
 benlong
benlong 



Manufacturing Plant Shutdown Checklist
A food processing establishment located in Midlands halted its operations for the yearly maintenance period wherein the engineering department had a work list of 340 items for completion before the resuming of operations. On day 10, out of the 14, the inspections unveiled that an essential steam valve in the pasteuriser had developed internal corrosion and had to be replaced, taking three weeks to be delivered. This led to an additional delay of 8 days in the closure with the company losing £200,000 in revenue from production losses during that period. The valve had been functioning at the factory for a period of 15 years without any inspections done during earlier situations when the factory was closed. The investigators concluded that there was no mention in the closure checklist that all valves had to be checked no matter whether they were showing faults prior to being taken offline. Lessons learnt in this very case can be applied universally. Closure of a plant for any purpose such as maintenance, retooling, and product makeovers is the most expensive and serious event in the production calendar. The difference between a successful closure that does not go beyond time and budget versus a failure is in the quality of the checklist used for such operations.

Why a Structured Shutdown Checklist Is Non‑Negotiable
Shutdowns in a plant are time-sensitive projects and every minute is costing money. Downtime work can involve several different maintenance players, including internal maintenance crew, outside contractors, and equipment OEMs working close together; often involving different equipment systems which must be isolated, locked, and verified dead. Risks in shutdowns are highest; energy systems are opened, confined spaces are entered, heavy hardware is lifted, and safety barriers of the plant are removed or bypassed. A proper checklist, made up days before the shutdown, is used to make sure no accident occurs. INSIGHT Safety says that planned shutdowns are the periods of high risks and should be planned and executed as carefully as one plans and executes the normal work in the plant.

The Universal Pre‑Shutdown Preparation Phase
Preparation starts weeks or even months prior to the halting of any machines. The pre-shutdown stage identifies the limits of implementation, expenditure, milestones and needed resources. Below-listed points encompass all plants irrespective of production specialization.
- Define the shutdown scope and objectives. Determine whether this is a regular maintenance turnaround, a significant equipment replacement, a line modification, or a blend of everything. Every action in the final checklist has to have a specific aim in mind. Actions that do not apply to the shutdown aim should instead be part of regular maintenance.
- Complete a risk assessment for every task. Every task on the shutdown register needs to have a documented risk assessment and method statement. The assessment shall cover the specific hazards of the task such as electrical, mechanical, chemical, thermal, confined space and working at height hazards and control measures.
- Identify and pre‑order all required parts, materials, and consumables. Shutdown cannot be delayed until the arrival of a gasket, a bearing, or a spare contactor. All the components should be designed accordingly to ensure that the necessary spare parts are available at the time when the shutdown starts. All spare parts ordered well in advance should arrive on site on time.
- Schedule contractors and confirm their availability. It is mandatory to book external contractors along with their induction process and safety procedures of the plant before their arrival at the plant. Their insurance, credentials, and competence must be assessed before the shutdown time not on the first day of the shutdown.
- Prepare the lockout/tagout (LOTO) plan for every energy source. Before any work can start on equipment, it is necessary to isolate it from all energy sources: electrical, pneumatic, hydraulic, thermal and stored mechanical energies. The point for isolation need to be identified, recorded and assigned to a responsible person. LOTO procedures should comply with the relevant national standards, including OSHA 1910.147 in the USA or the equivalent national regulation.
- Brief all personnel on the shutdown schedule, their specific responsibilities, and the emergency procedures. It is essential for every individual on duty during the shutdown to be aware of the emergency assembly points, the process of raising an alert as well as the incident controller. Furthermore, the material must be recorded.
