benlong
benlong 




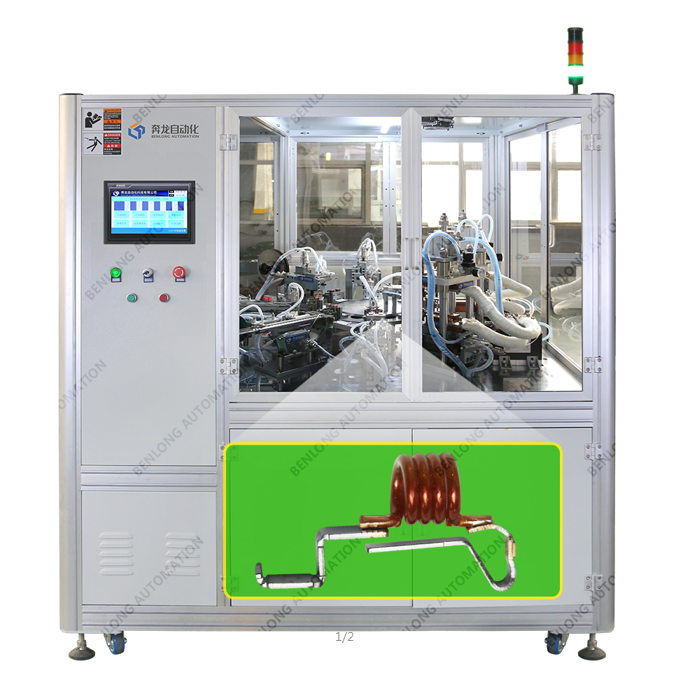
Línea de soldadura automática con interruptor térmico MCB
Línea de soldadura automática para conjuntos de disparo térmico MCB personalizados, con celdas robóticas, alineación por visión (±0,05 mm), control de energía de circuito cerrado y trazabilidad completa. Admite múltiples tamaños de bimetal. Cambio rápido. Para la producción en grandes volúmenes de conjuntos de disparo térmico conformes a la norma IEC 60898-1.
Línea de soldadura automatizada de alta precisión para conjuntos de disparo térmico de MCB
Esta línea de soldadura automática para interruptores térmicos MCB es una máquina moderna desarrollada específicamente para soldaduras de alta precisión de interruptores térmicos bimetálicos utilizados en interruptores automáticos miniatura (MCB). Con un diseño enfocado en la producción en alto volumen, la línea consta de múltiples celdas de soldadura robóticas, monitoreo en tiempo real del proceso de soldadura y sistemas inteligentes de control de calidad (QA) para garantizar que cada interruptor térmico presente un rendimiento constante durante todo el proceso de fabricación. Los sistemas de alineación visual de alta precisión utilizan tecnologías ópticas avanzadas para lograr una precisión de posicionamiento a nivel micrométrico. Mediante el control de bucle cerrado, los parámetros de soldadura se mantienen en configuraciones óptimas durante todo el proceso de fabricación, lo que resulta en una resistencia de unión uniforme y las características eléctricas necesarias para producir interruptores térmicos que cumplen con la norma IEC 60898-1.
Ingeniería a medida: 90-120 días | Integración llave en mano | Soldadura robótica + alineación por visión
¿Qué es un conjunto de disparo térmico MCB para línea de soldadura automática?
Una línea de soldadura totalmente automatizada o semiautomatizada para interruptores automáticos (MCB) que utiliza tecnología de soldadura por proyección térmica es un sistema de producción que suelda tiras bimetálicas (el componente responsable de la protección contra sobrecargas térmicas) a sus bastidores de soporte y/o terminales conductores. La tira/subconjunto bimetálico soldado es fundamental para la característica de disparo térmico de los MCB, ya que la soldadura crea una conexión eléctrica de baja resistencia.
Colocación y soldadura de alta velocidad y repetible de bimetales al bastidor de soporte.
El posicionamiento a nivel micrométrico garantiza la correcta ubicación del bimetal, algo fundamental para la precisión del disparo.
El ajuste de energía/fuerza en tiempo real compensa el desgaste de los electrodos y las variaciones de las piezas.
