
 benlong
benlong 



Lista de verificación para el cierre de planta de fabricación
Un establecimiento de procesamiento de alimentos ubicado en Midlands detuvo sus operaciones para el período anual de mantenimiento, durante el cual el departamento de ingeniería tenía una lista de trabajo de 340 ítems para completar antes de reanudar las operaciones. En el día 10, de los 14, las inspecciones revelaron que una válvula de vapor esencial en el pasteurizador había desarrollado corrosión interna y tuvo que ser reemplazada, lo que tomó tres semanas para ser entregada. Esto llevó a un retraso adicional de 8 días en el cierre, con la empresa perdiendo £200,000 en ingresos por pérdidas de producción durante ese período. La válvula había estado funcionando en la fábrica durante un período de 15 años sin que se realizaran inspecciones en situaciones anteriores cuando la fábrica estaba cerrada. Los investigadores concluyeron que no había mención en la lista de verificación de cierre de que todas las válvulas debían ser revisadas sin importar si mostraban fallas antes de ser desconectadas. Las lecciones aprendidas en este caso pueden aplicarse universalmente. El cierre de una planta por cualquier motivo, como mantenimiento, reconfiguración y renovación de productos, es el evento más costoso y serio en el calendario de producción. La diferencia entre un cierre exitoso que no excede el tiempo y el presupuesto frente a un fracaso está en la calidad de la lista de verificación utilizada para tales operaciones.

Por qué una Lista de Verificación Estructurada para el Cierre es Innegociable
Los cierres en una planta son proyectos sensibles al tiempo y cada minuto cuesta dinero. El trabajo durante el tiempo de inactividad puede involucrar a varios actores de mantenimiento diferentes, incluyendo el equipo interno de mantenimiento, contratistas externos y OEMs de equipos trabajando en estrecha colaboración; a menudo involucrando diferentes sistemas de equipos que deben ser aislados, bloqueados y verificados como desenergizados. Los riesgos en los cierres son los más altos; se abren sistemas de energía, se ingresan espacios confinados, se levantan equipos pesados y se eliminan o evaden las barreras de seguridad de la planta. Una lista de verificación adecuada, elaborada días antes del cierre, se utiliza para asegurar que no ocurra ningún accidente. INSIGHT Safety dice que los cierres planificados son períodos de alto riesgo y deben planificarse y ejecutarse con tanto cuidado como se planifica y ejecuta el trabajo normal en la planta.

La Fase Universal de Preparación Previa al Cierre
La preparación comienza semanas o incluso meses antes de la detención de cualquier máquina. La etapa previa al cierre identifica los límites de implementación, gastos, hitos y recursos necesarios. Los puntos listados a continuación abarcan todas las plantas independientemente de la especialización de producción.
- Definir el alcance y los objetivos del cierre. Determinar si se trata de un mantenimiento regular, un reemplazo significativo de equipo, una modificación de línea o una combinación de todo. Cada acción en la lista final debe tener un objetivo específico en mente. Las acciones que no se apliquen al objetivo del cierre deberían formar parte del mantenimiento regular.
- Completar una evaluación de riesgos para cada tarea. Cada tarea en el registro de parada debe contar con una evaluación de riesgos y un método de trabajo documentados. La evaluación debe cubrir los peligros específicos de la tarea, como riesgos eléctricos, mecánicos, químicos, térmicos, espacios confinados y trabajo en altura, así como las medidas de control.
- Identificar y preordenar todas las piezas, materiales y consumibles necesarios. La parada no puede retrasarse hasta la llegada de una junta, un rodamiento o un contactor de repuesto. Todos los componentes deben diseñarse adecuadamente para garantizar que las piezas de repuesto necesarias estén disponibles en el momento en que comience la parada. Todas las piezas de repuesto ordenadas con suficiente antelación deben llegar al sitio a tiempo.
