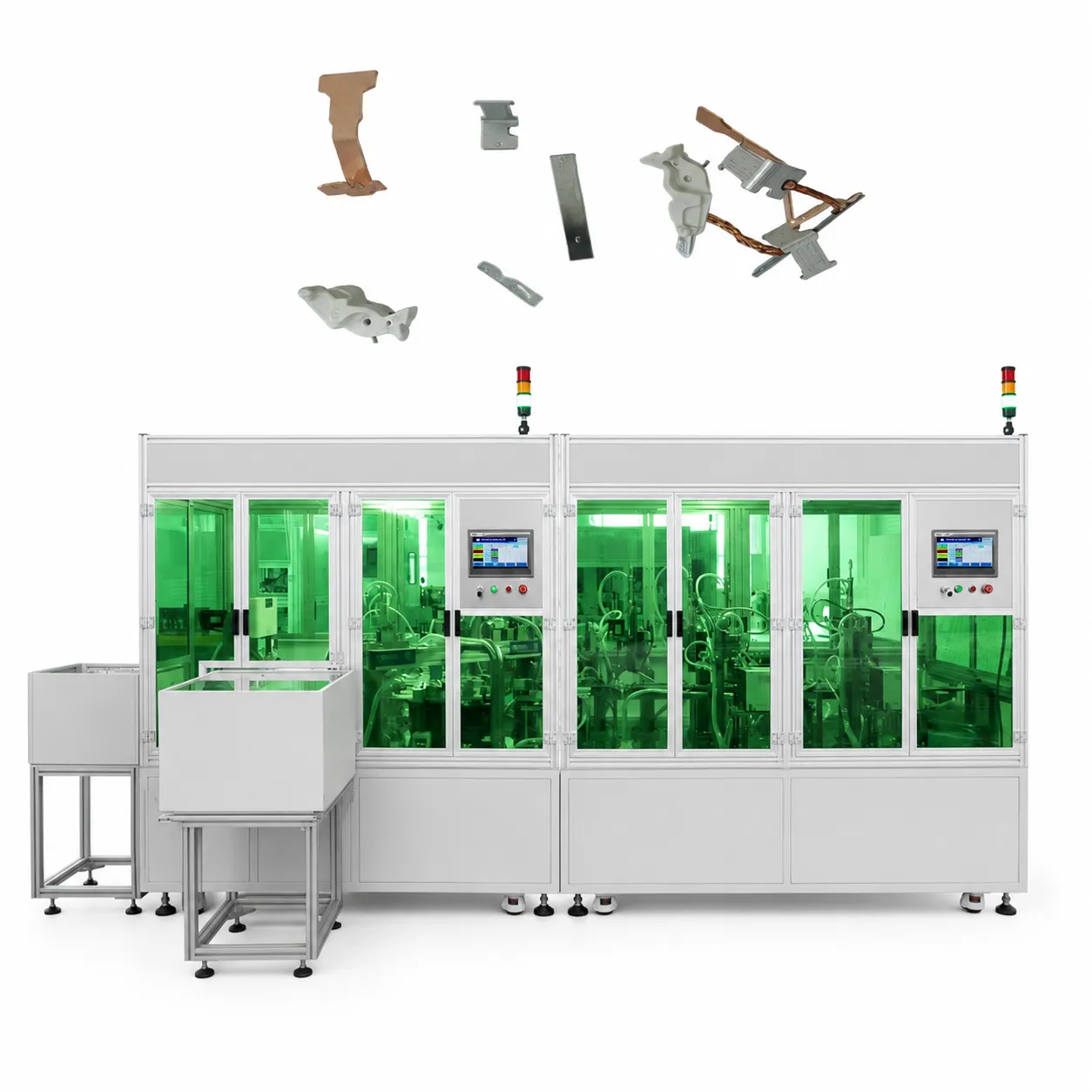
Eine typische kundenspezifische Produktlinie umfasst:
Bimetall-Zuführung · Bildverarbeitungsmodul zur Ausrichtung · Roboterschweißsystem (Kondensatorentladung oder Inverter-Gleichstrom) · Geschlossener Schweißregler · System zur Qualitätsprüfung nach dem Schweißen (Widerstands- oder Zugfestigkeitsprüfung) · Optionale Lasermarkierungsstation · (Speicherprogrammierbare Steuerung) mit Bedienerschnittstelle · Sicherheitsgehäuse · Speicher für über 20 verschiedene Rezepturen für Produkttypen · Ein Werkzeugsatz (zum Wechseln) · 1 Jahr Garantie.
Häufig gestellte Fragen
Widerstandsschweißen erfolgt mittels kapazitiver Entladung und Inverter-Gleichstromschweißen. Die kapazitive Entladung erzeugt schnelle, energiereiche “Impuls”-Schweißungen für dünne, kurze Bimetallstreifen, während das Inverter-Gleichstromschweißen eine präzisere Steuerung des Schweißvorgangs bei dickeren Materialien ermöglicht. Die Wahl des Verfahrens hängt primär von der Dicke des Bimetalls und dem Material des Trägerrahmens ab.
Jeder Schweißenergieimpuls (Spannung, Stromstärke und Dauer) wird mittels eines geschlossenen Regelkreises überwacht. Bei Abweichungen vom gespeicherten Profil wird der Vorgang angepasst oder abgebrochen. Zur direkten Überprüfung des Verbindungswiderstands kann zusätzlich eine Widerstandsmessstation verwendet werden.