Diseñado para adaptarse a la geometría bimetálica, la estructura de soporte y los objetivos de producción.
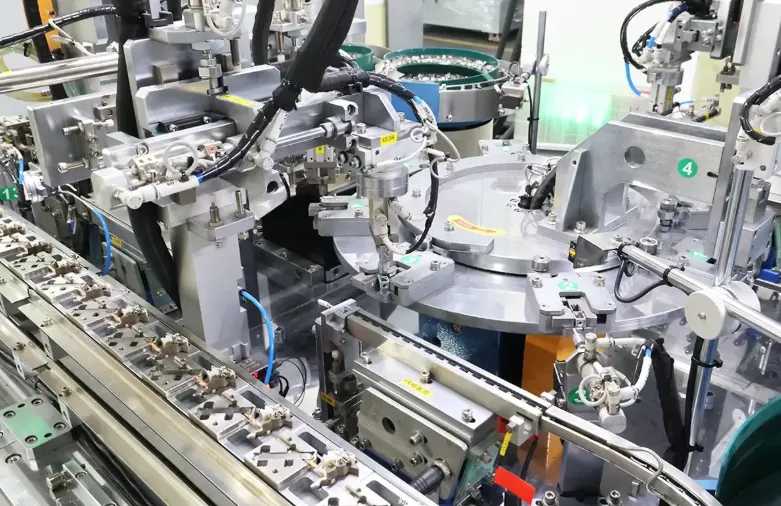
Características de la línea y proceso de soldadura




Especificaciones técnicas
| Compatibilidad de tiras bimetálicas | Longitud 10-40 mm, ancho 3-15 mm, espesor 0,3-1,2 mm (herramientas personalizadas para otros tamaños) |
|---|---|
| Materiales del marco de soporte | Aleación de cobre, latón, acero (estañado o sin recubrimiento) |
| Tecnología de soldadura | Soldadura por resistencia (descarga capacitiva o CC inversora) con energía/fuerza programable. |
| Precisión de posicionamiento | ±0,05 mm (guiado por visión) |
| Salida típica (personalizable) | Optimizado para la fabricación de alto volumen: apto para más de 10 000 unidades por turno. |
| Tiempo de cambio | Menos de 30 minutos entre familias de productos (receta + herramientas de cambio rápido) |
| Control de calidad | Monitorización de la energía de soldadura durante el proceso, estación opcional de prueba de resistencia o tracción posterior a la soldadura. |
| Sistema de control | PLC (Siemens/Mitsubishi) con HMI, ajuste de parámetros en bucle cerrado y almacenamiento de recetas. |
| Trazabilidad | Código de barras o RFID por componente; resultados de las pruebas vinculados al número de serie. |
| Suministro eléctrico y de aire | 380V ±10% 50Hz | Aire comprimido 0,5-0,7MPa |
Ventajas técnicas principales (diseño personalizado no estándar)
Alineación de la visión a nivel micro
Las cámaras de alta resolución detectan la posición y la orientación del bimetal antes de la soldadura, lo que garantiza una ubicación uniforme de la unión incluso con variaciones en las piezas debidas al estampado.
Control de energía en bucle cerrado
El controlador de soldadura supervisa el voltaje, la corriente y la duración de cada pulso. Si la energía calculada se desvía del valor objetivo, el controlador la compensa automáticamente, eliminando soldaduras frías o salpicaduras excesivas.
Herramientas modulares de cambio rápido
Los electrodos de soldadura y los sistemas de fijación precentrados permiten cambiar entre diferentes tamaños de bimetal en menos de 30 minutos. Las recetas almacenan los parámetros de soldadura para cada familia de productos.
trazabilidad integrada
Cada componente soldado recibe una identificación única (marcada con láser o con código de barras). La línea almacena los parámetros de soldadura, los resultados de la verificación visual y las decisiones de aprobación/rechazo para garantizar la trazabilidad completa del ciclo de vida, algo esencial para las auditorías de cumplimiento de las normas ISO 9001 e IEC.
















