
 benlong
benlong 



Liste de contrôle pour l'arrêt de l'usine de fabrication
Un établissement de transformation alimentaire situé dans les Midlands a interrompu ses opérations pour la période annuelle de maintenance durant laquelle le département d'ingénierie disposait d'une liste de travail de 340 éléments à compléter avant la reprise des opérations. Au jour 10, sur les 14, les inspections ont révélé qu'une vanne à vapeur essentielle dans le pasteurisateur avait développé une corrosion interne et devait être remplacée, ce qui a nécessité trois semaines pour la livraison. Cela a entraîné un retard supplémentaire de 8 jours dans la fermeture, la société perdant 200 000 £ de revenus en raison des pertes de production pendant cette période. La vanne fonctionnait dans l'usine depuis 15 ans sans aucune inspection lors des fermetures précédentes. Les enquêteurs ont conclu qu'il n'y avait aucune mention dans la liste de contrôle de fermeture indiquant que toutes les vannes devaient être vérifiées, qu'elles présentent ou non des défauts, avant d'être mises hors ligne. Les leçons tirées de ce cas peuvent être appliquées universellement. La fermeture d'une usine pour quelque raison que ce soit, comme la maintenance, la rééquipement ou la refonte de produits, est l'événement le plus coûteux et sérieux du calendrier de production. La différence entre une fermeture réussie qui ne dépasse pas le temps et le budget et un échec réside dans la qualité de la liste de contrôle utilisée pour ces opérations.

Pourquoi une liste de contrôle structurée pour la fermeture est non négociable
Les arrêts dans une usine sont des projets sensibles au temps et chaque minute coûte de l'argent. Les travaux pendant l'arrêt peuvent impliquer plusieurs intervenants de maintenance différents, y compris l'équipe de maintenance interne, des sous-traitants externes et les OEM d'équipement travaillant en étroite collaboration ; impliquant souvent différents systèmes d'équipement qui doivent être isolés, verrouillés et vérifiés comme étant hors tension. Les risques lors des arrêts sont les plus élevés ; les systèmes énergétiques sont ouverts, les espaces confinés sont pénétrés, des équipements lourds sont levés, et les barrières de sécurité de l'usine sont retirées ou contournées. Une liste de contrôle appropriée, établie plusieurs jours avant l'arrêt, est utilisée pour s'assurer qu'aucun accident ne survient. INSIGHT Safety affirme que les arrêts planifiés sont des périodes de risques élevés et doivent être planifiés et exécutés aussi soigneusement que le travail normal dans l'usine.

La phase universelle de préparation avant l'arrêt
La préparation commence des semaines voire des mois avant l'arrêt de toute machine. La phase pré-arrêt identifie les limites de mise en œuvre, les dépenses, les jalons et les ressources nécessaires. Les points listés ci-dessous englobent toutes les usines, quelle que soit leur spécialisation de production.
- Définir la portée et les objectifs de l'arrêt. Déterminer s'il s'agit d'un arrêt de maintenance régulier, d'un remplacement important d'équipement, d'une modification de ligne ou d'un mélange de tout cela. Chaque action dans la liste de contrôle finale doit avoir un objectif spécifique en tête. Les actions qui ne s'appliquent pas à l'objectif de l'arrêt doivent plutôt faire partie de la maintenance régulière.
- Compléter une évaluation des risques pour chaque tâche. Chaque tâche inscrite dans le registre d'arrêt doit faire l'objet d'une évaluation des risques documentée et d'une déclaration de méthode. L'évaluation doit couvrir les dangers spécifiques de la tâche tels que les risques électriques, mécaniques, chimiques, thermiques, les espaces confinés et le travail en hauteur ainsi que les mesures de contrôle.
- Identifier et précommander toutes les pièces, matériaux et consommables nécessaires. L'arrêt ne peut être retardé en attendant l'arrivée d'un joint, d'un roulement ou d'un contacteur de rechange. Tous les composants doivent être conçus en conséquence pour garantir que les pièces de rechange nécessaires soient disponibles au moment du démarrage de l'arrêt. Toutes les pièces de rechange commandées bien à l'avance doivent arriver sur site à temps.
