
 benlong
benlong 



製造工場停止チェックリスト
ミッドランズにある食品加工施設は、年間メンテナンス期間のために操業を停止しました。この期間中、エンジニアリング部門は操業再開前に完了すべき340項目の作業リストを持っていました。14日間のうち10日目に、検査の結果、パスチャライザー内の重要な蒸気バルブに内部腐食が発生していることが判明し、交換が必要となりました。バルブの納品には3週間かかり、そのため閉鎖期間がさらに8日間延長され、その期間の生産損失により同社は20万ポンドの収益を失いました。このバルブは工場で15年間稼働していましたが、工場が閉鎖された以前の状況では検査が行われていませんでした。調査員は、閉鎖チェックリストに、オフラインにする前に故障の有無にかかわらずすべてのバルブを点検する必要がある旨の記載がなかったと結論付けました。この事例から得られた教訓は普遍的に適用可能です。メンテナンス、リツーリング、製品改良などの目的で工場を閉鎖することは、生産カレンダーの中で最も費用がかかり重大なイベントです。時間と予算を超えない成功した閉鎖と失敗の違いは、そのような作業に使用されるチェックリストの品質にあります。.

なぜ構造化されたシャットダウンチェックリストが不可欠なのか
工場のシャットダウンは時間に敏感なプロジェクトであり、1分1秒がコストに直結します。ダウンタイム作業には、内部メンテナンスチーム、外部請負業者、機器OEMなど複数のメンテナンス関係者が密接に連携し、異なる機器システムを隔離、ロックし、確実に電源を遮断する必要があります。シャットダウン時のリスクは最も高く、エネルギーシステムが開放され、閉鎖空間に入り、重機が持ち上げられ、工場の安全バリアが解除または迂回されます。シャットダウンの数日前に作成された適切なチェックリストは、事故が発生しないようにするために使用されます。INSIGHT Safetyは、計画されたシャットダウンは高リスク期間であり、工場での通常作業を計画・実行するのと同様に慎重に計画・実行すべきだと述べています。.

普遍的な事前シャットダウン準備段階
準備は機械停止の数週間、場合によっては数ヶ月前から始まります。事前シャットダウン段階では、実施範囲、費用、マイルストーン、必要なリソースを特定します。以下のポイントは、生産の専門分野に関わらずすべての工場に共通しています。.
- シャットダウンの範囲と目的を定義する。. これは定期メンテナンスのターンアラウンドか、重要な機器交換か、ラインの改造か、またはそれらの組み合わせかを判断します。最終チェックリストのすべての作業は、特定の目的を念頭に置いている必要があります。シャットダウンの目的に該当しない作業は、通常のメンテナンスの一部とすべきです。.
- すべての作業に対してリスク評価を完了する。. シャットダウン登録簿のすべての作業には、文書化されたリスク評価と作業方法書が必要です。評価は、電気、機械、化学、熱、閉鎖空間、高所作業などの作業特有の危険と管理措置をカバーしなければなりません。.
- 必要なすべての部品、材料、および消耗品を特定し、事前に注文してください。. ガスケット、ベアリング、または予備のコンタクタの到着を待ってシャットダウンを遅らせることはできません。すべてのコンポーネントは、シャットダウン開始時に必要な予備部品が利用可能であることを保証するように設計されるべきです。十分に前もって注文されたすべての予備部品は、現場に時間通りに到着しなければなりません。.
- 請負業者のスケジュールを立て、彼らの利用可能性を確認してください。. 外部請負業者の予約は必須であり、彼らのプラント到着前に導入プロセスと安全手順を完了させる必要があります。保険、資格、および能力はシャットダウン時間の前に評価されなければならず、シャットダウン初日に行ってはなりません。.
- すべてのエネルギー源に対するロックアウト/タグアウト(LOTO)計画を準備してください。. 設備での作業を開始する前に、電気、空気圧、油圧、熱、および蓄積された機械的エネルギーなど、すべてのエネルギー源から設備を隔離する必要があります。隔離ポイントは特定され、記録され、責任者に割り当てられなければなりません。LOTO手順は、米国のOSHA 1910.147や同等の国内規制を含む関連する国家基準に準拠する必要があります。.