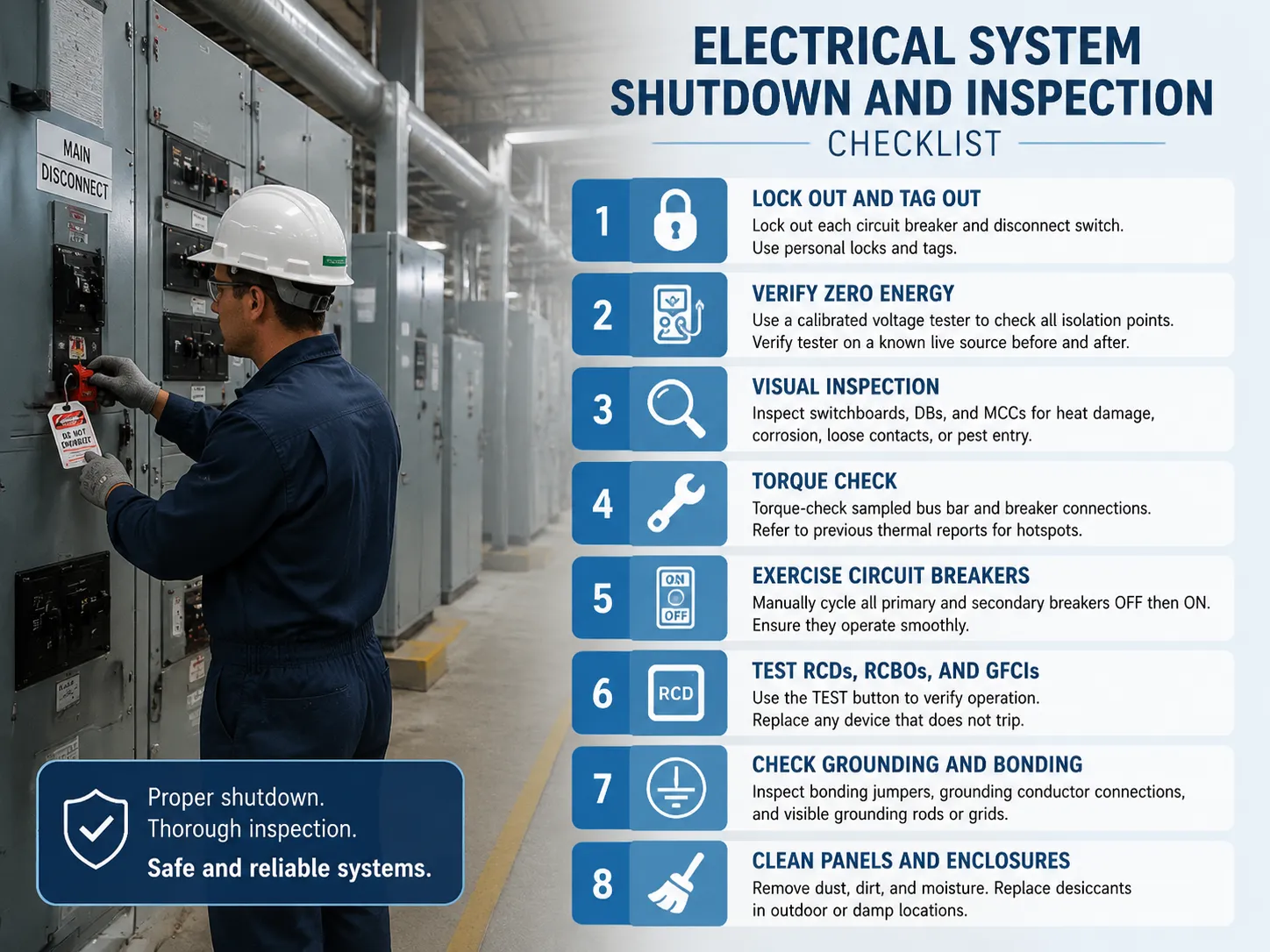
Electrical System Shutdown and Inspection Checklist
Electrical systems are the most hazardous and crucial systems to isolate correctly. The following checklist explains the minimum tasks needed for proper electrical isolation and inspection of the electrical systems when they are de-energised.
- Lock out each of the circuit breakers and disconnect switches that provide energy to equipment. Utilize personal tags and lockout locks.
- Utilize a voltage tester that has been calibrated to check every isolation point for zero energy. Validate the tester on a known live source prior to starting every measurement and after the completion of the process.
- Check the main switchboard, distribution boards, and motor control centres for any indication of high heat, corrosion, loose contacts or pests entering the area.
- Ensure that you torque-check some bus bar and breaker connections that have been sampled. Loose connections cause most of the panel failures. If the facility has an infrared thermography report available from earlier operating periods, refer to the report in finding connections which were overheated.
- All primary and secondary circuit breakers have to be exercised by turning them OFF and followed by turning them ON. This allows internal lubricant to move around and ensures that the mechanism does not jam. A breaker which cannot be operated by hand is hazardous.
- You must test all RCDs, RCBOs, and GFCIs using the built-in TEST button. If a device does not trip, it needs to be replaced. Note the trip times for devices equipped with testing ports.