- Planifier les entrepreneurs et confirmer leur disponibilité. Il est obligatoire de réserver les entrepreneurs externes ainsi que leur processus d'intégration et les procédures de sécurité de l'usine avant leur arrivée sur site. Leur assurance, leurs références et leur compétence doivent être évaluées avant le début de l'arrêt et non le premier jour de l'arrêt.
- Préparer le plan de consignation/étiquetage (LOTO) pour chaque source d'énergie. Avant de commencer tout travail sur un équipement, il est nécessaire de l'isoler de toutes les sources d'énergie : électrique, pneumatique, hydraulique, thermique et énergies mécaniques stockées. Le point d'isolation doit être identifié, enregistré et attribué à une personne responsable. Les procédures LOTO doivent être conformes aux normes nationales pertinentes, y compris OSHA 1910.147 aux États-Unis ou à la réglementation nationale équivalente.
- Informer tout le personnel du planning d'arrêt, de leurs responsabilités spécifiques et des procédures d'urgence. Il est essentiel que chaque personne en service pendant l'arrêt connaisse les points de rassemblement d'urgence, la procédure de déclenchement d'alerte ainsi que le responsable de l'incident. De plus, le matériel doit être enregistré.
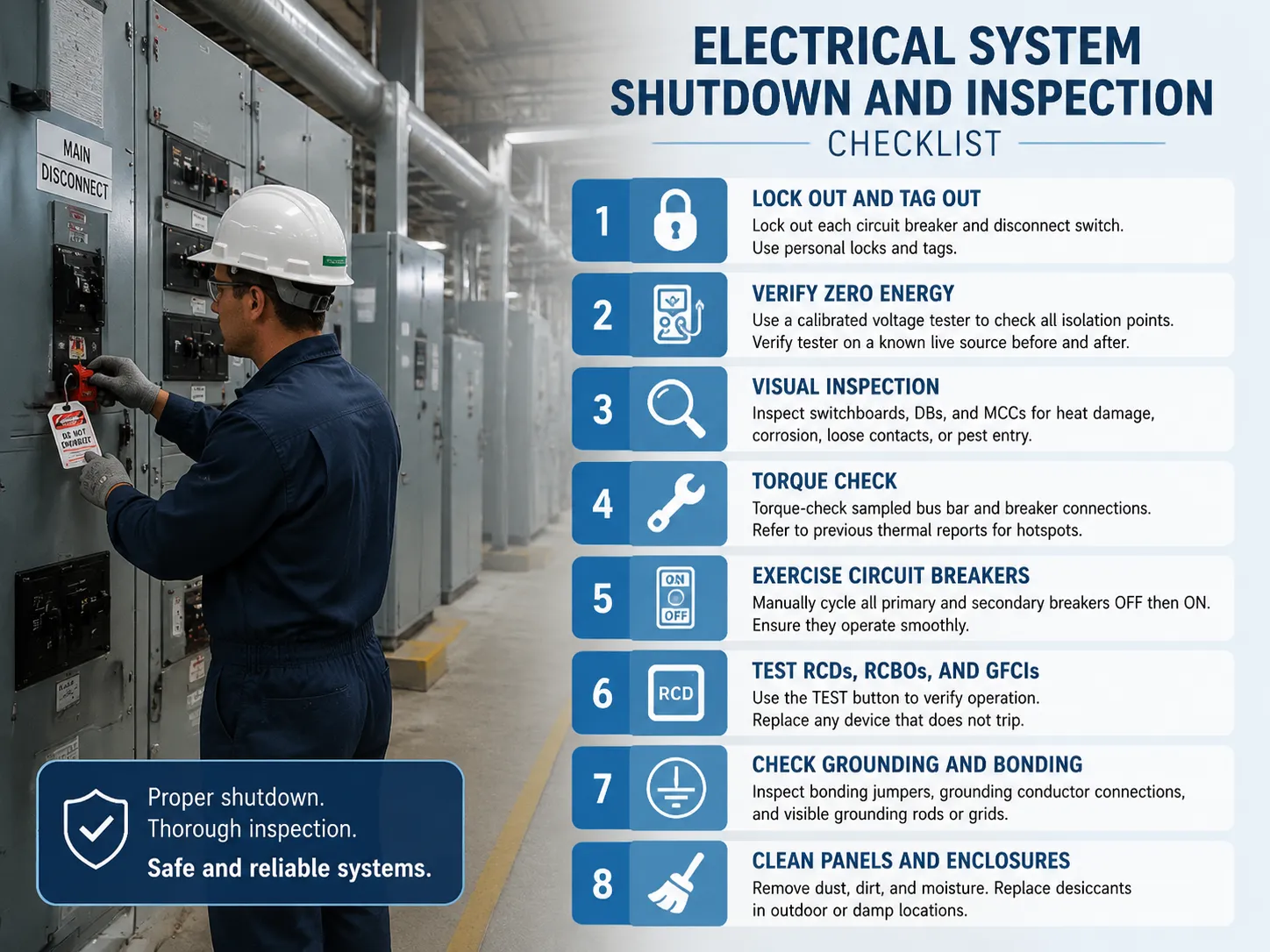
Liste de contrôle pour l'arrêt et l'inspection du système électrique
Les systèmes électriques sont les systèmes les plus dangereux et cruciaux à isoler correctement. La liste de contrôle suivante explique les tâches minimales nécessaires pour une isolation correcte et une inspection des systèmes électriques lorsqu'ils sont hors tension.
- Consigner chaque disjoncteur et interrupteur de déconnexion qui fournit de l'énergie à l'équipement. Utiliser des étiquettes personnelles et des cadenas de consignation.
- Utiliser un testeur de tension calibré pour vérifier chaque point d'isolation afin de s'assurer de l'absence d'énergie. Valider le testeur sur une source sous tension connue avant chaque mesure et après la fin du processus.
- Vérifier le tableau principal, les tableaux de distribution et les centres de commande des moteurs pour toute indication de chaleur élevée, corrosion, contacts lâches ou présence de nuisibles dans la zone.
