
 benlong
benlong 



قائمة التحقق لإيقاف تشغيل مصنع التصنيع
أوقفت منشأة معالجة الأغذية الواقعة في ميدلاندز عملياتها لفترة الصيانة السنوية حيث كان لدى قسم الهندسة قائمة عمل تضم 340 بندًا يجب إكمالها قبل استئناف العمليات. في اليوم العاشر من أصل 14، كشفت عمليات التفتيش أن صمام بخار أساسي في جهاز البسترة قد تطور به تآكل داخلي وكان لا بد من استبداله، مما استغرق ثلاثة أسابيع للتسليم. أدى ذلك إلى تأخير إضافي قدره 8 أيام في الإغلاق مع خسارة الشركة 200,000 جنيه إسترليني من الإيرادات بسبب خسائر الإنتاج خلال تلك الفترة. كان الصمام يعمل في المصنع لمدة 15 عامًا دون إجراء أي عمليات تفتيش خلال الحالات السابقة التي تم فيها إغلاق المصنع. خلص المحققون إلى أنه لم يتم ذكر في قائمة التحقق من الإغلاق أنه يجب فحص جميع الصمامات بغض النظر عما إذا كانت تظهر أعطالًا قبل فصلها عن الخدمة. يمكن تطبيق الدروس المستفادة من هذه الحالة بشكل عام. إغلاق المصنع لأي غرض مثل الصيانة، إعادة التجهيز، وتحديث المنتجات هو الحدث الأكثر تكلفة وخطورة في جدول الإنتاج. الفرق بين إغلاق ناجح لا يتجاوز الوقت والميزانية مقابل فشل يكمن في جودة قائمة التحقق المستخدمة لهذه العمليات.

لماذا تعتبر قائمة التحقق المنظمة للإغلاق أمرًا لا يمكن التفاوض عليه
الإغلاقات في المصنع هي مشاريع حساسة للوقت وكل دقيقة تكلف المال. قد يشمل العمل أثناء التوقف عدة لاعبين مختلفين في الصيانة، بما في ذلك طاقم الصيانة الداخلي، المقاولين الخارجيين، ومصنعي المعدات الأصلية الذين يعملون معًا عن كثب؛ وغالبًا ما يشمل أنظمة معدات مختلفة يجب عزلها، تأمينها، والتحقق من عدم وجود طاقة بها. المخاطر في الإغلاقات هي الأعلى؛ حيث يتم فتح أنظمة الطاقة، دخول الأماكن المحصورة، رفع المعدات الثقيلة، وإزالة أو تجاوز حواجز السلامة في المصنع. تُستخدم قائمة تحقق مناسبة، تُعد قبل أيام من الإغلاق، لضمان عدم وقوع أي حادث. تقول INSIGHT Safety إن الإغلاقات المخططة هي فترات عالية المخاطر ويجب التخطيط لها وتنفيذها بعناية كما يتم التخطيط وتنفيذ العمل العادي في المصنع.

مرحلة التحضير الشاملة قبل الإغلاق
يبدأ التحضير قبل أسابيع أو حتى أشهر من توقف أي آلات. تحدد مرحلة ما قبل الإغلاق حدود التنفيذ، الإنفاق، المعالم، والموارد المطلوبة. النقاط المدرجة أدناه تشمل جميع المصانع بغض النظر عن تخصص الإنتاج.
- تحديد نطاق وأهداف الإغلاق. تحديد ما إذا كان هذا هو تحول صيانة منتظم، استبدال معدات هام، تعديل خط الإنتاج، أو مزيج من كل ذلك. يجب أن يكون لكل إجراء في قائمة التحقق النهائية هدف محدد في الاعتبار. يجب أن تكون الإجراءات التي لا تنطبق على هدف الإغلاق جزءًا من الصيانة العادية بدلاً من ذلك.
- إكمال تقييم المخاطر لكل مهمة. يجب أن يحتوي كل مهمة في سجل الإيقاف على تقييم مخاطر موثق وبيان طريقة. يجب أن يغطي التقييم المخاطر المحددة للمهمة مثل المخاطر الكهربائية والميكانيكية والكيميائية والحرارية ومخاطر الأماكن المحصورة والعمل على ارتفاعات وتدابير السيطرة.
