
 benlong
benlong 



ما هو خط اختبار القواطع الكهربائية المصغرة (MCB) الأوتوماتيكي؟ دليل فني شامل
تحدي إنتاجي حقيقي: “"كنا بحاجة لاختبار 2000 قاطع دائرة مصغر في كل وردية، لكن الاختبار اليدوي أعطى أوقات فصل غير متسقة وانعدام إمكانية التتبع. بدأ المشترون لدينا يطلبون بيانات اختبار لكل وحدة - ولم نتمكن من توفيرها."”
— مدير الجودة، شركة تصنيع أجهزة كهربائية متوسطة الحجم
أن خط اختبار قواطع الدائرة المصغرة الأوتوماتيكي هو نظام متكامل تمامًا يعمل على أتمتة معايرة قواطع الدائرة المصغرة (MCBs) والتحقق من أدائها وفحص جودتها. ومن خلال الجمع بين مصادر التيار الثابت عالية الدقة، والتحكم المنطقي القابل للبرمجة (PLC)، ووحدات الاختبار متعددة المحطات، فإنه يقضي على أخطاء القياس اليدوي ويحقق إنتاجية عالية. 1800-2400 وحدة في الساعة - يتجاوز بكثير أي عملية يدوية.
يشمل هذا الدليل ما يلي:
- لماذا يفشل الاختبار اليدوي في أحجام الإنتاج الحديثة؟
- كيف يعمل خط اختبار القواطع الكهربائية المصغرة (MCB) الأوتوماتيكي، محطة تلو الأخرى
- المواصفات الفنية الرئيسية وبيانات الأداء
- مقارنة مباشرة: الاختبار الآلي مقابل الاختبار اليدوي
- الامتثال لمعايير اللجنة الكهروتقنية الدولية ومعايير بريطانيا العظمى
- الأسئلة الشائعة حول خطوط اختبار MCB

لماذا لا يستطيع الاختبار اليدوي مواكبة إنتاج قواطع الدائرة المصغرة الحديثة؟
مع أحجام إنتاج تصل إلى آلاف الوحدات في كل وردية، يخلق الاختبار اليدوي ثلاث مشاكل لا مفر منها:
- عدم اتساق. لا يستطيع الفاحصون البشريون تطبيق التيار بالدقة المطلوبة بموجب معيار IEC 60898-1. حتى الانحرافات الصغيرة في تيار الاختبار أو التوقيت تؤدي إلى قرارات غير موثوقة بشأن النجاح أو الفشل.
- اختناق السرعة. يستطيع فني ماهر فحص ما بين 60 و80 وحدة في الساعة. أما خط الإنتاج الآلي فيعالج ما بين 1800 و2400 وحدة في الساعة، أي بزيادة في الإنتاجية تتراوح بين 25 و30 ضعفاً.