- Examine the grounding and bonding system. Inspect the condition of the main bonding jumpers, the grounding electrode conductor connections, and any visible grounding rods or grounding grids.
- Ensure that the interiors of all panels and enclosures have been thoroughly cleaned. Take care to eliminate all dirt and dust as well as any moisture found within. If either type of enclosure is located outdoors or in damp locations replace desiccants.
For factories employing automatic assembly systems and testing stations, such as the ones created by Benlong Automation for electrical manufacturing companies, shutdown periods also serve as a time for preventive care of the entire automation system. This includes checking and updating firmware of servo drivers, PLCs, HMIs, and vision systems which have been in constant operation for thousands of hours since the last shutdown. For a detailed breakdown of the testing stations on these automated lines, our guide on what an MCB automatic testing line is explains the calibration and testing functions that must be verified after a power‑down and restart.
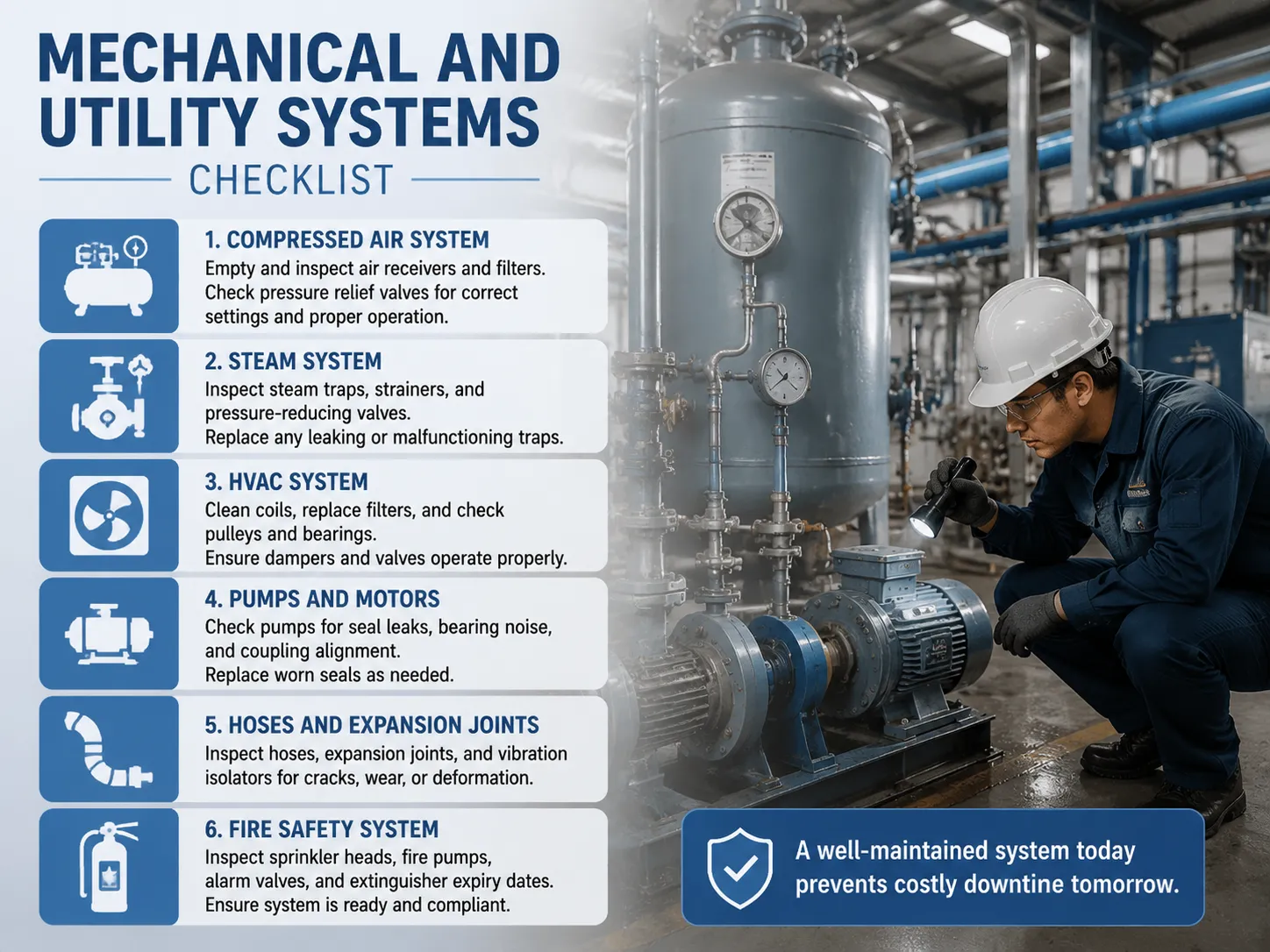
Mechanical and Utility Systems Checklist
Mechanical systems, such as compressed air, steam, HVAC, and process water systems, serve as the circulatory system of the factory. Shutdowns are the only moments when one can examine parts that cannot be reached or are too hazardous to investigate during the operation of the factory.