- シャットダウンスケジュール、各自の具体的な責任、および緊急手順について全員に説明してください。. シャットダウン中に勤務するすべての個人が緊急集合場所、警報の発信方法、および事故管理者を認識していることが不可欠です。さらに、その資料は記録されなければなりません。.
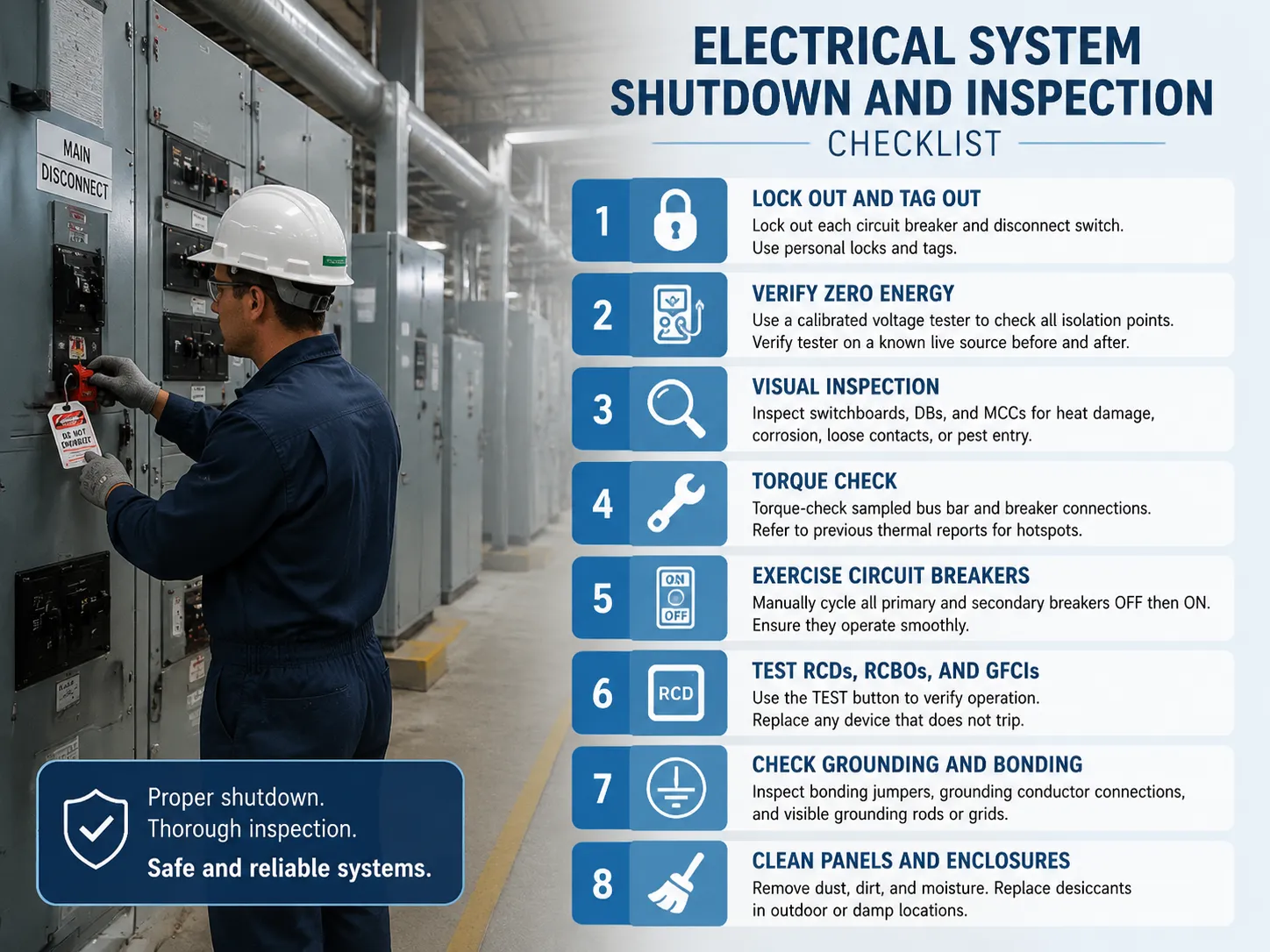
電気システムのシャットダウンおよび点検チェックリスト
電気システムは最も危険で重要なシステムであり、正しく隔離する必要があります。以下のチェックリストは、電気システムが無電状態の際に適切な電気的隔離と点検に必要な最低限の作業を説明しています。.