- Programar a los contratistas y confirmar su disponibilidad. Es obligatorio reservar a los contratistas externos junto con su proceso de inducción y los procedimientos de seguridad de la planta antes de su llegada. Su seguro, credenciales y competencia deben evaluarse antes del tiempo de parada, no el primer día de la parada.
- Preparar el plan de bloqueo/etiquetado (LOTO) para cada fuente de energía. Antes de que pueda comenzar cualquier trabajo en el equipo, es necesario aislarlo de todas las fuentes de energía: eléctrica, neumática, hidráulica, térmica y energías mecánicas almacenadas. El punto de aislamiento debe identificarse, registrarse y asignarse a una persona responsable. Los procedimientos LOTO deben cumplir con las normas nacionales relevantes, incluyendo OSHA 1910.147 en EE. UU. o la regulación nacional equivalente.
- Informar a todo el personal sobre el cronograma de la parada, sus responsabilidades específicas y los procedimientos de emergencia. Es esencial que cada persona de servicio durante la parada conozca los puntos de reunión de emergencia, el proceso para dar la alerta y el controlador de incidentes. Además, el material debe registrarse.
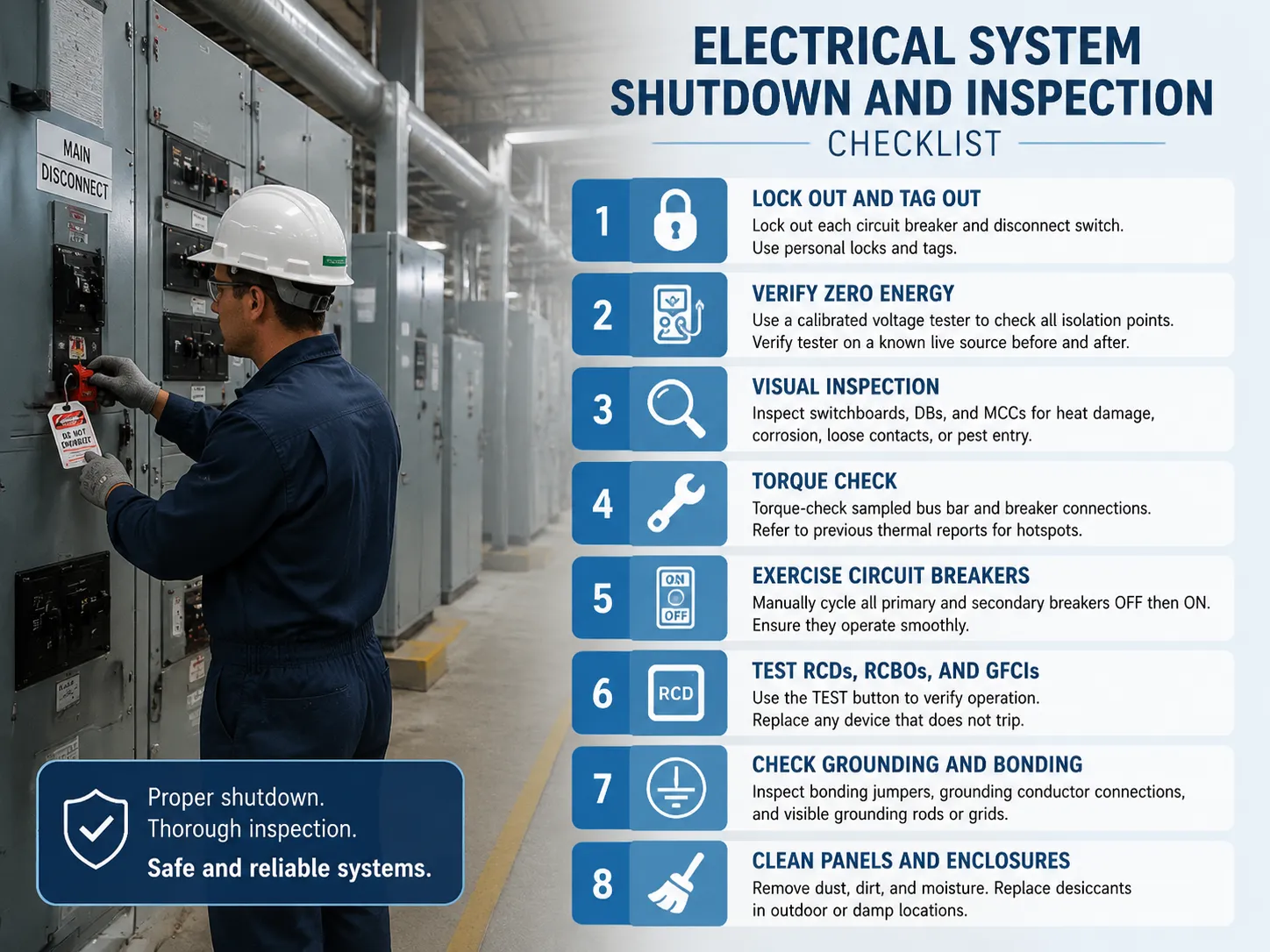
Lista de verificación para la parada e inspección del sistema eléctrico
Los sistemas eléctricos son los sistemas más peligrosos y cruciales para aislar correctamente. La siguiente lista de verificación explica las tareas mínimas necesarias para una correcta aislamiento e inspección de los sistemas eléctricos cuando están desenergizados.
- Bloquear cada uno de los interruptores automáticos y desconectadores que suministran energía al equipo. Utilizar etiquetas personales y candados de bloqueo.
- Utilizar un comprobador de voltaje calibrado para verificar cada punto de aislamiento en busca de energía cero. Validar el comprobador en una fuente viva conocida antes de iniciar cada medición y después de completar el proceso.
- Revisar el tablero principal, los tableros de distribución y los centros de control de motores para detectar cualquier indicio de calor elevado, corrosión, contactos sueltos o presencia de plagas en el área.
