
 benlong
benlong 



What Is an MCB Automatic Testing Line? A Complete Technical Guide
Real production challenge: “We needed to test 2,000 MCBs per shift, but manual testing gave inconsistent trip times and no traceability. Our buyers started asking for per-unit test data – and we couldn’t provide it.”
— Quality manager, a mid‑size electrical manufacturer
An MCB automatic testing line is a fully integrated system that automates the calibration, performance verification, and quality inspection of miniature circuit breakers (MCBs). By combining high-precision constant current sources, PLC control, and multi-station test units, it eliminates manual measurement errors and achieves throughput of 1,800–2,400 units per hour – far beyond any manual process.
This guide covers:
- Why manual testing fails at modern production volumes
- How an MCB automatic testing line works, station by station
- Key technical specifications and performance data
- Direct comparison: automatic vs. manual testing
- IEC & GB standards compliance
- Frequently asked questions about MCB testing lines

Why manual testing cannot keep up with modern MCB production
At production volumes of thousands of units per shift, manual testing creates three unavoidable problems:
- Inconsistency. Human testers cannot apply current with the precision required by IEC 60898‑1. Even small deviations in test current or timing produce unreliable pass/fail decisions.
- Speed bottleneck. A skilled technician can test 60–80 units per hour. An automated line processes 1,800–2,400 units per hour – a 25× to 30× throughput advantage.
- Traceability gaps. Manual records are incomplete and difficult to audit. International buyers increasingly require unit-level test data. An automated line timestamps and stores every result automatically.
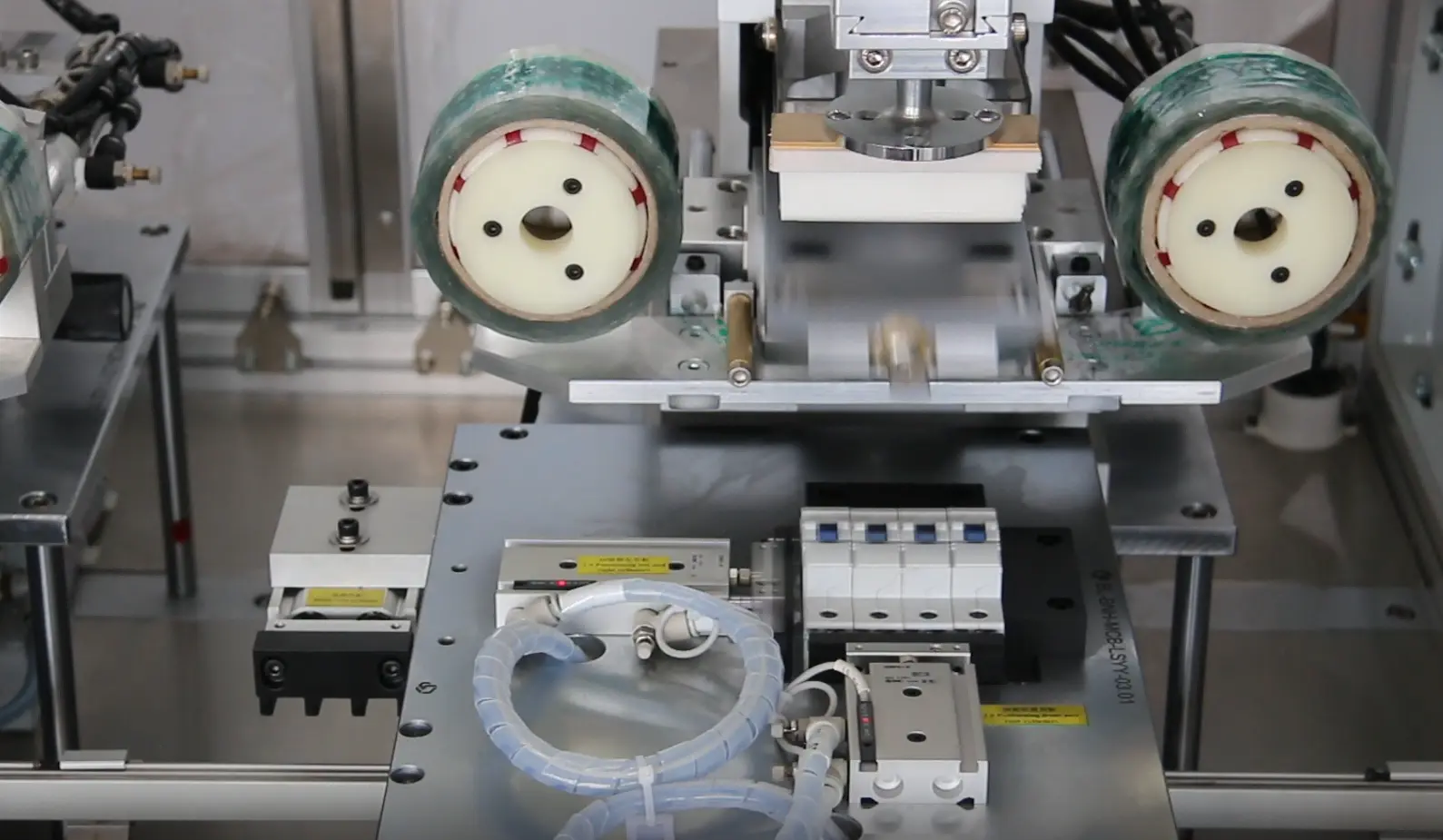
How an MCB automatic testing line works: station by station
A complete MCB automatic testing line groups functions into sequential stations. Units are conveyed automatically between stations, and failed units are diverted without interrupting line flow.
Station 1 – Automatic loading & conveying
MCBs are fed from a magazine or tray system onto the main conveyor. Vision sensors verify orientation and product type before each unit enters the test zone. The station supports 1P, 2P, 3P, and 4P configurations and switches between pole types via barcode scan or one‑key recipe changeover on the HMI – no mechanical tooling change required.