- تحديد وطلب جميع الأجزاء والمواد والمواد الاستهلاكية المطلوبة مسبقًا. لا يمكن تأجيل الإيقاف حتى وصول حشية أو محمل أو متصل احتياطي. يجب تصميم جميع المكونات وفقًا لذلك لضمان توفر قطع الغيار اللازمة في الوقت الذي يبدأ فيه الإيقاف. يجب أن تصل جميع قطع الغيار المطلوبة مسبقًا إلى الموقع في الوقت المحدد.
- جدولة المقاولين وتأكيد توافرهم. من الضروري حجز المقاولين الخارجيين مع عملية تعريفهم وإجراءات السلامة في المصنع قبل وصولهم إلى المصنع. يجب تقييم تأمينهم ومؤهلاتهم وكفاءتهم قبل وقت الإيقاف وليس في أول يوم من الإيقاف.
- إعداد خطة القفل/الوسم (LOTO) لكل مصدر طاقة. قبل بدء أي عمل على المعدات، من الضروري عزلها عن جميع مصادر الطاقة: الكهربائية، الهوائية، الهيدروليكية، الحرارية والطاقة الميكانيكية المخزنة. يجب تحديد نقطة العزل وتسجيلها وتعيين شخص مسؤول عنها. يجب أن تتوافق إجراءات LOTO مع المعايير الوطنية ذات الصلة، بما في ذلك OSHA 1910.147 في الولايات المتحدة أو اللوائح الوطنية المعادلة.
- إطلاع جميع الأفراد على جدول الإيقاف ومسؤولياتهم المحددة وإجراءات الطوارئ. من الضروري أن يكون كل فرد في الخدمة أثناء الإيقاف على دراية بنقاط التجمع الطارئة، وعملية رفع التنبيه، بالإضافة إلى المتحكم في الحوادث. علاوة على ذلك، يجب تسجيل المواد.
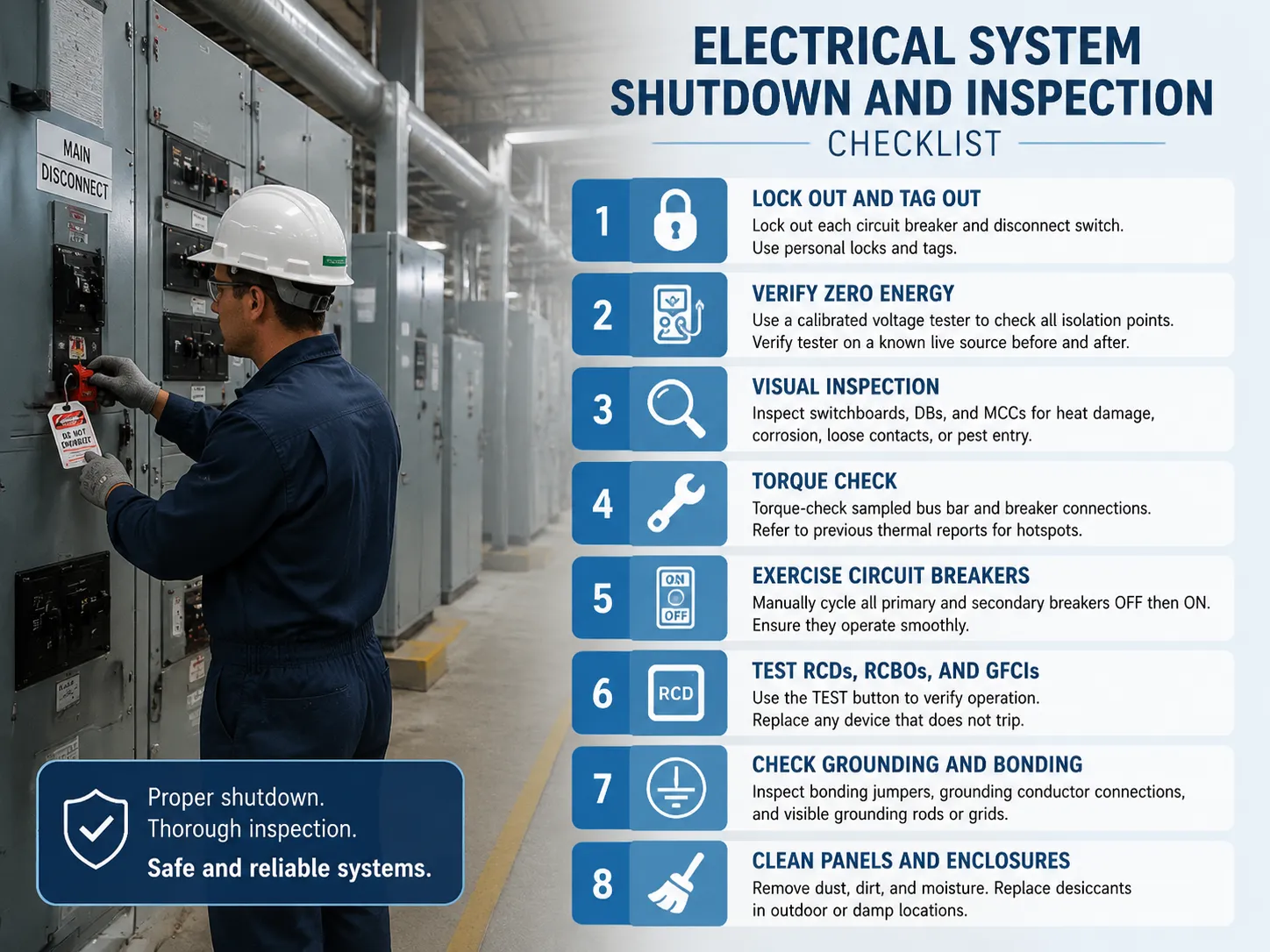
قائمة فحص إيقاف وفحص النظام الكهربائي