Ja. Das Bildverarbeitungssystem kann mithilfe von individuell anpassbaren Zuführwerkzeugen und Schweißelektroden, abgestimmt auf die jeweilige Produktfamilie, so trainiert werden, dass es verschiedene Bimetallformen erkennt. Die Umrüstzeit für unterschiedliche Formen beträgt in der Regel weniger als dreißig (30) Minuten.
Normalerweise werden die verschweißten thermischen Auslösesätze direkt an eine Kalibrierstation weitergeleitet und beinhalten Förderbandverbindungen und einen Datenaustausch (über Ethernet oder I/O), um der Kalibrierstation die Schweißqualität mitzuteilen und so fehlerhafte Teile automatisch vom Kalibriervorgang auszuschließen.
Für eine neue thermische Auslösekonstruktion (neue Bimetallgröße, Trägerrahmen und Werkzeuge) beträgt die Lieferzeit typischerweise 90-120 Tage (einschließlich Konstruktion, Fertigung der Zuführung, Programmierung der Bildverarbeitung und Inbetriebnahme). Bei kleineren Änderungen einer bestehenden Konstruktion: 60–75 Tage.
Verwandte Produkte

RCBO PCBA automatische Lötmaschine
Details anzeigen
Silberpunkt + Kontakt automatische Schweißmaschine
Details anzeigen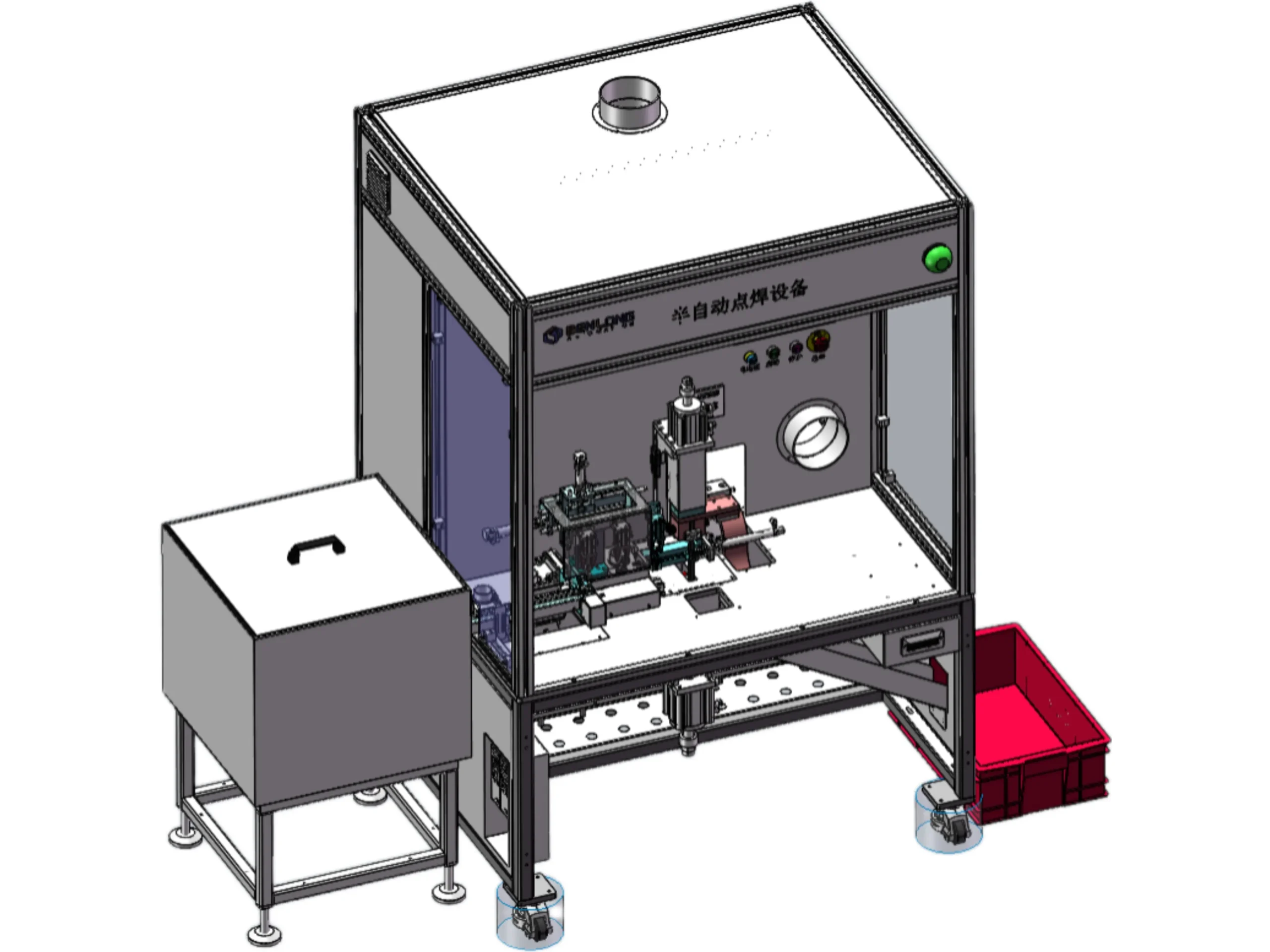
Halbautomatische Schweißmaschine
Details anzeigen
MCB Bimetall + beweglicher Kontakt + Kupfergeflecht Automatische Schweißmaschine
Details anzeigen
Verzögerungsrohr + Polschuh automatische Schweißmaschine
Details anzeigen