
 benlong
benlong 



¿Qué es una línea de prueba automática de disyuntores magnetotérmicos? Una guía técnica completa.
Un verdadero desafío de producción: “Necesitábamos probar 2000 disyuntores por turno, pero las pruebas manuales arrojaban tiempos de respuesta inconsistentes y ninguna trazabilidad. Nuestros compradores comenzaron a solicitar datos de prueba por unidad, y no pudimos proporcionárselos.”
— Gerente de calidad, fabricante de equipos eléctricos de tamaño mediano
Un Línea de prueba automática de MCB es un sistema totalmente integrado que automatiza la calibración, la verificación del rendimiento y la inspección de calidad de los interruptores automáticos miniatura (MCB). Al combinar fuentes de corriente constante de alta precisión, control PLC y unidades de prueba multiestación, elimina los errores de medición manual y logra un rendimiento de 1.800–2.400 unidades por hora – mucho más allá de cualquier proceso manual.
Esta guía abarca:
- ¿Por qué fallan las pruebas manuales en los volúmenes de producción actuales?
- Cómo funciona una línea de prueba automática de MCB, estación por estación
- Especificaciones técnicas clave y datos de rendimiento
- Comparación directa: pruebas automáticas frente a pruebas manuales
- Cumplimiento de las normas IEC y GB
- Preguntas frecuentes sobre las líneas de prueba de MCB

Por qué las pruebas manuales no pueden seguir el ritmo de la producción moderna de disyuntores magnetotérmicos.
Con volúmenes de producción de miles de unidades por turno, las pruebas manuales generan tres problemas inevitables:
- Inconsecuencia. Los operarios no pueden aplicar la corriente con la precisión requerida por la norma IEC 60898-1. Incluso pequeñas desviaciones en la corriente o la sincronización de la prueba dan lugar a decisiones poco fiables sobre si la prueba es aprobada o no.
- Cuello de botella de velocidad. Un técnico cualificado puede probar entre 60 y 80 unidades por hora. Una línea automatizada procesa entre 1800 y 2400 unidades por hora, lo que supone una ventaja de rendimiento de 25 a 30 veces.