الأنظمة الكهربائية هي الأنظمة الأكثر خطورة والأكثر أهمية للعزل الصحيح. تشرح قائمة الفحص التالية الحد الأدنى من المهام اللازمة للعزل الصحيح وفحص الأنظمة الكهربائية عند إيقاف تشغيلها.
- قفل كل قاطع دائرة ومفتاح فصل يوفر الطاقة للمعدات. استخدم علامات شخصية وأقفال القفل.
- استخدم جهاز اختبار الجهد الذي تم معايرته لفحص كل نقطة عزل للتأكد من عدم وجود طاقة. تحقق من صحة الجهاز على مصدر طاقة معروف قبل بدء كل قياس وبعد الانتهاء من العملية.
- فحص لوحة التوزيع الرئيسية، ولوحات التوزيع، ومراكز التحكم في المحركات لأي علامات على ارتفاع الحرارة، أو التآكل، أو الاتصالات الفضفاضة، أو دخول الآفات إلى المنطقة.
- تأكد من فحص عزم ربط بعض وصلات قضبان التوصيل وقواطع الدائرة التي تم اختيارها عينة. الاتصالات الفضفاضة تسبب معظم أعطال اللوحات. إذا كان لدى المنشأة تقرير تصوير حراري بالأشعة تحت الحمراء متاح من فترات تشغيل سابقة، فارجع إلى التقرير للعثور على الوصلات التي تعرضت لارتفاع درجة الحرارة.
- يجب تشغيل جميع قواطع الدائرة الأولية والثانوية عن طريق إيقاف تشغيلها ثم تشغيلها مرة أخرى. يسمح هذا بتحريك المزلق الداخلي ويضمن عدم تعطل الآلية. القاطع الذي لا يمكن تشغيله يدويًا يشكل خطراً.
- يجب اختبار جميع أجهزة الحماية من التيار المتبقي (RCDs)، وأجهزة الحماية من التيار المتبقي مع قاطع الدائرة (RCBOs)، وأجهزة الحماية من التيار الأرضي (GFCIs) باستخدام زر الاختبار المدمج. إذا لم ينفصل الجهاز، يجب استبداله. لاحظ أوقات الفصل للأجهزة المزودة بمنافذ اختبار.