- Asegurarse de verificar el torque de algunas conexiones de barras colectoras y de interruptores que hayan sido muestreadas. Las conexiones sueltas causan la mayoría de las fallas en los paneles. Si la instalación cuenta con un informe de termografía infrarroja de períodos operativos anteriores, consultar el informe para identificar conexiones que hayan sufrido sobrecalentamiento.
- Todos los interruptores automáticos primarios y secundarios deben accionarse apagándolos y luego encendiéndolos. Esto permite que el lubricante interno se distribuya y asegura que el mecanismo no se atasque. Un interruptor que no puede operarse manualmente es peligroso.
- Debe probar todos los RCD, RCBO y GFCI utilizando el botón de PRUEBA incorporado. Si un dispositivo no se dispara, debe ser reemplazado. Anote los tiempos de disparo para los dispositivos equipados con puertos de prueba.
- Examine el sistema de puesta a tierra y unión. Inspeccione el estado de los puentes principales de unión, las conexiones del conductor del electrodo de tierra y cualquier varilla o rejilla de tierra visible.
- Asegúrese de que el interior de todos los paneles y gabinetes haya sido limpiado a fondo. Tome precauciones para eliminar toda suciedad, polvo y cualquier humedad encontrada en su interior. Si algún tipo de gabinete está ubicado al aire libre o en lugares húmedos, reemplace los desecantes.
Para fábricas que emplean sistemas automáticos de ensamblaje y estaciones de prueba, como los creados por Benlong Automation para empresas de fabricación eléctrica, los periodos de parada también sirven para el mantenimiento preventivo de todo el sistema de automatización. Esto incluye la revisión y actualización del firmware de los servodrivers, PLC, HMI y sistemas de visión que han estado en operación continua durante miles de horas desde la última parada. Para un desglose detallado de las estaciones de prueba en estas líneas automatizadas, nuestra guía sobre ¿Qué es una línea de prueba automática de MCB? explica las funciones de calibración y prueba que deben verificarse después de un apagado y reinicio.