- 設備にエネルギーを供給する各回路遮断器および切断スイッチをロックアウトしてください。個人用タグとロックアウトロックを使用します。.
- 校正済みの電圧テスターを使用して、すべての隔離ポイントの無電状態を確認してください。測定開始前およびプロセス完了後に、既知の通電源でテスターを検証してください。.
- 主幹盤、分電盤、およびモーター制御センターに高温、腐食、緩んだ接点、または害虫の侵入の兆候がないか確認してください。.
- サンプリングしたバスバーおよび遮断器の接続部のトルクチェックを行ってください。緩んだ接続はパネル故障の大部分を引き起こします。施設に過去の運転期間からの赤外線サーモグラフィ報告書がある場合は、過熱した接続を特定するために報告書を参照してください。.
- すべての一次および二次回路遮断器は、OFFにしてからONにする操作を行う必要があります。これにより内部の潤滑剤が循環し、機構が固着しないことを保証します。手動で操作できない遮断器は危険です。.
- すべてのRCD、RCBO、およびGFCIは、内蔵のTESTボタンを使用してテストしなければなりません。デバイスがトリップしない場合は交換が必要です。テストポートを備えたデバイスのトリップ時間を記録してください。.
- 接地およびボンディングシステムを点検します。メインボンディングジャンパー、接地電極導体の接続、および目視可能な接地棒や接地グリッドの状態を検査してください。.
- すべてのパネルおよびエンクロージャの内部が徹底的に清掃されていることを確認します。内部の汚れやほこり、湿気を完全に除去してください。屋外または湿気の多い場所に設置されているエンクロージャの場合は、乾燥剤を交換してください。.
ベンロングオートメーションが電気製造会社向けに開発したような自動組立システムや検査ステーションを採用している工場では、停止期間は自動化システム全体の予防保全の時間でもあります。これには、前回の停止以来数千時間連続稼働しているサーボドライバ、PLC、HMI、ビジョンシステムのファームウェアのチェックおよび更新が含まれます。これらの自動化ラインの検査ステーションの詳細な内訳については、当社のガイドをご参照ください。 MCB自動検査ラインとは 電源遮断および再起動後に検証すべき校正および試験機能について説明しています。.