- فحص نظام التأريض والربط. تفقد حالة القفزات الرئيسية للربط، وصلات موصل التأريض، وأي قضبان تأريض أو شبكات تأريض مرئية.
- تأكد من تنظيف داخل جميع اللوحات والحاويات بشكل كامل. احرص على إزالة كل الأوساخ والغبار وكذلك أي رطوبة موجودة بداخلها. إذا كان أي نوع من الحاويات موجودًا في الهواء الطلق أو في أماكن رطبة، استبدل المواد الماصة للرطوبة.
بالنسبة للمصانع التي تستخدم أنظمة التجميع الآلية ومحطات الاختبار، مثل تلك التي أنشأتها Benlong Automation لشركات تصنيع المنتجات الكهربائية، تعتبر فترات الإيقاف أيضًا وقتًا للصيانة الوقائية للنظام الآلي بأكمله. يشمل ذلك فحص وتحديث البرامج الثابتة لمحركات السيرفو، وحدات التحكم المنطقية القابلة للبرمجة (PLCs)، واجهات المستخدم الرسومية (HMIs)، وأنظمة الرؤية التي كانت تعمل باستمرار لآلاف الساعات منذ آخر إيقاف تشغيل. للحصول على تفصيل دقيق لمحطات الاختبار على هذه الخطوط الآلية، دليلنا على ما هو خط الاختبار التلقائي لقواطع الدائرة المصغرة (MCB)؟ يشرح وظائف المعايرة والاختبار التي يجب التحقق منها بعد إيقاف التشغيل وإعادة التشغيل.
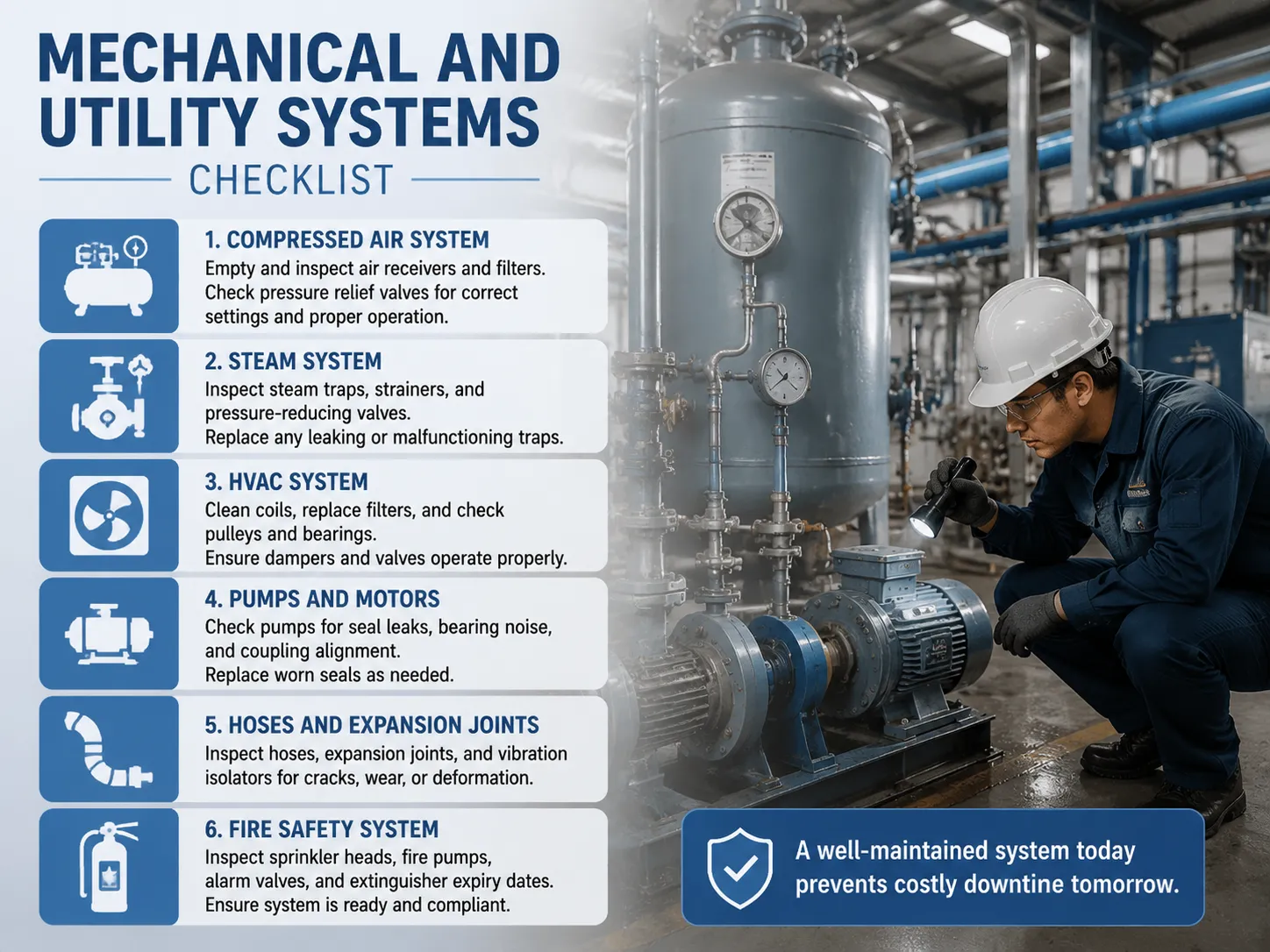
قائمة فحص الأنظمة الميكانيكية والمرافق
تعمل الأنظمة الميكانيكية، مثل الهواء المضغوط، والبخار، وأنظمة التدفئة والتهوية وتكييف الهواء (HVAC)، وأنظمة مياه العمليات، كنظام الدورة الدموية للمصنع. الإيقافات هي اللحظات الوحيدة التي يمكن فيها فحص الأجزاء التي لا يمكن الوصول إليها أو التي تكون خطرة جدًا للتحقيق أثناء تشغيل المصنع.