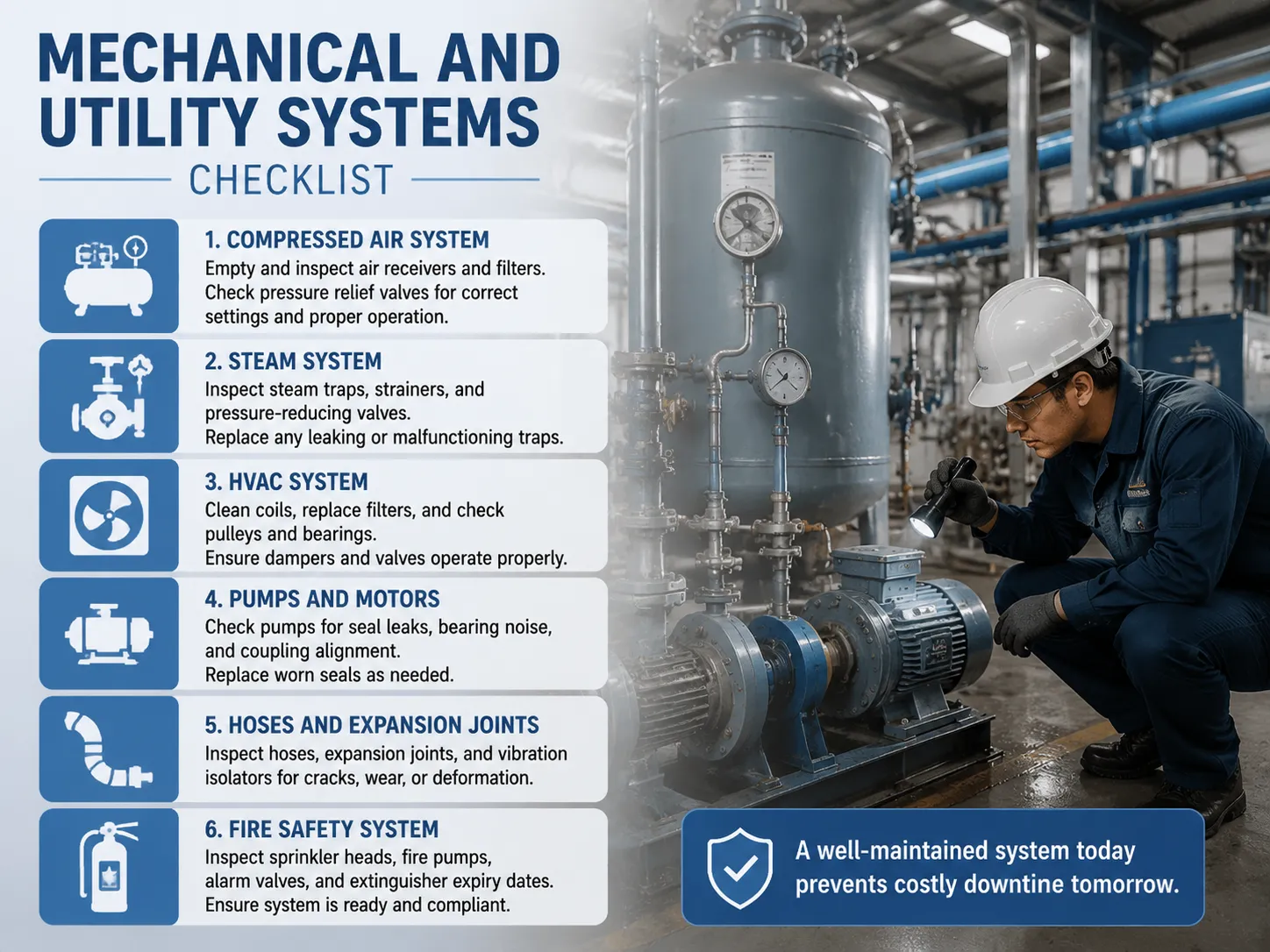
Lista de verificación de sistemas mecánicos y utilitarios
Los sistemas mecánicos, como aire comprimido, vapor, HVAC y sistemas de agua de proceso, funcionan como el sistema circulatorio de la fábrica. Las paradas son los únicos momentos en que se pueden examinar partes inaccesibles o demasiado peligrosas para investigar durante la operación de la fábrica.