- Empty, examine the full pneumatic air receivers and associated filters. Ensure that all the pressure relief valves are set at the correct pressure and valve functioning.
- Examine steam traps, strainers, and pressure-reducing valves. A malfunctioning steam trap leads to energy loss and may initiate a water hammer. Any trap responsible for leakage must be replaced.
- It is important to ensure the cleanliness of HVAC coils, to change the filters and to check the pulleys and bearings. Check whether the dampers and valves function properly.
- Check process and cooling pumps for leaks from the seals, noise from the bearings, and alignment of the couplings. Change the seals on pumps that show signs of wear.
- Inspect the flexible hoses as well as other equipment like the expansion joints and vibration isolators for damage such as cracks or deformation.
- Examine the fire safety system – sprinkler heads, fire pumps, alarm valves, and extinguisher expiry dates. This is often a requirement during a shutdown.
Safety Systems and Building Infrastructure Checklist
Safety systems remain inactive during routine operations, and shut downs are frequently the only opportunity to test them. The infrastructure of the facility – the roof, gutters, and loading docks – tends to get neglected until something catastrophically fails, revealing secondary damage.
- It is essential to conduct functional tests for all emergency stop circuits along with all the safety interlocks present at the machine. A safety device that has not been tested for a year cannot be assumed operational.
- Test the emergency lights, exit signs and fire alarm system of the website. Replace the batteries and the lamps that weren’t able to function optimally.
- Examine the structural components of the building structures — such as roof, guttering, drainage systems and outer covering — for leaks or blockages as well as damage. If rain finds access through damaged roof during a storm it can damage electrical appliances.
- Take a look and keep the cleaning of all confined spaces, such as pits, sumps, and tanks. Inspect the spaces before entry, gas-testing them before joining, and provide proper ventilation throughout.
Automation, Controls, and IT Systems Checklist
Contemporary production factories rely on automated technology and data systems that necessitate following exact procedures for switching off and switching on to prevent data loss, configuration mistakes, and communication errors.
- Make sure to save all PLC programs, HMI configurations and drive parameters. Powering down the controller can result in failure of its memory if the battery has not been detected as faulty in time.
- Ensure that both the MES and SCADA databases are backed up and confirm that they have been successfully backed up. Confirm their viability before shutting down the production systems.
- Confirm that once power is back on, all devices within the industrial network – PLCs, drives, HMIs, and remote I/Os – have not only connected back but also are communicating. If there is anyone device that is offline, the whole line will not be able to start.
- Verify that every automated valve, damper, and actuator fully cycles to ensure proper response to the control system and position feedback accuracy.
- Check and verify if all control system clocks are synchronised. The difference in time between different devices may result in errors during data logging and complicated fault-finding.

Industry‑Specific Shutdown Considerations
Although the mentioned checklists include common systems in manufacturing plants, specific industries have other requirements that need to be included into the shutdown plan.
- Food and beverage processing. As part of the shutdown, thorough cleaning of all surfaces that come in contact with the products should be completed. This cleaning must then be confirmed through swab testing or ATP testing prior to restarting production. All cleaning-in-place systems used in the factory should be checked for clogging of spray balls, integrity of gaskets, and calibration of chemical concentrations. Any temporary repairs performed should consist of materials compatible with the cleaning chemicals used in the enterprise and compliant with FDA regulations.
- Pharmaceutical and medical device manufacturing. It is essential to evaluate any modification to a piece of equipment, whether it is a replacement element, an adjustment of the software, or re-calibration, as to its effects on the validated state of the procedure. The change control process has to be implemented and, in the case of an important change, re-qualification or re-validation may have to take place before returning to production. The process of shutting down the equipment is done only after each change has been approved by a QA department.