Caso de éxito de un cliente (línea personalizada no estándar)
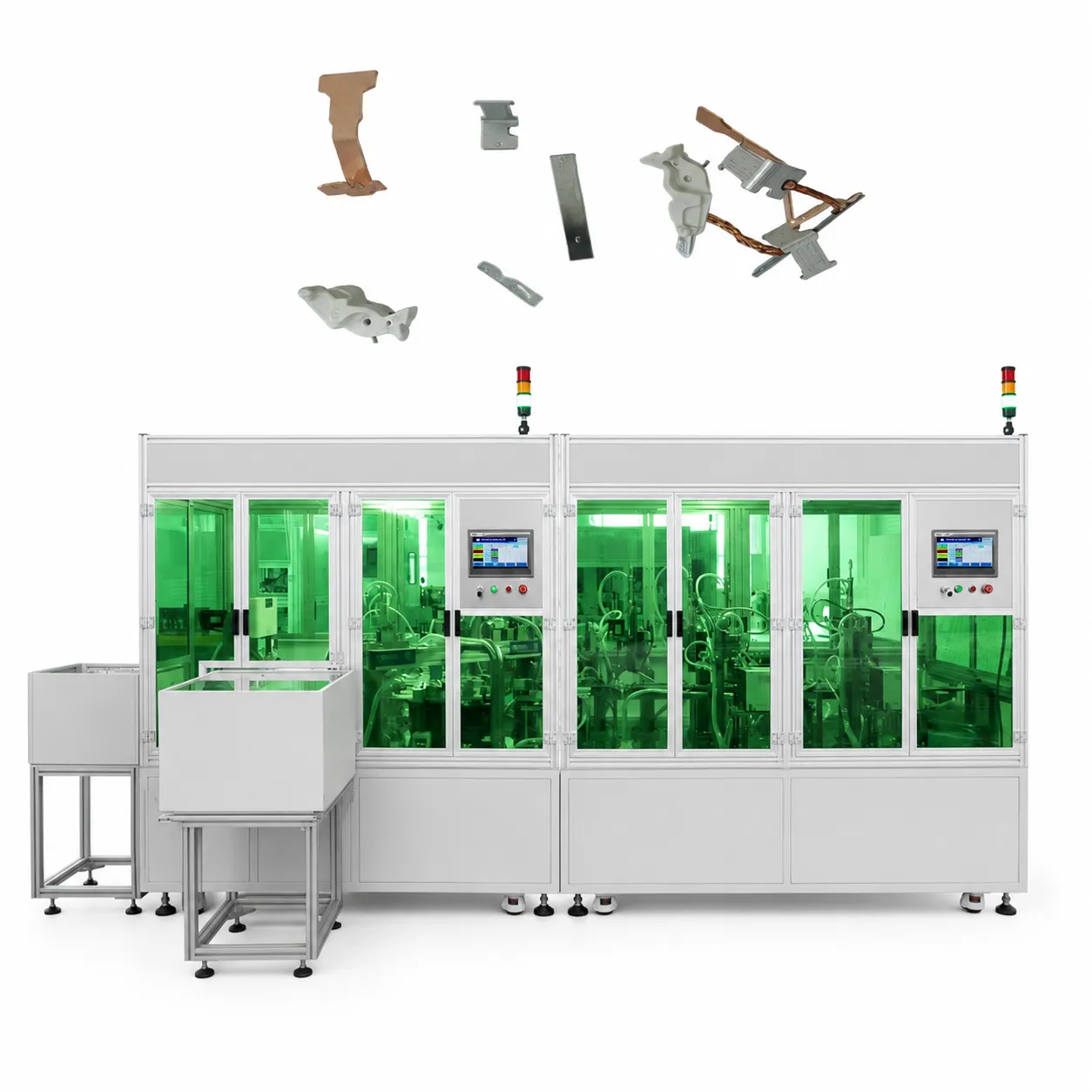
Una de las mayores empresas fabricantes de disyuntores miniatura (MCB) de Europa había producido previamente numerosas tiras bimetálicas mediante dos métodos principales (manual y de ensamblaje). Para mejorar aún más la eficiencia de la producción y reducir los costes mediante procesos automatizados, el fabricante europeo de MCB necesitaba una única línea de producción capaz de fabricar tres tamaños diferentes de tiras bimetálicas (6A, 20A y 63A) con los tiempos de cambio más cortos posibles (o cambios mínimos). Para lograr este objetivo, Benlong proporcionó una línea de soldadura modular de conjuntos de disparo térmico con:
Los niveles de defectos en la línea de soldadura disminuyeron de una tasa de defectos original de 0,80% a una tasa de defectos final de 0,07%, lo que permitió al cliente crear más producto para satisfacer los requisitos de mayor volumen sin necesidad de más estaciones de trabajo manuales.