- Vacíe y examine los receptores de aire neumático completos y los filtros asociados. Asegúrese de que todas las válvulas de alivio de presión estén ajustadas a la presión correcta y que funcionen adecuadamente.
- Examine las trampas de vapor, los filtros y las válvulas reductoras de presión. Una trampa de vapor defectuosa provoca pérdida de energía y puede causar golpes de ariete. Cualquier trampa que presente fugas debe ser reemplazada.
- Es importante asegurar la limpieza de las bobinas HVAC, cambiar los filtros y revisar las poleas y rodamientos. Verifique que los amortiguadores y válvulas funcionen correctamente.
- Revise las bombas de proceso y de enfriamiento para detectar fugas en los sellos, ruidos en los rodamientos y alineación de los acoplamientos. Cambie los sellos en bombas que muestren signos de desgaste.
- Inspeccione las mangueras flexibles así como otros equipos como juntas de expansión y aisladores de vibración para detectar daños como grietas o deformaciones.
- Examine el sistema de seguridad contra incendios: cabezales de rociadores, bombas contra incendios, válvulas de alarma y fechas de caducidad de los extintores. Esto suele ser un requisito durante una parada.
Lista de verificación de sistemas de seguridad e infraestructura del edificio
Los sistemas de seguridad permanecen inactivos durante las operaciones rutinarias, y los apagones suelen ser la única oportunidad para probarlos. La infraestructura de la instalación – el techo, las canaletas y los muelles de carga – tiende a ser descuidada hasta que algo falla catastróficamente, revelando daños secundarios.
- Es esencial realizar pruebas funcionales de todos los circuitos de parada de emergencia junto con todos los enclavamientos de seguridad presentes en la máquina. No se puede asumir que un dispositivo de seguridad que no ha sido probado durante un año esté operativo.
- Pruebe las luces de emergencia, las señales de salida y el sistema de alarma contra incendios del sitio web. Reemplace las baterías y las lámparas que no pudieron funcionar de manera óptima.
- Examine los componentes estructurales de los edificios — como el techo, las canaletas, los sistemas de drenaje y la cubierta exterior — en busca de fugas, obstrucciones y daños. Si la lluvia encuentra acceso a través de un techo dañado durante una tormenta, puede dañar los aparatos eléctricos.
- Revise y mantenga la limpieza de todos los espacios confinados, como fosas, sumideros y tanques. Inspeccione los espacios antes de entrar, realice pruebas de gases antes de ingresar y proporcione ventilación adecuada en todo momento.
Lista de verificación de automatización, controles y sistemas IT
Las fábricas de producción contemporáneas dependen de tecnología automatizada y sistemas de datos que requieren seguir procedimientos exactos para apagar y encender, a fin de evitar pérdida de datos, errores de configuración y fallos de comunicación.
- Asegúrese de guardar todos los programas PLC, configuraciones HMI y parámetros de los variadores. Apagar el controlador puede resultar en la falla de su memoria si la batería no ha sido detectada como defectuosa a tiempo.
- Asegure que tanto las bases de datos MES como SCADA estén respaldadas y confirme que se hayan respaldado con éxito. Verifique su viabilidad antes de apagar los sistemas de producción.
- Confirme que una vez que la energía vuelva, todos los dispositivos dentro de la red industrial – PLCs, variadores, HMIs y E/S remotas – no solo se hayan reconectado sino que también estén comunicándose. Si algún dispositivo está fuera de línea, toda la línea no podrá arrancar.