Station 2 – Thermal delay calibration unit
This is the most technically critical station. A constant overload current – typically 1.13× or 1.45× rated current as specified by IEC 60898‑1 – is applied to the bimetallic thermal trip mechanism. The system measures whether the breaker trips within the time window defined by the trip curve type (B, C, or D).
The electronic constant current source provides current accuracy of ±0.5% with total harmonic distortion (THD) below 3% – essential for reproducible results across large batches.
If the trip time falls outside the acceptable window, a servo‑driven calibration tool automatically adjusts the bimetal before the unit proceeds. Units that cannot be corrected are rejected and logged.
The control architecture behind the thermal calibration unit integrates:
- Control transformer – steps down mains voltage to provide stable isolated power
- Electronic constant current source – Benlong proprietary unit with ±0.5% accuracy
- Schneider AC contactors – high‑cycle‑life switching elements
- Signal acquisition modules – capture trip event timestamps in milliseconds
- PLC expansion modules – execute test sequence logic and communicate results
- HMI touch screen – operator interface for recipe selection and live monitoring

Station 3 – Instantaneous (magnetic) trip test
A short‑duration high‑current pulse – typically 10× to 50× rated current depending on the trip curve – verifies that the magnetic trip mechanism releases instantly. Response time is measured in milliseconds against IEC 60898‑1 thresholds. Failing units are automatically sorted out without line stoppage.
Station 4 – Hi‑pot (withstand voltage) test
Each MCB is subjected to a high‑voltage AC test – typically 2,000V AC for 1 second – between live conductors and the housing to verify dielectric integrity. A five‑way disconnection module enables simultaneous multi‑pole testing, maintaining throughput even on 3P and 4P products.
Station 5 – Automatic pad printing & coding
Passing units receive a unique serial code, production date, and rated current marking via an automatic pad printing unit. Each printed code is linked to the unit’s test record in the host database, enabling full unit‑level traceability from production through to field installation.