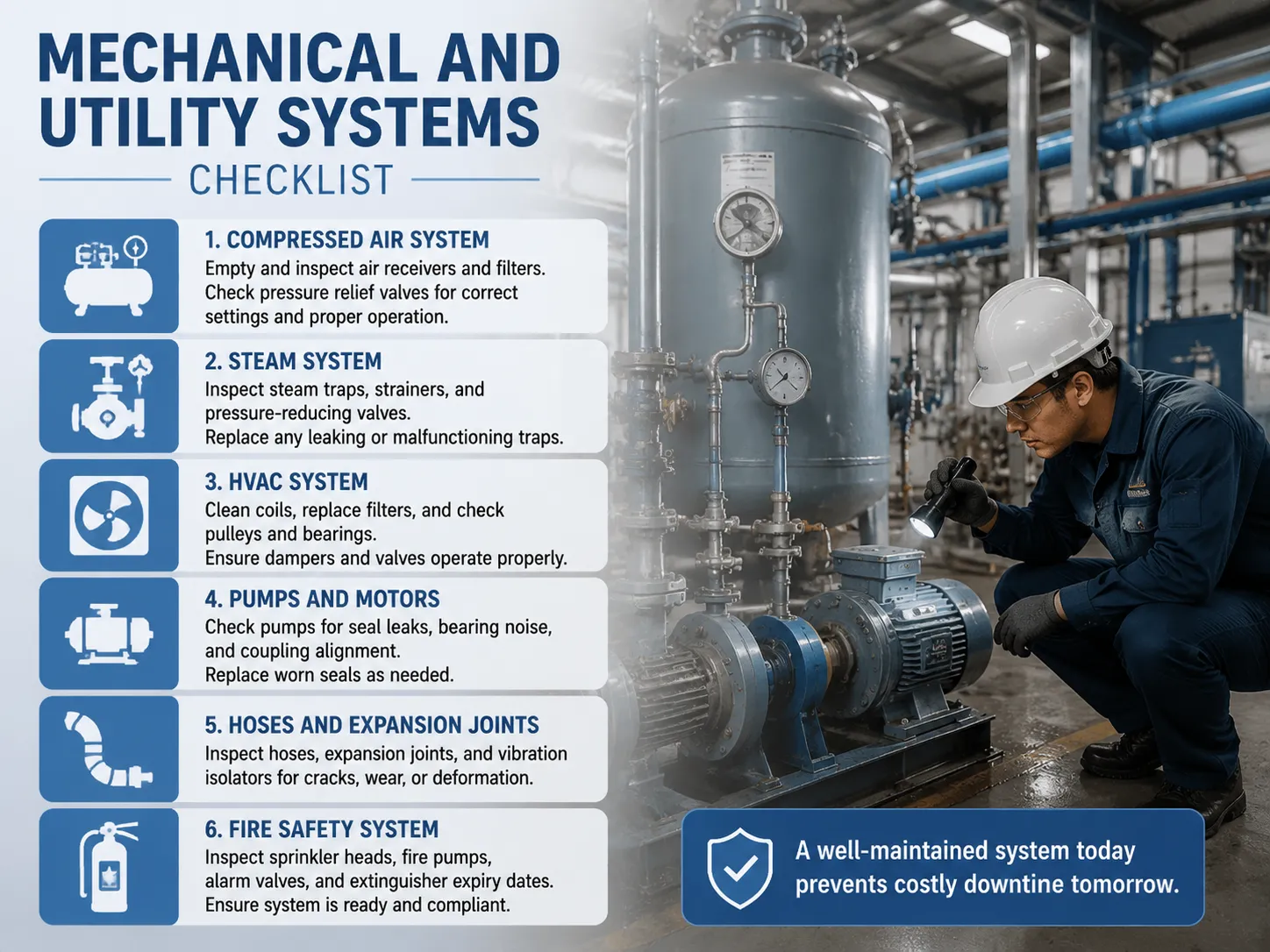
機械およびユーティリティシステムチェックリスト
圧縮空気、蒸気、HVAC、プロセス用水システムなどの機械システムは、工場の循環系として機能します。停止期間は、稼働中には到達できない、または調査が危険な部分を点検できる唯一の機会です。.
- 空にし、満杯の空気受器および関連フィルターを点検します。すべての圧力逃がし弁が正しい圧力に設定され、弁が正常に機能していることを確認してください。.
- 蒸気トラップ、ストレーナー、減圧弁を点検します。故障した蒸気トラップはエネルギー損失を引き起こし、水撃を誘発する可能性があります。漏れを起こしているトラップは交換が必要です。.
- HVACコイルの清掃、フィルターの交換、プーリーおよびベアリングの点検が重要です。ダンパーおよび弁が正常に機能しているか確認してください。.
- プロセスおよび冷却ポンプのシールからの漏れ、ベアリングの異音、カップリングのアライメントを点検します。摩耗の兆候があるポンプのシールは交換してください。.
- フレキシブルホースやエキスパンションジョイント、振動アイソレータなどの機器を、ひび割れや変形などの損傷がないか点検します。.
- 消防安全システム(スプリンクラーヘッド、消防ポンプ、警報弁、消火器の有効期限)を点検します。これは停止期間中に求められることが多いです。.
安全システムおよび建物インフラチェックリスト
安全システムは通常の運用中は非稼働のままであり、停止時がそれらをテストする唯一の機会であることが多いです。施設のインフラストラクチャー—屋根、雨樋、荷役場—は、何か重大な故障が起こり二次的な損傷が明らかになるまで、放置されがちです。.