- S'assurer de vérifier au couple certaines connexions de barres omnibus et de disjoncteurs qui ont été échantillonnées. Les connexions lâches sont la cause principale des défaillances des panneaux. Si l'installation dispose d'un rapport de thermographie infrarouge issu de périodes de fonctionnement antérieures, se référer à ce rapport pour identifier les connexions ayant été surchauffées.
- Tous les disjoncteurs primaires et secondaires doivent être actionnés en les mettant d'abord en position OFF, puis en les remettant en position ON. Cela permet au lubrifiant interne de circuler et garantit que le mécanisme ne se bloque pas. Un disjoncteur qui ne peut pas être actionné manuellement est dangereux.
- Vous devez tester tous les DDR, RCBO et GFCI en utilisant le bouton TEST intégré. Si un dispositif ne déclenche pas, il doit être remplacé. Notez les temps de déclenchement pour les dispositifs équipés de ports de test.
- Examinez le système de mise à la terre et de liaison équipotentielle. Inspectez l'état des conducteurs de liaison principaux, des connexions du conducteur de mise à la terre, ainsi que des tiges de mise à la terre ou des grilles de mise à la terre visibles.
- Assurez-vous que l'intérieur de tous les panneaux et boîtiers a été soigneusement nettoyé. Veillez à éliminer toute saleté, poussière ainsi que toute humidité présente. Si un type de boîtier est situé à l'extérieur ou dans des endroits humides, remplacez les dessiccants.
Pour les usines utilisant des systèmes d'assemblage automatique et des stations de test, comme ceux créés par Benlong Automation pour les entreprises de fabrication électrique, les périodes d'arrêt servent également de moment pour l'entretien préventif de l'ensemble du système d'automatisation. Cela inclut la vérification et la mise à jour du firmware des servomoteurs, des automates programmables (PLC), des interfaces homme-machine (HMI) et des systèmes de vision qui ont fonctionné en continu pendant des milliers d'heures depuis le dernier arrêt. Pour une analyse détaillée des stations de test sur ces lignes automatisées, notre guide sur Qu'est-ce qu'une ligne de test automatique MCB ? explique les fonctions de calibration et de test qui doivent être vérifiées après une coupure de courant et un redémarrage.