- إفراغ وفحص خزانات الهواء المضغوط والفلاتر المرتبطة بها. تأكد من ضبط جميع صمامات تخفيف الضغط على الضغط الصحيح وعمل الصمامات بشكل سليم.
- فحص مصائد البخار، والمرشحات، وصمامات تقليل الضغط. يؤدي تعطل مصيدة البخار إلى فقدان الطاقة وقد يسبب ظاهرة المطرقة المائية. يجب استبدال أي مصيدة تسبب تسربًا.
- من المهم التأكد من نظافة لفائف نظام التدفئة والتهوية وتكييف الهواء، وتغيير الفلاتر، وفحص البكرات والمحامل. تحقق مما إذا كانت المخمدات والصمامات تعمل بشكل صحيح.
- فحص مضخات العمليات والتبريد بحثًا عن تسربات من الأختام، وضوضاء من المحامل، ومحاذاة الوصلات. استبدل الأختام في المضخات التي تظهر عليها علامات التآكل.
- فحص الخراطيم المرنة وكذلك المعدات الأخرى مثل المفاصل التوسعية وعوازل الاهتزاز بحثًا عن أضرار مثل التشققات أو التشوه.
- فحص نظام السلامة من الحرائق – رؤوس الرشاشات، مضخات الحريق، صمامات الإنذار، وتواريخ انتهاء صلاحية طفايات الحريق. غالبًا ما يكون هذا مطلبًا أثناء الإيقاف.
قائمة فحص أنظمة السلامة وبنية المبنى
تظل أنظمة السلامة غير نشطة أثناء العمليات الروتينية، وغالبًا ما تكون عمليات الإيقاف هي الفرصة الوحيدة لاختبارها. تميل بنية المنشأة – السقف، المزاريب، وأرصفة التحميل – إلى الإهمال حتى يحدث فشل كارثي يكشف عن أضرار ثانوية.