- ثغرات في إمكانية التتبع. السجلات اليدوية غير مكتملة ويصعب تدقيقها. يطلب المشترون الدوليون بشكل متزايد بيانات اختبار على مستوى الوحدة. يقوم خط الإنتاج الآلي بتسجيل كل نتيجة وتخزينها تلقائيًا.
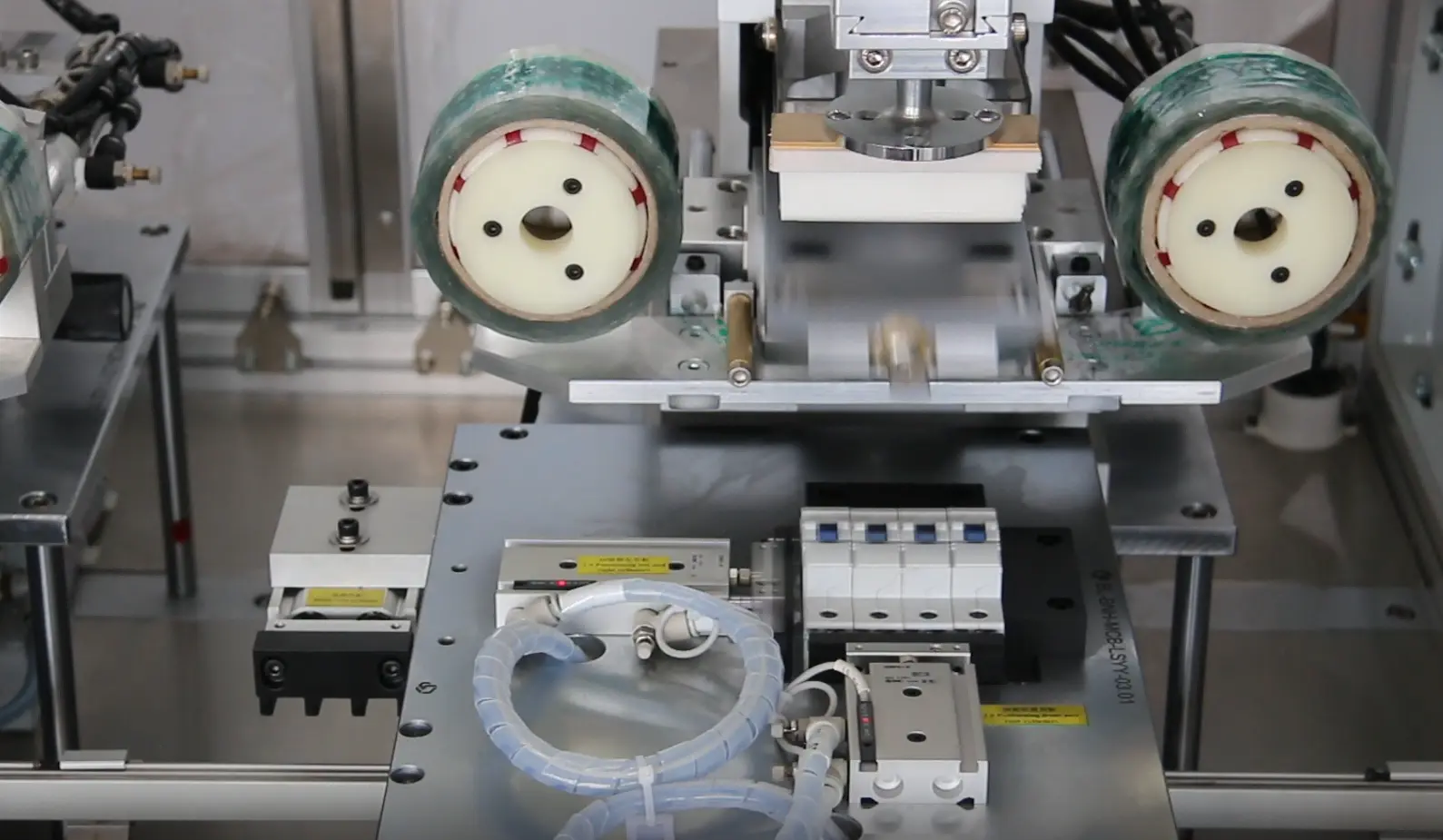
كيف يعمل خط الاختبار الآلي لقواطع الدائرة المصغرة: محطة تلو الأخرى
تقوم مجموعة اختبار خطوط القواطع المصغرة الأوتوماتيكية الكاملة بتجميع الوظائف في محطات متسلسلة. يتم نقل الوحدات تلقائيًا بين المحطات، ويتم تحويل الوحدات المعطلة دون انقطاع تدفق الخط.
المحطة 1 - التحميل والنقل الآلي
تُغذّى قواطع الدائرة المصغرة من مخزن أو نظام صواني إلى الناقل الرئيسي. تتحقق مستشعرات الرؤية من اتجاه كل وحدة ونوعها قبل دخولها منطقة الاختبار. تدعم المحطة تكوينات 1P و2P و3P و4P، وتُبدّل بين أنواع الأقطاب عبر مسح الباركود أو تغيير الوصفة بضغطة زر واحدة على واجهة المستخدم الرسومية - دون الحاجة إلى تغيير الأدوات الميكانيكية.
المحطة 2 - وحدة معايرة التأخير الحراري
هذه هي المحطة الأكثر أهمية من الناحية الفنية. يتم تطبيق تيار حمل زائد ثابت - عادةً ما يكون 1.13 أو 1.45 ضعف التيار المقنن وفقًا للمعيار IEC 60898-1 - على آلية الفصل الحراري ثنائية المعدن. يقيس النظام ما إذا كان قاطع الدائرة يفصل ضمن الإطار الزمني المحدد بنوع منحنى الفصل (B أو C أو D).
يوفر مصدر التيار الثابت الإلكتروني دقة تيار تبلغ ±0.5% مع تشويه توافقي كلي (THD) أقل من 3% - وهو أمر ضروري للحصول على نتائج قابلة للتكرار عبر دفعات كبيرة.
إذا تجاوز وقت الرحلة النطاق المقبول، تقوم أداة معايرة تعمل بمحرك مؤازر بضبط المعدن الثنائي تلقائيًا قبل أن تتابع الوحدة عملها. أما الوحدات التي لا يمكن تصحيحها فتُرفض ويتم تسجيلها.