- Chemical and hazardous material processing. A thorough line-break protocol needs to be part of the shutdown process for every pipe, tank, and pump that has contained a hazardous chemical. It should contain necessary personal protective equipment specifications, decontamination methods, and atmospheric conditions that need to be met before the flanges are opened. During these activities, the plant emergency response team needs to be ready.
- Electrical and electronic device manufacturing. Automated assembly and testing lines, like the ones manufactured by Benlong Automation for producing circuit breakers and contactors, require recalibration once power is turned off. Each station’s calibration — including thermal trip, magnetic trip, and dielectric test — must be verified with the help of a known good sample reference before the production line is put into operation. The first items produced after the stoppage must either pass the full type test or follow a certain abbreviated test cycle and be compared with the information obtained before the shutdown.
The Post‑Shutdown Restart: Verification Before Handover
The restoration is the riskiest part of the shutdown. With energy restored, equipment is undergoing testing and the facility is in the process of moving from a de-energized state to one in which heat is being safely produced. The following tests must be completed before production can resume.
- Ensure that no locks or tags are left behind and that everyone remains on-site. The absence of any lock or individual means no restarting of operations may be permitted.
- Observe every area to ensure that all temporary equipment, working tools, ladders, welding machines, and extension cords are out of the working area. Please be sure to bring back all guards, covers, and access panels as well.
- Turn on power in the following order: main switchboard, Distribution boards, motor starters, followed by individual machine isolators. Only activate one machine at a time after ensuring that the previous machine has received power.
- Put every machine through an empty run — no material in the machine — and note any irregularities. Also check for noises, vibrations, and if all controls and safety devices are functioning normally.
- Make the first batch of products and check their quality. Do not enter into full production until the batch is accepted.
- After the shutdown, hold a debriefing session involving all supervisors and subcontractors. Take notes of the successful aspects of the shutdown as well as the areas lacking efficiency or success. Incorporate these lessons learned into the shutdown checklist.
Frequently Asked Questions
What is the most common cause of a shutdown overrun?
Scope creep is the most frequent reason; new work is found during the shutdown that was not planned for or resourced. The second most common reason is a crucial spare part not being ordered in advance. In both situations, a severe pre-shutdown inspection as well as pre-ordered spare parts ensure that this does not happen.
How far in advance should a shutdown be planned?
A time horizon of three to six months is required for an extensive facility shutdown involving the coordination of several contractors. The pre-shutdown activities must be finished no later than a fortnight before the shutdown actually begins, with the confirmation of all personnel, tools, and permits.
What is the difference between a planned shutdown and an emergency shutdown?
A planned shutdown is arranged and executed following adequate consideration of risks, procedures, and resources. An emergency shutdown is an unexpected event such as power loss or fire. The purpose of an emergency shutdown is to ensure the safety of the facility rather than to finish maintenance activities.
Who is responsible for the shutdown checklist?
The checklist for shutdown is prepared by the engineering or maintenance manager of the plant but must be reviewed and approved by all of the disciplines which are involved – electrical, mechanical, process, safety, quality, and production. A checklist prepared without consulting the personnel who will use it is a set of assumptions and not a plan.
References
- Health and Safety Executive (HSE) — Safe Maintenance and Shutdown Procedures. UK regulatory guidance on the planning and execution of safe plant shutdowns, including lockout/tagout and confined space entry.
- OSHA 1910.147 — The Control of Hazardous Energy (Lockout/Tagout). The U.S. federal standard for the isolation of energy sources during maintenance and shutdown activities.
- Plant Engineering — Shutdown and Turnaround Best Practices. Industry publication covering planning, scheduling, and execution strategies for manufacturing plant shutdowns.
- NFPA 70B — Recommended Practice for Electrical Equipment Maintenance. Guidance on the inspection, testing, and maintenance of electrical equipment during planned shutdowns.
A manufacturing plant shutdown is a planned event that rewards planning above all else. The checklists in this guide include mechanical, electrical, safety, automation, and industry-specific ones, making it easy for individual plants to modify them based on their equipment, risks, and regulatory laws. However, any pre-checklist operations that proactively prepare the way for a successful shutdown cannot be substituted by any checklist. Shutdowns that are completed within the timeline and budget are the results of strategic planning done months in advance of anything even being shut down. Benlong Automation’s assembly and testing lines take full advantage of this – all precision automation saves time and money because timely planned maintenance prevents unnecessary downtime when the automated line starts operating correctly immediately after being restarted.