- من الضروري إجراء اختبارات وظيفية لجميع دوائر الإيقاف الطارئ بالإضافة إلى جميع الأقفال الأمنية الموجودة على الآلة. لا يمكن افتراض أن جهاز السلامة الذي لم يُختبر لمدة عام يعمل بشكل صحيح.
- اختبر أضواء الطوارئ، علامات الخروج، ونظام إنذار الحريق في الموقع. استبدل البطاريات والمصابيح التي لم تتمكن من العمل بشكل مثالي.
- افحص المكونات الهيكلية للهياكل البنائية — مثل السقف، المزاريب، أنظمة الصرف، والغطاء الخارجي — بحثًا عن تسريبات أو انسدادات بالإضافة إلى الأضرار. إذا تمكن المطر من الدخول عبر سقف تالف أثناء العاصفة، فقد يتسبب ذلك في تلف الأجهزة الكهربائية.
- قم بفحص وتنظيف جميع الأماكن المحصورة، مثل الحفر، البرك، والخزانات. افحص هذه الأماكن قبل الدخول، وقم باختبار الغازات قبل الدخول، ووفّر التهوية المناسبة طوال الوقت.
قائمة التحقق من أنظمة الأتمتة، التحكم، وتكنولوجيا المعلومات
تعتمد المصانع الإنتاجية الحديثة على التكنولوجيا الآلية وأنظمة البيانات التي تتطلب اتباع إجراءات دقيقة للإيقاف والتشغيل لمنع فقدان البيانات، أخطاء التكوين، وأخطاء الاتصال.
- تأكد من حفظ جميع برامج PLC، تكوينات HMI، ومعلمات المحركات. قد يؤدي إيقاف تشغيل وحدة التحكم إلى فشل في الذاكرة إذا لم يتم اكتشاف عطل في البطارية في الوقت المناسب.
- تأكد من عمل نسخ احتياطية لكل من قواعد بيانات MES وSCADA وتحقق من نجاح النسخ الاحتياطي. تحقق من صلاحيتها قبل إيقاف أنظمة الإنتاج.
- تأكد من أنه بمجرد عودة التيار الكهربائي، لم تقم جميع الأجهزة داخل الشبكة الصناعية – PLCs، المحركات، HMIs، ومدخلات/مخرجات التحكم عن بعد – فقط بإعادة الاتصال، بل أيضًا بالتواصل بشكل صحيح. إذا كان هناك جهاز واحد غير متصل، فلن تتمكن الخط الكامل من البدء.
- تحقق من أن كل صمام آلي، مخمد، ومشغل يدور بالكامل لضمان الاستجابة الصحيحة لنظام التحكم ودقة تغذية موقعه.
- تحقق وتأكد من تزامن جميع ساعات نظام التحكم. قد يؤدي اختلاف الوقت بين الأجهزة المختلفة إلى أخطاء أثناء تسجيل البيانات وتعقيد في تحديد الأعطال.

اعتبارات الإيقاف الخاصة بالصناعة
على الرغم من أن قوائم التحقق المذكورة تشمل الأنظمة الشائعة في مصانع التصنيع، إلا أن الصناعات المحددة لديها متطلبات أخرى يجب تضمينها في خطة الإيقاف.
- معالجة الأغذية والمشروبات. كجزء من الإيقاف، يجب إتمام تنظيف شامل لجميع الأسطح التي تلامس المنتجات. يجب تأكيد هذا التنظيف من خلال اختبار المسحات أو اختبار ATP قبل استئناف الإنتاج. يجب فحص جميع أنظمة التنظيف في المكان المستخدمة في المصنع للتحقق من انسداد كرات الرش، وسلامة الحشيات، ومعايرة تركيزات المواد الكيميائية. يجب أن تتكون أي إصلاحات مؤقتة من مواد متوافقة مع المواد الكيميائية المستخدمة في التنظيف ومتوافقة مع لوائح إدارة الغذاء والدواء (FDA).