- Lagunas en la trazabilidad. Los registros manuales son incompletos y difíciles de auditar. Los compradores internacionales exigen cada vez más datos de pruebas a nivel de unidad. Una línea automatizada registra y almacena automáticamente cada resultado.
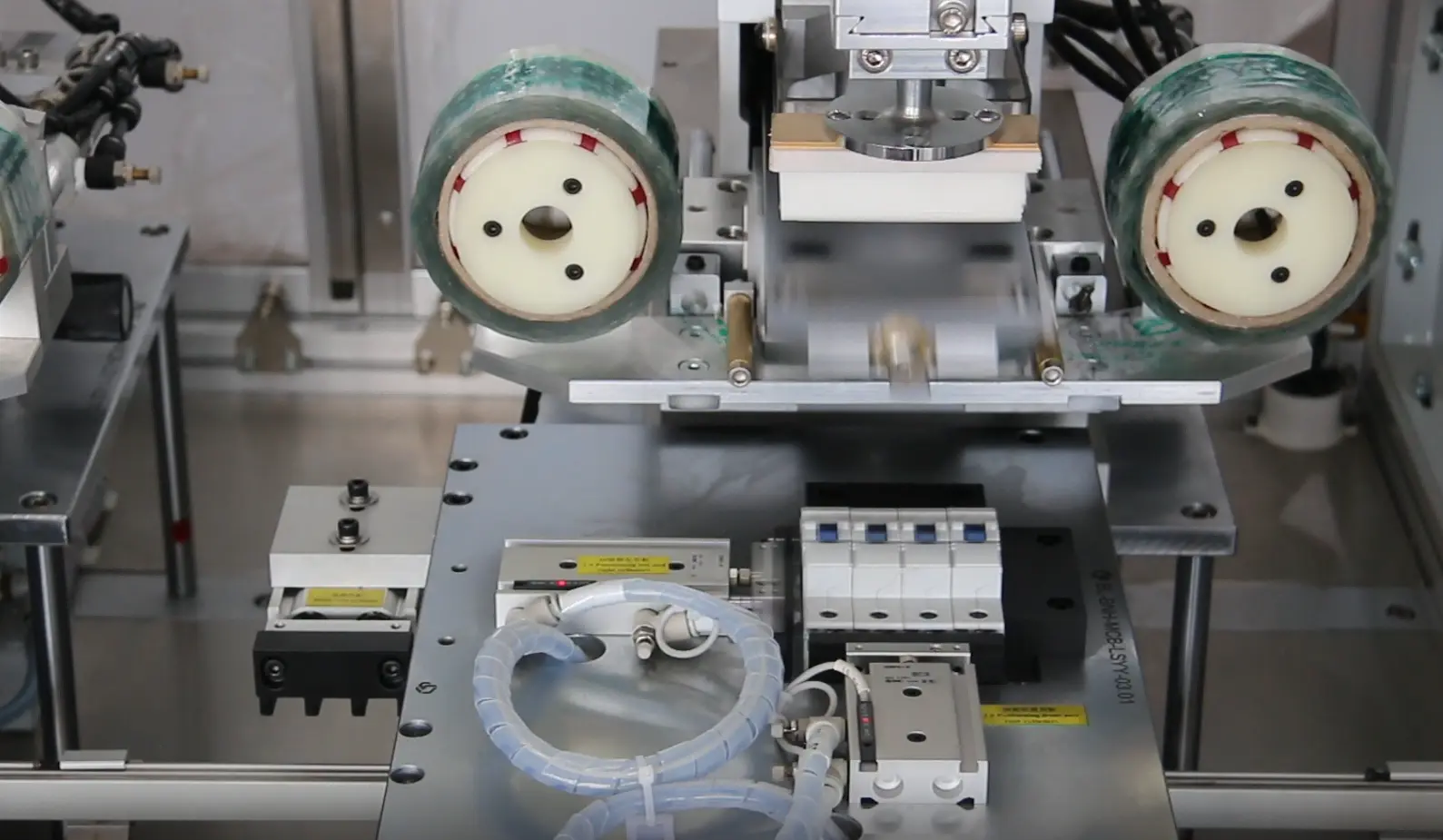
Cómo funciona una línea de prueba automática de MCB: estación por estación
Una línea de prueba automática completa para disyuntores agrupa las funciones en estaciones secuenciales. Las unidades se transportan automáticamente entre las estaciones y las unidades defectuosas se desvían sin interrumpir el flujo de la línea.
Estación 1 – Carga y transporte automáticos
Los disyuntores magnetotérmicos (MCB) se alimentan desde un cargador o bandeja a la cinta transportadora principal. Los sensores de visión verifican la orientación y el tipo de producto antes de que cada unidad entre en la zona de prueba. La estación admite configuraciones de 1P, 2P, 3P y 4P, y cambia entre tipos de polos mediante escaneo de código de barras o cambio de receta con una sola tecla en la interfaz hombre-máquina (HMI), sin necesidad de cambiar herramientas mecánicas.
Estación 2 – Unidad de calibración de retardo térmico
Esta es la estación más crítica desde el punto de vista técnico. Se aplica una corriente de sobrecarga constante —típicamente 1,13 o 1,45 veces la corriente nominal, según lo especificado por la norma IEC 60898-1— al mecanismo de disparo térmico bimetálico. El sistema mide si el interruptor se dispara dentro del intervalo de tiempo definido por el tipo de curva de disparo (B, C o D).
La fuente electrónica de corriente constante proporciona precisión de corriente de ±0,5% con una distorsión armónica total (THD) inferior a 3%, esencial para obtener resultados reproducibles en grandes lotes.
Si el tiempo de viaje queda fuera del rango aceptable, una herramienta de calibración accionada por servomotor ajusta automáticamente el bimetal antes de que la unidad continúe. Las unidades que no se pueden corregir se rechazan y se registran.