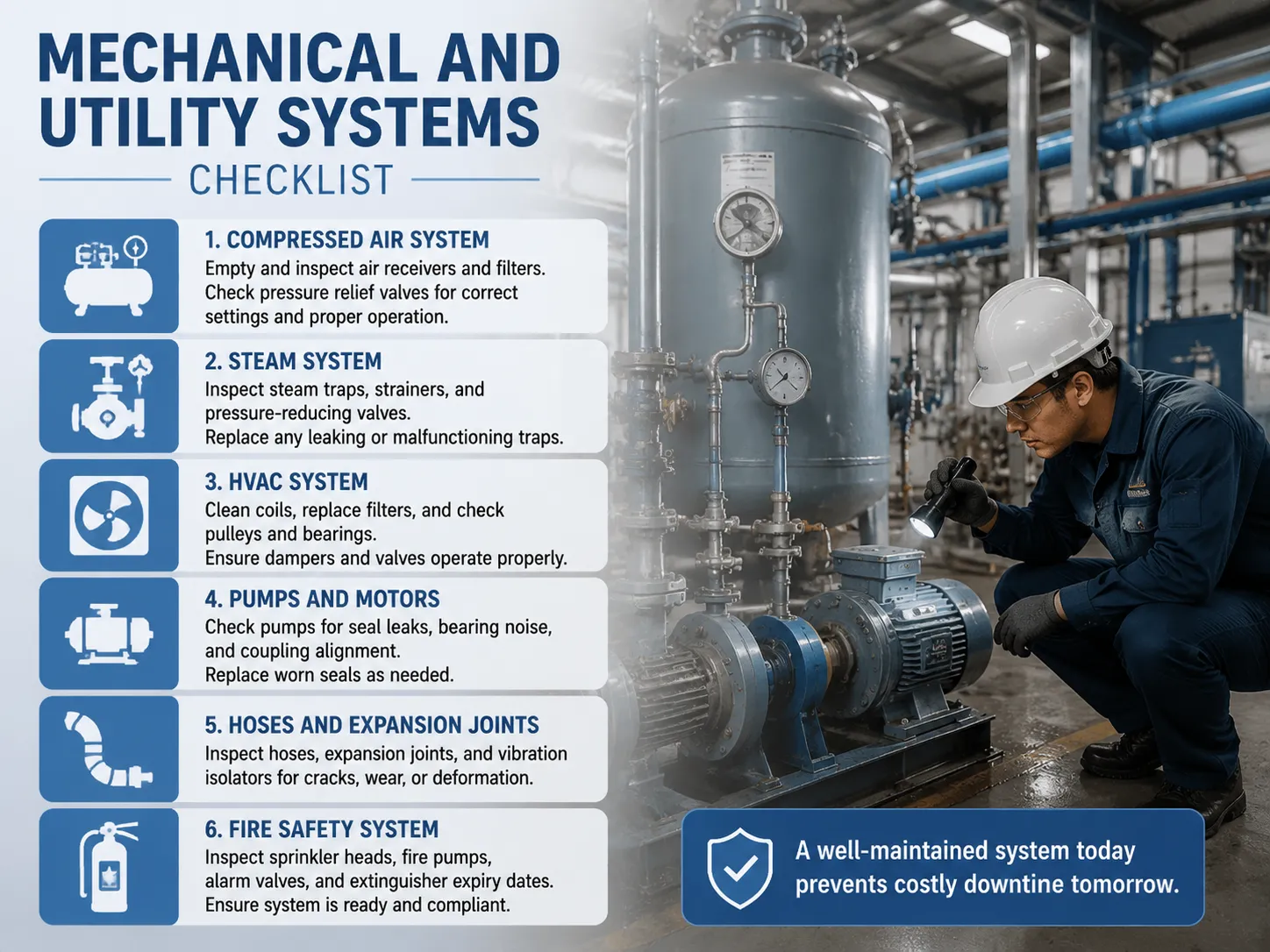
Liste de contrôle des systèmes mécaniques et utilitaires
Les systèmes mécaniques, tels que l'air comprimé, la vapeur, la CVC et les systèmes d'eau de procédé, servent de système circulatoire à l'usine. Les arrêts sont les seuls moments où l'on peut examiner des parties inaccessibles ou trop dangereuses à inspecter pendant le fonctionnement de l'usine.