- Verifique que cada válvula automatizada, compuerta y actuador realice un ciclo completo para asegurar una respuesta adecuada al sistema de control y precisión en la retroalimentación de posición.
- Revise y verifique si todos los relojes del sistema de control están sincronizados. La diferencia de tiempo entre dispositivos puede causar errores durante el registro de datos y complicar la detección de fallos.

Consideraciones específicas de la industria para el apagado
Aunque las listas de verificación mencionadas incluyen sistemas comunes en plantas de manufactura, industrias específicas tienen otros requisitos que deben incluirse en el plan de apagado.
- Procesamiento de alimentos y bebidas. Como parte del cierre, se debe completar una limpieza exhaustiva de todas las superficies que entren en contacto con los productos. Esta limpieza debe ser confirmada mediante pruebas de hisopado o pruebas ATP antes de reiniciar la producción. Todos los sistemas de limpieza en sitio utilizados en la fábrica deben ser revisados para detectar obstrucciones en las bolas de pulverización, integridad de las juntas y calibración de las concentraciones químicas. Cualquier reparación temporal realizada debe consistir en materiales compatibles con los productos químicos de limpieza usados en la empresa y cumplir con las regulaciones de la FDA.
- Fabricación farmacéutica y de dispositivos médicos. Es esencial evaluar cualquier modificación en un equipo, ya sea un elemento de reemplazo, un ajuste del software o una recalibración, en cuanto a sus efectos sobre el estado validado del procedimiento. Se debe implementar el proceso de control de cambios y, en caso de un cambio importante, puede ser necesario realizar una re-calificación o re-validación antes de volver a la producción. El proceso de apagado del equipo se realiza solo después de que cada cambio haya sido aprobado por el departamento de aseguramiento de calidad (QA).
- Procesamiento químico y de materiales peligrosos. Un protocolo exhaustivo de ruptura de línea debe formar parte del proceso de cierre para cada tubería, tanque y bomba que haya contenido un químico peligroso. Debe incluir especificaciones del equipo de protección personal necesario, métodos de descontaminación y condiciones atmosféricas que deben cumplirse antes de abrir las bridas. Durante estas actividades, el equipo de respuesta a emergencias de la planta debe estar preparado.
- Fabricación de dispositivos eléctricos y electrónicos. Las líneas automatizadas de ensamblaje y prueba, como las fabricadas por Benlong Automation para la producción de interruptores automáticos y contactores, requieren recalibración una vez que se apaga la energía. La calibración de cada estación — incluyendo disparo térmico, disparo magnético y prueba dieléctrica — debe ser verificada con la ayuda de una muestra de referencia conocida antes de poner en operación la línea de producción. Los primeros artículos producidos después de la parada deben pasar la prueba completa de tipo o seguir un ciclo de prueba abreviado y compararse con la información obtenida antes del cierre.
El reinicio post-cierre: verificación antes de la entrega
La restauración es la parte más riesgosa del cierre. Con la energía restaurada, el equipo está en proceso de prueba y la instalación está pasando de un estado desenergizado a uno en el que se produce calor de manera segura. Las siguientes pruebas deben completarse antes de que la producción pueda reanudarse.
- Asegúrese de que no queden candados ni etiquetas y que todo el personal permanezca en el sitio. La ausencia de cualquier candado o persona significa que no se puede permitir el reinicio de las operaciones.
- Observe cada área para asegurarse de que todo el equipo temporal, herramientas de trabajo, escaleras, máquinas de soldar y cables de extensión estén fuera del área de trabajo. Por favor, asegúrese de volver a colocar todas las protecciones, cubiertas y paneles de acceso también.
- Encienda la energía en el siguiente orden: tablero principal, tableros de distribución, arrancadores de motor, seguido por los aisladores individuales de cada máquina. Active solo una máquina a la vez después de asegurarse de que la máquina anterior haya recibido energía.