- تصنيع الأدوية والأجهزة الطبية. من الضروري تقييم أي تعديل على قطعة من المعدات، سواء كان عنصرًا بديلاً، أو تعديلًا للبرمجيات، أو إعادة معايرة، من حيث تأثيره على الحالة المعتمدة للإجراء. يجب تنفيذ عملية التحكم في التغيير، وفي حالة التغيير المهم، قد يتعين إجراء إعادة التأهيل أو إعادة التحقق قبل العودة إلى الإنتاج. تتم عملية إيقاف تشغيل المعدات فقط بعد الموافقة على كل تغيير من قبل قسم ضمان الجودة.
- معالجة المواد الكيميائية والمواد الخطرة. يجب أن يكون بروتوكول كسر الخط شاملًا كجزء من عملية الإيقاف لكل أنبوب وخزان ومضخة احتوت على مادة كيميائية خطرة. يجب أن يحتوي على مواصفات معدات الحماية الشخصية اللازمة، وطرق إزالة التلوث، والظروف الجوية التي يجب تحقيقها قبل فتح الحواف. خلال هذه الأنشطة، يجب أن يكون فريق الاستجابة للطوارئ في المصنع جاهزًا.
- تصنيع الأجهزة الكهربائية والإلكترونية. تتطلب خطوط التجميع والاختبار الآلية، مثل تلك التي تصنعها Benlong Automation لإنتاج قواطع الدائرة والكونتاكتورات، إعادة معايرة بمجرد إيقاف تشغيل الطاقة. يجب التحقق من معايرة كل محطة — بما في ذلك الرحلة الحرارية، والرحلة المغناطيسية، واختبار العزل — بمساعدة عينة مرجعية معروفة جيدة قبل تشغيل خط الإنتاج. يجب أن تجتاز أولى المنتجات التي تُنتج بعد التوقف إما اختبار النوع الكامل أو تتبع دورة اختبار مختصرة معينة ومقارنتها بالمعلومات التي تم الحصول عليها قبل الإيقاف.
إعادة التشغيل بعد الإيقاف: التحقق قبل التسليم
الاستعادة هي الجزء الأكثر خطورة من الإيقاف. مع استعادة الطاقة، تخضع المعدات للاختبار والمرفق في حالة الانتقال من حالة عدم وجود طاقة إلى حالة يتم فيها إنتاج الحرارة بأمان. يجب إتمام الاختبارات التالية قبل استئناف الإنتاج.
- تأكد من عدم ترك أي أقفال أو علامات وأن الجميع لا يزالون في الموقع. غياب أي قفل أو فرد يعني عدم السماح بإعادة تشغيل العمليات.
- راقب كل منطقة للتأكد من أن جميع المعدات المؤقتة، وأدوات العمل، والسلالم، وآلات اللحام، وأسلاك التمديد خارج منطقة العمل. يرجى التأكد من إعادة جميع الحواجز، والأغطية، ولوحات الوصول أيضًا.
- قم بتشغيل الطاقة بالترتيب التالي: لوحة التوزيع الرئيسية، لوحات التوزيع، مشغلات المحركات، تليها عوازل الآلات الفردية. قم بتنشيط آلة واحدة فقط في كل مرة بعد التأكد من أن الآلة السابقة قد تلقت الطاقة.
- قم بتشغيل كل آلة في دورة فارغة — بدون مواد داخل الآلة — ودوّن أي شذوذ. تحقق أيضًا من الأصوات والاهتزازات، وإذا كانت جميع أدوات التحكم وأجهزة السلامة تعمل بشكل طبيعي.
- قم بإنتاج الدفعة الأولى من المنتجات وتحقق من جودتها. لا تبدأ الإنتاج الكامل حتى يتم قبول الدفعة.
- بعد الإيقاف، عقد جلسة إحاطة تشمل جميع المشرفين والمقاولين الفرعيين. دون ملاحظات حول الجوانب الناجحة للإيقاف وكذلك المناطق التي تفتقر إلى الكفاءة أو النجاح. دمج هذه الدروس المستفادة في قائمة التحقق من الإيقاف.