La arquitectura de control que subyace a la unidad de calibración térmica integra:
- Transformador de control – reduce la tensión de la red eléctrica para proporcionar alimentación aislada estable.
- Fuente electrónica de corriente constante – Unidad patentada de Benlong con una precisión de ±0,5%
- Contactores de CA Schneider – elementos de conmutación de larga vida útil
- módulos de adquisición de señales – Capturar las marcas de tiempo de los eventos del viaje en milisegundos.
- Módulos de expansión PLC – ejecutar la lógica de la secuencia de pruebas y comunicar los resultados.
- Pantalla táctil HMI – Interfaz de operador para la selección de recetas y monitorización en tiempo real.

Estación 3 – Prueba de disparo instantáneo (magnético)
Un pulso de alta corriente de corta duración —normalmente de 10 a 50 veces la corriente nominal, según la curva de disparo— verifica que el mecanismo de disparo magnético se libere instantáneamente. El tiempo de respuesta se mide en milisegundos según los umbrales de la norma IEC 60898-1. Las unidades defectuosas se desconectan automáticamente sin interrumpir la línea.
Estación 4 – Prueba de alta tensión (tensión de resistencia)
Cada interruptor magnetotérmico (MCB) se somete a una prueba de alta tensión de CA (normalmente 2000 V CA durante 1 segundo) entre los conductores activos y la carcasa para verificar la integridad dieléctrica. Un módulo de desconexión de cinco vías permite realizar pruebas multipolares simultáneas, manteniendo el rendimiento incluso en productos de 3 y 4 polos.
Estación 5 – Impresión y codificación automática mediante tampografía
Las unidades que superan la prueba reciben un código de serie único, la fecha de producción y la indicación de la corriente nominal mediante una unidad de tampografía automática. Cada código impreso está vinculado al registro de prueba de la unidad en la base de datos principal, lo que permite una trazabilidad completa a nivel de unidad, desde la producción hasta la instalación en campo.
Estación 6 – Clasificación y embalaje automáticos
Las unidades que cumplen con los requisitos se transportan directamente al empaquetado posterior o a la siguiente etapa de ensamblaje. Las unidades rechazadas se recogen en un contenedor aparte, donde se registra un código de fallo que indica la estación específica y el modo de fallo: retardo térmico fuera de rango, fallo de disparo instantáneo, fallo por alta tensión o error de impresión. Estos datos se incorporan directamente a los flujos de trabajo de análisis SPC y mejora de procesos.
Especificaciones técnicas clave
| Tipos de postes compatibles | 1P / 2P / 3P / 4P |
| Compatibilidad con curvas de viaje | Tipo B / C / D |
| Rango de corriente nominal | 6A – 125A |
| Precisión de la fuente de corriente constante | ±0,5% |
| Distorsión de la forma de onda (THD) | ≤3% |
| Voltaje de prueba Hi-Pot | Hasta 4000 V CA |
| Rendimiento de producción | 1.800 – 2.400 piezas / hora |
| Voltaje de control | 380V ±10%, 50Hz ±1Hz |
| Salida de datos | Compatible con CSV / MES / ERP |
Línea de prueba automática de disyuntores frente a prueba manual: comparación directa
| Velocidad de prueba | 60–80 unidades/hora | 1.800–2.400 unidades/hora |
| Precisión actual | ±5–10% (depende del operador) | ±0,5% |
| Trazabilidad | Registros en papel | Registro digital completo por unidad |
| Requisitos de mano de obra | De 3 a 5 operarios por turno | 1 operador/línea |
| riesgo de error humano | Alto | Casi cero |
| Documentación de conformidad con la norma IEC | Difícil de auditar | Totalmente auditable, por unidad. |
Cumplimiento de las normas IEC y GB
Las líneas de prueba automáticas para disyuntores magnetotérmicos (MCB) de Benlong están diseñadas y validadas conforme a las normas IEC y las normas nacionales chinas GB, lo que las hace idóneas para los fabricantes de disyuntores magnetotérmicos que exportan a los mercados europeos, de Oriente Medio y del sudeste asiático.