- Videz et examinez les réservoirs d'air pneumatique pleins ainsi que les filtres associés. Assurez-vous que toutes les soupapes de décharge de pression sont réglées à la pression correcte et que les soupapes fonctionnent correctement.
- Examinez les pièges à vapeur, les filtres et les soupapes de réduction de pression. Un piège à vapeur défectueux entraîne une perte d'énergie et peut provoquer un coup de bélier. Tout piège responsable de fuites doit être remplacé.
- Il est important d'assurer la propreté des serpentins CVC, de changer les filtres et de vérifier les poulies et les roulements. Vérifiez si les registres et les soupapes fonctionnent correctement.
- Vérifiez les pompes de procédé et de refroidissement pour détecter des fuites au niveau des joints, des bruits provenant des roulements et l'alignement des accouplements. Changez les joints des pompes présentant des signes d'usure.
- Inspectez les tuyaux flexibles ainsi que d'autres équipements comme les joints de dilatation et les isolateurs de vibration pour détecter des dommages tels que fissures ou déformations.
- Examinez le système de sécurité incendie – têtes de sprinkleurs, pompes incendie, vannes d'alarme et dates d'expiration des extincteurs. Ceci est souvent une exigence lors d'un arrêt.
Liste de contrôle des systèmes de sécurité et de l'infrastructure du bâtiment
Les systèmes de sécurité restent inactifs pendant les opérations de routine, et les arrêts sont souvent la seule occasion de les tester. L'infrastructure de l'établissement – le toit, les gouttières et les quais de chargement – a tendance à être négligée jusqu'à ce qu'une défaillance catastrophique survienne, révélant des dommages secondaires.
- Il est essentiel de réaliser des tests fonctionnels pour tous les circuits d'arrêt d'urgence ainsi que pour tous les dispositifs de sécurité présents sur la machine. Un dispositif de sécurité qui n'a pas été testé depuis un an ne peut pas être considéré comme opérationnel.
- Testez les lumières d'urgence, les panneaux de sortie et le système d'alarme incendie du site. Remplacez les batteries et les lampes qui n'ont pas pu fonctionner de manière optimale.
- Examinez les composants structurels des bâtiments — tels que le toit, les gouttières, les systèmes de drainage et le revêtement extérieur — pour détecter des fuites, des blocages ainsi que des dommages. Si la pluie pénètre par un toit endommagé lors d'une tempête, elle peut endommager les appareils électriques.
- Inspectez et maintenez le nettoyage de tous les espaces confinés, tels que les fosses, les puisards et les réservoirs. Inspectez ces espaces avant d’y pénétrer, effectuez des tests de gaz avant d’y entrer, et assurez une ventilation adéquate en permanence.
Liste de contrôle pour l'automatisation, les systèmes de contrôle et les systèmes informatiques
Les usines de production modernes reposent sur des technologies automatisées et des systèmes de données qui nécessitent de suivre des procédures précises pour l'arrêt et la mise en marche afin d'éviter la perte de données, les erreurs de configuration et les erreurs de communication.
- Assurez-vous de sauvegarder tous les programmes PLC, les configurations HMI et les paramètres des variateurs. Couper l'alimentation du contrôleur peut entraîner une défaillance de sa mémoire si la batterie défectueuse n'a pas été détectée à temps.
- Veillez à ce que les bases de données MES et SCADA soient sauvegardées et confirmez que ces sauvegardes ont été réalisées avec succès. Vérifiez leur viabilité avant d'arrêter les systèmes de production.
- Confirmez qu'une fois l'alimentation rétablie, tous les dispositifs du réseau industriel – PLC, variateurs, HMI et E/S distantes – se sont non seulement reconnectés mais communiquent également. Si un seul dispositif est hors ligne, toute la ligne ne pourra pas démarrer.