Station 6 – Automatic sorting & packaging
Passed units are conveyed directly to downstream packaging or the next assembly stage. Rejected units are collected in a separate bin, each logged with a failure code indicating the specific station and failure mode – thermal delay out of range, instantaneous trip failure, hi‑pot breakdown, or printing error. This data feeds directly into SPC analysis and process improvement workflows.
Key technical specifications
| Compatible pole types | 1P / 2P / 3P / 4P |
| Trip curve compatibility | Type B / C / D |
| Rated current range | 6A – 125A |
| Constant current source accuracy | ±0.5% |
| Waveform distortion (THD) | ≤3% |
| Hi‑Pot test voltage | Up to 4,000V AC |
| Production throughput | 1,800 – 2,400 pcs / hour |
| Control voltage | 380V ±10%, 50Hz ±1Hz |
| Data output | CSV / MES / ERP compatible |
MCB automatic testing line vs. manual testing: direct comparison
| Testing speed | 60–80 units/hr | 1,800–2,400 units/hr |
| Current accuracy | ±5–10% (operator dependent) | ±0.5% |
| Traceability | Paper‑based logs | Full digital record per unit |
| Labor requirement | 3–5 operators/shift | 1 operator/line |
| Human error risk | High | Near‑zero |
| IEC compliance documentation | Difficult to audit | Fully auditable, per‑unit |
IEC and GB standards compliance
Benlong MCB automatic testing lines are designed and validated against both IEC and Chinese national GB standards, making them suitable for MCB manufacturers exporting to European, Middle Eastern, and Southeast Asian markets.
- IEC 60898‑1 – Circuit breakers for overcurrent protection in household and similar installations
- GB 10963.1 – Chinese national equivalent of IEC 60898‑1
- IEC 60947‑2 – Low‑voltage switchgear and controlgear: circuit breakers (industrial grade)
- GB/T 14048.2 – Chinese national equivalent of IEC 60947‑2
Frequently asked questions (FAQ)
What is the difference between an MCB testing line and an MCB assembly line?
An MCB assembly line handles the physical construction of the circuit breaker – inserting contacts, welding terminals, installing the bimetal strip, and closing the housing. An MCB automatic testing line verifies that the assembled unit performs correctly. In modern high‑volume facilities, both functions are integrated into a single continuous production line for maximum efficiency.
Can the line handle both Type B and Type C MCBs without hardware changes?
Yes. Trip curve type (B, C, or D) determines the test current multiplier and the acceptable trip time window. These parameters are stored as software recipes and switched via the HMI or barcode scanner – no physical tooling change required.
What happens to units that fail the test?
Failed units are automatically diverted to a rejection bin without stopping the line. Each rejected unit is logged with a failure code identifying the station and failure mode – thermal delay out of range, instantaneous trip failure, hi‑pot breakdown, etc. This data feeds directly into process improvement and yield analysis.
What certifications should I look for when purchasing this equipment?
Look for CE marking on the equipment itself, and confirm that the test methodology is validated against IEC 60898‑1 or IEC 60947‑2 depending on your product type. Reputable manufacturers will provide calibration certificates for the constant current source and hi‑pot test modules.
How long does installation and commissioning take?
For a standard 1P MCB testing line, installation and commissioning typically takes 2–4 weeks on‑site, including operator training. Multi‑pole flexible lines (2P–4P) with integrated assembly may require 4–8 weeks depending on factory layout and MES integration requirements.
Conclusion
An MCB automatic testing line is no longer optional for manufacturers competing in global markets. At 1,800–2,400 units per hour with ±0.5% current accuracy and full unit‑level traceability, it delivers a quality and throughput standard that manual testing cannot approach – while generating the audit‑ready data that international buyers and certification bodies increasingly require.
Benlong Automation has designed and commissioned MCB automatic testing lines for manufacturers across China, Southeast Asia, and Europe. Contact our engineering team to discuss your production volume, product range, and MES integration requirements.
Ready to upgrade your MCB testing process?
Talk to our engineers about throughput targets, pole configurations, and IEC compliance requirements.
Related reading: What Is an MCB Automatic Assembly Line? · AC Contactor Comprehensive Test Machine