- IEC 60898-1 – Disyuntores para protección contra sobrecorriente en instalaciones domésticas y similares.
- GB 10963.1 – Equivalente nacional chino de la norma IEC 60898-1
- IEC 60947-2 – Aparamenta y equipos de control de baja tensión: interruptores automáticos (de grado industrial)
- GB/T 14048.2 – Equivalente nacional chino de la norma IEC 60947-2
Preguntas frecuentes (FAQ)
¿Cuál es la diferencia entre una línea de prueba de disyuntores magnetotérmicos y una línea de ensamblaje de disyuntores magnetotérmicos?
Una línea de ensamblaje de disyuntores magnetotérmicos (MCB) se encarga de la construcción física del interruptor: inserción de contactos, soldadura de terminales, instalación de la tira bimetálica y cierre de la carcasa. Una línea de prueba automática de MCB verifica que la unidad ensamblada funcione correctamente. En las modernas instalaciones de alto volumen, ambas funciones se integran en una única línea de producción continua para lograr la máxima eficiencia.
¿La línea puede soportar disyuntores magnetotérmicos de tipo B y de tipo C sin necesidad de realizar cambios de hardware?
Sí. El tipo de curva de disparo (B, C o D) determina el multiplicador de corriente de prueba y el intervalo de tiempo de disparo aceptable. Estos parámetros se almacenan como recetas de software y se conmutan mediante la interfaz hombre-máquina (HMI) o el escáner de código de barras; no se requiere ningún cambio de herramientas físicas.
¿Qué ocurre con las unidades que no superan la prueba?
Las unidades defectuosas se desvían automáticamente a un contenedor de rechazo sin detener la línea. Cada unidad rechazada se registra con un código de fallo que identifica la estación y el modo de fallo (retardo térmico fuera de rango, fallo de disparo instantáneo, fallo por alta tensión, etc.). Estos datos se utilizan directamente para la mejora del proceso y el análisis del rendimiento.
¿Qué certificaciones debo buscar al comprar este equipo?
Busque la marca CE en el propio equipo y confirme que la metodología de prueba esté validada según las normas IEC 60898-1 o IEC 60947-2, según el tipo de producto. Los fabricantes de renombre proporcionarán certificados de calibración para la fuente de corriente constante y los módulos de prueba de alta tensión.
¿Cuánto tiempo tarda la instalación y la puesta en marcha?
Para una línea de prueba MCB monofásica estándar, la instalación y puesta en marcha suelen tardar entre 2 y 4 semanas in situ, incluyendo la formación del operario. Las líneas flexibles multipolares (de 2P a 4P) con ensamblaje integrado pueden requerir entre 4 y 8 semanas, dependiendo de la distribución de la fábrica y los requisitos de integración del sistema MES.
Conclusión
Una línea de prueba automática de disyuntores magnetotérmicos ya no es una opción para los fabricantes que compiten en los mercados globales. Con una capacidad de 1800 a 2400 unidades por hora, una precisión de corriente de ±0,5% y una trazabilidad completa a nivel de unidad, ofrece un estándar de calidad y rendimiento inalcanzable para las pruebas manuales, a la vez que genera los datos listos para auditoría que los compradores internacionales y los organismos de certificación exigen cada vez más.
Benlong Automation ha diseñado y puesto en marcha líneas de prueba automáticas para disyuntores magnetotérmicos (MCB) para fabricantes en China, el sudeste asiático y Europa. Póngase en contacto con nuestro equipo de ingeniería para hablar sobre su volumen de producción, gama de productos y requisitos de integración de sistemas de gestión de emisiones (MES).
¿Listo para actualizar su proceso de prueba de disyuntores miniatura?
Consulte con nuestros ingenieros sobre los objetivos de rendimiento, las configuraciones de los postes y los requisitos de cumplimiento de la norma IEC.
Lectura relacionada: ¿Qué es una línea de montaje automática de disyuntores miniatura (MCB)? · Máquina de prueba integral para contactores de CA