Aplicaciones e integración
Ingeniería y entrega a medida
Solicite un presupuesto para una línea de soldadura por viaje térmico personalizada.
Por favor, facilítenos muestras de su material bimetálico, planos de las estructuras de soporte que necesita y los volúmenes de producción estimados. Nuestros ingenieros crearán una solución de soldadura robótica personalizada con control de proceso de circuito cerrado completo y trazabilidad total para su aplicación.
WhatsApp: +86 150 5837 0007 | Correo electrónico: xsb@benlongkj.cn | Soporte en inglés y chino
¿Por qué elegir Benlong para la soldadura de componentes térmicos?
- Más de 15 años diseñando líneas de soldadura automatizadas para conjuntos de disparo térmico MCB
- Integración de visión y programación robótica internas.
- Control de energía de circuito cerrado para una calidad de soldadura uniforme.
- Diseño modular: ampliable para limpieza, marcado o pruebas.
- Soporte técnico y de repuestos a nivel mundial
La línea personalizada típica incluye:
Alimentador bimetálico · Módulo de visión para alineación · Sistema de soldadura robótica (descarga de condensador o inversor CC) · Controlador de soldadura de circuito cerrado · Sistema de verificación de calidad posterior a la soldadura (probador de resistencia o tracción) · Estación de marcado láser opcional · (Computadora lógica programable) con interfaz de operador · Recintos de seguridad · Almacenamiento de más de 20 recetas diferentes para tipos de productos · Un juego de herramientas (para cambio) · 1 año de garantía.
Preguntas frecuentes
La soldadura por resistencia se realiza mediante descarga capacitiva y corriente continua con inversor. La descarga capacitiva produce soldaduras rápidas y de alta energía en forma de pulsos para tiras bimetálicas delgadas y cortas, mientras que la corriente continua con inversor ofrece mayor control sobre la soldadura para materiales más gruesos. La decisión dependerá principalmente del grosor de la tira bimetálica y del material del que esté hecha la estructura de soporte.
Cada pulso de energía de soldadura (voltaje, corriente y duración) se monitoriza mediante un controlador de lazo cerrado. Si se produce una desviación del perfil almacenado, se ajusta o se rechaza el proceso. También se puede utilizar una estación de medición resistiva en línea para comprobar directamente la resistencia de la junta.
Sí. El sistema de alineación visual puede entrenarse para identificar diversas formas bimetálicas mediante el uso de herramientas de alimentación y electrodos de soldadura personalizables según la familia del producto. El tiempo de cambio a diferentes formas suele ser inferior a treinta (30) minutos.
Normalmente, los conjuntos de protección térmica soldados se envían directamente a una estación de calibración e incluyen enlaces de transporte y protocolo de comunicación de datos (a través de Ethernet o E/S) para comunicar al banco de calibración la calidad de la soldadura, lo que permite el rechazo automático de las piezas defectuosas antes de que entren en calibración.
Para un nuevo diseño de disparo térmico (nuevo tamaño de bimetal, bastidor de soporte y herramientas), el tiempo de entrega suele ser 90-120 días (incluye diseño, fabricación de alimentadores, programación de visión y puesta en marcha). Para variantes menores de un diseño existente, entre 60 y 75 días.
Productos relacionados

Máquina de soldadura automática RCBO PCBA
Ver detalles
Punto plateado + Máquina de soldadura automática de contacto
Ver detalles
Máquina de soldadura automática de tubo de retardo + zapato de polo
Ver detalles
Máquina de soldadura automática para bastidor de soporte bimetálico MCB
Ver detalles
Máquina de soldadura automática bimetálica + contacto móvil + trenza de cobre
Ver detalles