- Vérifiez que chaque vanne automatisée, registre et actionneur effectue un cycle complet pour garantir une réponse correcte au système de contrôle et une précision du retour de position.
- Contrôlez et vérifiez que toutes les horloges des systèmes de contrôle sont synchronisées. Une différence de temps entre différents dispositifs peut entraîner des erreurs lors de la journalisation des données et compliquer la recherche de pannes.

Considérations spécifiques à l'industrie pour l'arrêt
Bien que les listes de contrôle mentionnées incluent les systèmes communs dans les usines de fabrication, certaines industries ont d'autres exigences qui doivent être intégrées dans le plan d'arrêt.
- Transformation des aliments et des boissons. Dans le cadre de l'arrêt, un nettoyage approfondi de toutes les surfaces en contact avec les produits doit être effectué. Ce nettoyage doit ensuite être confirmé par des tests par écouvillonnage ou des tests ATP avant de redémarrer la production. Tous les systèmes de nettoyage en place utilisés dans l'usine doivent être vérifiés pour détecter tout colmatage des boules de pulvérisation, l'intégrité des joints et la calibration des concentrations chimiques. Toute réparation temporaire effectuée doit être réalisée avec des matériaux compatibles avec les produits chimiques de nettoyage utilisés dans l'entreprise et conformes aux réglementations FDA.
- Fabrication pharmaceutique et de dispositifs médicaux. Il est essentiel d'évaluer toute modification apportée à un équipement, qu'il s'agisse d'un élément de remplacement, d'un ajustement logiciel ou d'une recalibration, quant à ses effets sur l'état validé de la procédure. Le processus de gestion des modifications doit être mis en œuvre et, en cas de modification importante, une requalification ou une revalidation peut être nécessaire avant de reprendre la production. Le processus d'arrêt de l'équipement ne doit être effectué qu'après approbation de chaque modification par le département QA.
- Traitement des produits chimiques et des matériaux dangereux. Un protocole complet de rupture de ligne doit faire partie du processus d'arrêt pour chaque tuyau, réservoir et pompe ayant contenu un produit chimique dangereux. Il doit inclure les spécifications des équipements de protection individuelle nécessaires, les méthodes de décontamination et les conditions atmosphériques à respecter avant l'ouverture des brides. Pendant ces opérations, l'équipe d'intervention d'urgence de l'usine doit être prête.
- Fabrication d'appareils électriques et électroniques. Les lignes d'assemblage et de test automatisées, comme celles fabriquées par Benlong Automation pour la production de disjoncteurs et de contacteurs, nécessitent une recalibration une fois l'alimentation coupée. La calibration de chaque poste — y compris le déclenchement thermique, le déclenchement magnétique et le test diélectrique — doit être vérifiée à l'aide d'un échantillon de référence connu avant la mise en service de la ligne de production. Les premiers articles produits après l'arrêt doivent soit passer le test complet de type, soit suivre un certain cycle de test abrégé et être comparés aux informations obtenues avant l'arrêt.
Le redémarrage post-arrêt : vérification avant remise en service
La remise en service est la partie la plus risquée de l'arrêt. Avec la restauration de l'énergie, l'équipement est soumis à des tests et l'installation passe d'un état désenergisé à un état où la chaleur est produite en toute sécurité. Les tests suivants doivent être réalisés avant la reprise de la production.
- Assurez-vous qu'aucun cadenas ou étiquette n'a été laissé et que tout le personnel est toujours sur site. L'absence de cadenas ou d'individu signifie qu'aucun redémarrage des opérations ne peut être autorisé.
- Surveillez chaque zone pour vous assurer que tout équipement temporaire, outils de travail, échelles, machines à souder et rallonges sont hors de la zone de travail. Veuillez également vous assurer de remettre en place toutes les protections, couvercles et panneaux d'accès.
- Allumez l'alimentation dans l'ordre suivant : tableau principal, tableaux de distribution, démarreurs de moteurs, suivis des isolateurs individuels des machines. N'activez qu'une seule machine à la fois après avoir vérifié que la machine précédente a reçu l'alimentation.