- Haga funcionar cada máquina en vacío — sin material en la máquina — y anote cualquier irregularidad. También verifique ruidos, vibraciones y si todos los controles y dispositivos de seguridad funcionan normalmente.
- Realice el primer lote de productos y verifique su calidad. No inicie la producción completa hasta que el lote sea aceptado.
- Después del paro, realice una sesión informativa con todos los supervisores y subcontratistas. Tome nota de los aspectos exitosos del paro, así como de las áreas que carecieron de eficiencia o éxito. Incorpore estas lecciones aprendidas en la lista de verificación del paro.
Preguntas frecuentes
¿Cuál es la causa más común de una extensión del paro?
La ampliación del alcance es la razón más frecuente; se encuentra trabajo nuevo durante el paro que no fue planificado ni asignado recursos. La segunda razón más común es que una pieza de repuesto crucial no se haya pedido con anticipación. En ambas situaciones, una inspección rigurosa previa al paro, así como piezas de repuesto preordenadas, aseguran que esto no ocurra.
¿Con cuánta anticipación debe planificarse un paro?
Se requiere un horizonte temporal de tres a seis meses para un paro extenso de la planta que involucre la coordinación de varios contratistas. Las actividades previas al paro deben finalizar a más tardar dos semanas antes de que el paro comience realmente, con la confirmación de todo el personal, herramientas y permisos.
¿Cuál es la diferencia entre un paro planificado y un paro de emergencia?
Un paro planificado se organiza y ejecuta tras una adecuada consideración de riesgos, procedimientos y recursos. Un paro de emergencia es un evento inesperado como la pérdida de energía o un incendio. El propósito de un paro de emergencia es garantizar la seguridad de la planta más que completar actividades de mantenimiento.
¿Quién es responsable de la lista de verificación del paro?
La lista de verificación para el paro es preparada por el gerente de ingeniería o mantenimiento de la planta, pero debe ser revisada y aprobada por todas las disciplinas involucradas: eléctrica, mecánica, de procesos, seguridad, calidad y producción. Una lista de verificación preparada sin consultar al personal que la usará es un conjunto de suposiciones y no un plan.
Referencias
- Health and Safety Executive (HSE) — Procedimientos seguros de mantenimiento y paro. Guía regulatoria del Reino Unido sobre la planificación y ejecución de paros seguros en plantas, incluyendo bloqueo/etiquetado y entrada a espacios confinados.
- OSHA 1910.147 — Control de Energía Peligrosa (Bloqueo/Etiquetado). Norma federal de EE. UU. para el aislamiento de fuentes de energía durante actividades de mantenimiento y paro.
- Plant Engineering — Mejores prácticas para paros y reinicios. Publicación industrial que cubre estrategias de planificación, programación y ejecución para paros en plantas de manufactura.
- NFPA 70B — Práctica recomendada para el mantenimiento de equipos eléctricos. Guía sobre la inspección, prueba y mantenimiento de equipos eléctricos durante paradas planificadas.
A parada de planta de fabricación es un evento planificado que premia la planificación por encima de todo. Las listas de verificación en esta guía incluyen mecánicas, eléctricas, de seguridad, de automatización y específicas de la industria, lo que facilita que cada planta las modifique según su equipo, riesgos y leyes regulatorias. Sin embargo, ninguna operación previa a la lista de verificación que prepare proactivamente el camino para una parada exitosa puede ser sustituida por cualquier lista de verificación. Las paradas que se completan dentro del plazo y presupuesto son el resultado de una planificación estratégica realizada meses antes de que se detenga cualquier cosa. Las líneas de ensamblaje y prueba de Benlong Automation aprovechan al máximo esto: toda la automatización de precisión ahorra tiempo y dinero porque el mantenimiento planificado a tiempo previene tiempos de inactividad innecesarios cuando la línea automatizada comienza a operar correctamente inmediatamente después de reiniciarse.