- すべての非常停止回路および機械に存在するすべての安全インターロックの機能テストを実施することが不可欠です。1年間テストされていない安全装置は、正常に作動すると仮定できません。.
- 非常灯、出口標識、火災警報システムをテストしてください。バッテリーと最適に機能しなかったランプを交換してください。.
- 建物構造の構成要素—屋根、雨樋、排水システム、外装—の漏れや詰まり、損傷を点検してください。嵐の際に損傷した屋根から雨水が侵入すると、電気機器に損害を与える可能性があります。.
- ピット、サンプ、タンクなどの閉鎖空間の清掃状況を確認し、維持してください。入室前に空間を点検し、ガス検査を行い、適切な換気を確保してください。.
オートメーション、制御、およびITシステムチェックリスト
現代の生産工場は自動化技術とデータシステムに依存しており、データ損失、設定ミス、通信エラーを防ぐために正確な手順での電源のオン・オフが必要です。.
- すべてのPLCプログラム、HMI設定、ドライブパラメータを必ず保存してください。コントローラーの電源を切ると、バッテリーの故障が適時検出されていない場合、メモリが失われる可能性があります。.
- MESおよびSCADAのデータベースがバックアップされていることを確認し、バックアップが正常に完了していることを確認してください。生産システムを停止する前にその有効性を確認してください。.
- 電源復旧後、産業ネットワーク内のすべてのデバイス—PLC、ドライブ、HMI、リモートI/O—が再接続され、通信が確立されていることを確認してください。1台でもオフラインのデバイスがあると、ライン全体が起動できません。.
- すべての自動バルブ、ダンパー、アクチュエーターが完全にサイクルし、制御システムへの適切な応答と位置フィードバックの精度を確保していることを検証してください。.
- すべての制御システムの時計が同期しているか確認してください。異なるデバイス間の時間差は、データロギング時のエラーや複雑な故障解析を引き起こす可能性があります。.

業界特有のシャットダウン考慮事項
上記のチェックリストは製造プラントの共通システムを含みますが、特定の業界にはシャットダウン計画に含めるべき他の要件があります。.
- 食品および飲料の加工。. シャットダウンの一環として、製品に接触するすべての表面の徹底的な清掃を完了する必要があります。この清掃は、生産再開前にスワブテストまたはATPテストによって確認されなければなりません。工場で使用されるすべてのクリーンインプレースシステムは、スプレーボールの詰まり、ガスケットの完全性、化学物質濃度の校正について点検する必要があります。実施された一時的な修理は、企業で使用される洗浄化学物質と適合し、FDA規制に準拠した材料でなければなりません。.
- 製薬および医療機器製造。. 設備の変更が、交換部品、ソフトウェアの調整、再校正のいずれであっても、その手順の検証済み状態に与える影響を評価することが不可欠です。変更管理プロセスを実施し、重要な変更の場合は、生産再開前に再認定または再検証を行う必要があります。設備のシャットダウンは、各変更がQA部門によって承認された後にのみ行われます。.
- 化学および危険物処理。. 危険化学物質を含んでいたすべての配管、タンク、ポンプに対して、徹底したラインブレイクプロトコルをシャットダウンプロセスに含める必要があります。これには、必要な個人用保護具の仕様、除染方法、フランジを開ける前に満たすべき大気条件が含まれます。これらの作業中は、プラントの緊急対応チームが待機している必要があります。.
- 電気および電子機器製造。. ベンロングオートメーションが製造する遮断器やコンタクタの生産用自動組立・試験ラインのような設備は、電源が切断された後に再校正が必要です。各ステーションの校正(サーマルトリップ、マグネティックトリップ、耐電圧試験を含む)は、既知の良好なサンプルリファレンスを用いて検証し、生産ラインの稼働前に確認しなければなりません。停止後に最初に生産される製品は、完全な型式試験に合格するか、特定の短縮試験サイクルに従い、シャットダウン前に得られた情報と比較されなければなりません。.
シャットダウン後の再起動:引き渡し前の検証
復旧はシャットダウンの中で最もリスクの高い部分です。電力が復旧すると、設備は試験を受け、施設は非通電状態から安全に熱を発生させる状態へと移行します。生産再開前に以下の試験を完了する必要があります。.