- Faites fonctionner chaque machine à vide — sans matériau dans la machine — et notez toute irrégularité. Vérifiez également les bruits, les vibrations, et si tous les contrôles et dispositifs de sécurité fonctionnent normalement.
- Réalisez le premier lot de produits et vérifiez leur qualité. Ne lancez pas la production complète tant que le lot n'est pas accepté.
- Après l'arrêt, organisez une séance de débriefing impliquant tous les superviseurs et sous-traitants. Prenez note des aspects réussis de l'arrêt ainsi que des domaines manquant d'efficacité ou de succès. Intégrez ces leçons apprises dans la liste de contrôle de l'arrêt.
Foire aux questions
Quelle est la cause la plus fréquente d'un dépassement de délai lors d'un arrêt ?
Le glissement de périmètre est la raison la plus fréquente ; de nouveaux travaux sont découverts pendant l'arrêt qui n'étaient pas planifiés ni dotés de ressources. La deuxième raison la plus courante est une pièce de rechange cruciale non commandée à l'avance. Dans les deux cas, une inspection rigoureuse avant l'arrêt ainsi que des pièces de rechange précommandées garantissent que cela ne se produise pas.
Combien de temps à l'avance un arrêt doit-il être planifié ?
Un horizon temporel de trois à six mois est nécessaire pour un arrêt étendu d'une installation impliquant la coordination de plusieurs entrepreneurs. Les activités préalables à l'arrêt doivent être terminées au plus tard deux semaines avant le début effectif de l'arrêt, avec la confirmation de tout le personnel, des outils et des permis.
Quelle est la différence entre un arrêt planifié et un arrêt d'urgence ?
Un arrêt planifié est organisé et exécuté après une considération adéquate des risques, des procédures et des ressources. Un arrêt d'urgence est un événement inattendu tel qu'une coupure de courant ou un incendie. Le but d'un arrêt d'urgence est d'assurer la sécurité de l'installation plutôt que de terminer les activités de maintenance.
Qui est responsable de la liste de contrôle de l'arrêt ?
La liste de contrôle de l'arrêt est préparée par le responsable ingénierie ou maintenance de l'usine mais doit être revue et approuvée par toutes les disciplines impliquées – électrique, mécanique, process, sécurité, qualité et production. Une liste de contrôle préparée sans consulter le personnel qui l'utilisera est un ensemble d'hypothèses et non un plan.
Références
- Health and Safety Executive (HSE) — Procédures sûres de maintenance et d'arrêt. Guide réglementaire britannique sur la planification et l'exécution des arrêts d'installation sûrs, y compris le verrouillage/étiquetage et l'entrée en espace confiné.
- OSHA 1910.147 — Le contrôle de l'énergie dangereuse (verrouillage/étiquetage). La norme fédérale américaine pour l'isolation des sources d'énergie lors des activités de maintenance et d'arrêt.
- Plant Engineering — Meilleures pratiques pour les arrêts et redémarrages. Publication industrielle couvrant les stratégies de planification, de programmation et d'exécution des arrêts d'usine de fabrication.
- NFPA 70B — Pratique recommandée pour la maintenance des équipements électriques. Guide sur l'inspection, les tests et la maintenance des équipements électriques lors des arrêts planifiés.
A arrêt d'usine de fabrication est un événement planifié qui valorise avant tout la planification. Les listes de contrôle de ce guide incluent des listes mécaniques, électriques, de sécurité, d'automatisation et spécifiques à l'industrie, ce qui facilite leur adaptation par chaque usine en fonction de leurs équipements, risques et réglementations. Cependant, aucune opération préalable à la liste de contrôle qui prépare de manière proactive la réussite d'un arrêt ne peut être remplacée par une liste de contrôle. Les arrêts réalisés dans les délais et budgets impartis sont le résultat d'une planification stratégique effectuée des mois avant toute mise à l'arrêt. Les lignes d'assemblage et de test de Benlong Automation tirent pleinement parti de cela – toute automatisation de précision permet d'économiser temps et argent car une maintenance planifiée en temps utile évite les temps d'arrêt inutiles lorsque la ligne automatisée redémarre correctement immédiatement après la remise en service.