الأسئلة الشائعة
ما هو السبب الأكثر شيوعًا لتجاوز مدة الإيقاف؟
التوسع في نطاق العمل هو السبب الأكثر تكرارًا؛ حيث يتم اكتشاف أعمال جديدة أثناء الإيقاف لم تكن مخططة أو مخصصة الموارد لها. السبب الثاني الأكثر شيوعًا هو عدم طلب قطعة غيار حيوية مسبقًا. في كلتا الحالتين، يضمن التفتيش الدقيق قبل الإيقاف بالإضافة إلى طلب قطع الغيار مسبقًا عدم حدوث ذلك.
كم من الوقت يجب التخطيط للإيقاف مقدمًا؟
يتطلب أفق زمني من ثلاثة إلى ستة أشهر لإيقاف منشأة واسعة النطاق يتضمن تنسيق عدة مقاولين. يجب الانتهاء من أنشطة ما قبل الإيقاف قبل أسبوعين على الأقل من بدء الإيقاف الفعلي، مع تأكيد جميع الأفراد والأدوات والتصاريح.
ما الفرق بين الإيقاف المخطط والإيقاف الطارئ؟
الإيقاف المخطط يتم ترتيبه وتنفيذه بعد النظر الكافي في المخاطر والإجراءات والموارد. الإيقاف الطارئ هو حدث غير متوقع مثل انقطاع التيار الكهربائي أو الحريق. الغرض من الإيقاف الطارئ هو ضمان سلامة المنشأة بدلاً من إكمال أنشطة الصيانة.
من المسؤول عن قائمة التحقق من الإيقاف؟
يتم إعداد قائمة التحقق من الإيقاف بواسطة مدير الهندسة أو الصيانة في المصنع ولكن يجب مراجعتها والموافقة عليها من قبل جميع التخصصات المعنية – الكهربائية، الميكانيكية، العمليات، السلامة، الجودة، والإنتاج. قائمة تحقق تُعد دون استشارة الأفراد الذين سيستخدمونها هي مجموعة من الافتراضات وليست خطة.
مراجع
- الهيئة التنفيذية للصحة والسلامة (HSE) — إجراءات الصيانة والإيقاف الآمنة. إرشادات تنظيمية بريطانية حول تخطيط وتنفيذ إيقاف المنشآت بأمان، بما في ذلك إجراءات القفل/الوسم ودخول الأماكن المحصورة.
- OSHA 1910.147 — التحكم في الطاقة الخطرة (القفل/الوسم). المعيار الفيدرالي الأمريكي لعزل مصادر الطاقة أثناء أنشطة الصيانة والإيقاف.
- هندسة المنشآت — أفضل ممارسات الإيقاف والتشغيل. منشور صناعي يغطي استراتيجيات التخطيط والجدولة والتنفيذ لإيقاف مصانع التصنيع.
- NFPA 70B — الممارسة الموصى بها لصيانة المعدات الكهربائية. إرشادات حول فحص واختبار وصيانة المعدات الكهربائية أثناء عمليات الإيقاف المخطط لها.
A إيقاف تشغيل مصنع التصنيع هو حدث مخطط يكافئ التخطيط فوق كل شيء. تشمل قوائم التحقق في هذا الدليل قوائم ميكانيكية وكهربائية وقوائم السلامة والأتمتة وقوائم خاصة بالصناعة، مما يسهل على المصانع الفردية تعديلها بناءً على معداتها ومخاطرها والقوانين التنظيمية. ومع ذلك، لا يمكن لأي عمليات ما قبل قائمة التحقق التي تهيئ الطريق بنشاط لإيقاف تشغيل ناجح أن تُستبدل بأي قائمة تحقق. الإيقافات التي تُنجز ضمن الجدول الزمني والميزانية هي نتائج تخطيط استراتيجي يتم قبل أشهر من بدء أي إيقاف. تستفيد خطوط التجميع والاختبار في Benlong Automation بالكامل من هذا – فكل أتمتة دقيقة توفر الوقت والمال لأن الصيانة المخططة في الوقت المناسب تمنع التوقف غير الضروري عندما يبدأ الخط الآلي في العمل بشكل صحيح فور إعادة تشغيله.