- ロックやタグが残っていないこと、全員が現場にいることを確認してください。ロックや個人が不在の場合、作業の再開は許可されません。.
- すべての一時設備、作業工具、はしご、溶接機、延長コードが作業エリアから撤去されていることを確認してください。すべてのガード、カバー、アクセスパネルも必ず元に戻してください。.
- 次の順序で電源を入れます:主配電盤、分電盤、モータースターター、続いて個別の機械アイソレーター。前の機械に電源が供給されていることを確認した後、1台ずつ機械を起動してください。.
- 各機械を空運転させます — 機械内に材料は入れず — 異常がないか記録します。また、騒音、振動、すべての制御装置および安全装置が正常に機能しているかを確認してください。.
- 最初の製品バッチを作成し、その品質をチェックします。バッチが承認されるまでは本格的な生産に入らないでください。.
- シャットダウン後、すべての監督者および下請け業者を含む報告会を開催します。シャットダウンの成功した点と効率や成功に欠ける点を記録し、これらの教訓をシャットダウンチェックリストに反映させます。.
よくある質問
シャットダウンの遅延の最も一般的な原因は何ですか?
スコープクリープが最も頻繁な理由です。シャットダウン中に計画されておらず、リソースも割り当てられていなかった新たな作業が発見されます。次に多い理由は、重要な予備部品が事前に注文されていないことです。どちらの場合も、厳格な事前シャットダウン検査と予備部品の事前注文により、これを防止できます。.
シャットダウンはどのくらい前から計画すべきですか?
複数の請負業者の調整を伴う大規模な施設のシャットダウンには、3〜6か月の計画期間が必要です。事前シャットダウン活動は、実際のシャットダウン開始の少なくとも2週間前までに完了し、すべての人員、工具、許可の確認を行う必要があります。.
計画的シャットダウンと緊急シャットダウンの違いは何ですか?
計画的シャットダウンは、リスク、手順、リソースを十分に考慮して手配・実行されます。緊急シャットダウンは、停電や火災などの予期せぬ事象です。緊急シャットダウンの目的は、メンテナンス作業を完了することではなく、施設の安全を確保することです。.
シャットダウンチェックリストの責任者は誰ですか?
シャットダウンのチェックリストは、工場のエンジニアリングまたはメンテナンスマネージャーが作成しますが、電気、機械、プロセス、安全、品質、生産のすべての関係部門によるレビューと承認が必要です。使用する担当者と相談せずに作成されたチェックリストは、計画ではなく仮定の集合です。.
参考文献
- Health and Safety Executive (HSE) — 安全なメンテナンスおよびシャットダウン手順. ロックアウト/タグアウトおよび閉所作業を含む、安全なプラントシャットダウンの計画と実行に関する英国の規制ガイダンス。.
- OSHA 1910.147 — 危険エネルギーの制御(ロックアウト/タグアウト). メンテナンスおよびシャットダウン作業中のエネルギー源の隔離に関する米国連邦規格。.
- Plant Engineering — シャットダウンおよびターンアラウンドのベストプラクティス. 製造プラントのシャットダウンの計画、スケジューリング、実行戦略を扱う業界出版物。.
- NFPA 70B — 電気機器メンテナンスの推奨実践. 計画的なシャットダウン中の電気機器の検査、試験、および保守に関するガイダンス。.
A 製造プラントのシャットダウン は何よりも計画を重視する計画的なイベントです。このガイドのチェックリストには、機械、電気、安全、オートメーション、および業界固有のものが含まれており、各プラントが自社の設備、リスク、規制法に基づいて簡単に修正できるようになっています。ただし、成功したシャットダウンのために事前に準備を行ういかなるプレチェックリストの作業も、チェックリストに代わるものではありません。タイムラインと予算内で完了するシャットダウンは、実際に何かを停止する数か月前から行われる戦略的な計画の結果です。Benlong Automationの組立および試験ラインはこれを最大限に活用しており、すべての精密オートメーションは、計画的なメンテナンスにより不要なダウンタイムを防ぎ、再起動後すぐに自動化ラインが正しく稼働するため、時間とコストを節約します。.