تتضمن بنية التحكم الخاصة بوحدة المعايرة الحرارية ما يلي:
- محول التحكم – يخفض جهد التيار الكهربائي الرئيسي لتوفير طاقة معزولة مستقرة
- مصدر تيار إلكتروني ثابت – وحدة خاصة بشركة بنلونغ بدقة ±0.5%
- موصلات التيار المتردد من شنايدر – عناصر تبديل ذات عمر تشغيلي طويل
- وحدات اكتساب الإشارة – تسجيل الطوابع الزمنية لأحداث الرحلة بالمللي ثانية
- وحدات توسيع PLC – تنفيذ منطق تسلسل الاختبار وإبلاغ النتائج
- شاشة لمس HMI – واجهة تشغيل لاختيار الوصفات والمراقبة المباشرة

المحطة 3 - اختبار الرحلة اللحظية (المغناطيسية)
تتحقق نبضة تيار عالية قصيرة المدة - تتراوح عادةً بين 10 و50 ضعف التيار المقنن حسب منحنى الفصل - من أن آلية الفصل المغناطيسي تعمل فورًا. يُقاس زمن الاستجابة بالمللي ثانية وفقًا لعتبات معيار IEC 60898-1. يتم فرز الوحدات المعطلة تلقائيًا دون توقف الخط.
المحطة 4 - اختبار الجهد العالي (تحمل الجهد)
يخضع كل قاطع دائرة مصغر لاختبار تيار متردد عالي الجهد - عادةً 2000 فولت تيار متردد لمدة ثانية واحدة - بين الموصلات الحية والهيكل للتحقق من سلامة العازل. تتيح وحدة الفصل الخماسية اختبارًا متزامنًا متعدد الأقطاب، مما يحافظ على الإنتاجية حتى في المنتجات ثلاثية ورباعية الأقطاب.
المحطة 5 - الطباعة والترميز الآلي للوسادات
تحصل الوحدات الناجحة على رمز تسلسلي فريد وتاريخ إنتاج وعلامة التيار المقنن عبر وحدة طباعة آلية. ويرتبط كل رمز مطبوع بسجل اختبار الوحدة في قاعدة البيانات الرئيسية، مما يتيح تتبعًا كاملاً على مستوى الوحدة من الإنتاج وحتى التركيب الميداني.
المحطة 6 - الفرز والتعبئة الآلية
تُنقل الوحدات المقبولة مباشرةً إلى مرحلة التغليف أو التجميع التالية. أما الوحدات المرفوضة فتُجمع في حاوية منفصلة، ويُسجل لكل منها رمز عطل يُشير إلى المحطة المحددة ونوع العطل - تأخير حراري خارج النطاق، أو عطل فوري، أو عطل في اختبار الجهد العالي، أو خطأ في الطباعة. تُغذّي هذه البيانات مباشرةً تحليل مراقبة العمليات الإحصائية (SPC) وعمليات تحسين العمليات.
المواصفات الفنية الرئيسية
| أنواع الأعمدة المتوافقة | 1P / 2P / 3P / 4P |
| توافق منحنى الرحلة | النوع ب / ج / د |
| نطاق التيار المقنن | 6A – 125A |
| دقة مصدر التيار الثابت | ±0.5% |
| تشويه شكل الموجة (THD) | ≤3% |
| جهد اختبار الجهد العالي | يصل إلى 4000 فولت تيار متردد |
| معدل الإنتاج | 1800 - 2400 قطعة / ساعة |
| جهد التحكم | 380 فولت ±10%، 50 هرتز ±1 هرتز |
| مخرجات البيانات | متوافق مع CSV / MES / ERP |
خط اختبار القواطع الكهربائية المصغرة الآلي مقابل الاختبار اليدوي: مقارنة مباشرة
| اختبار | 60-80 وحدة/ساعة | 1800-2400 وحدة/ساعة |
| السلامة الحالية | ±5–10% (يعتمد على المشغل) | ±0.5% |
| إمكانية التتبع | السجلات الورقية | سجل رقمي كامل لكل وحدة |
| متطلبات العمل | 3-5 مشغلين/وردية | 1 عامل/خط |
| مخاطر الخطأ البشري | عالي | شبه معدوم |
| وثائق الامتثال للجنة الكهروتقنية الدولية | يصعب تدقيقها | قابلة للتدقيق بالكامل، لكل وحدة |
الامتثال لمعايير اللجنة الكهروتقنية الدولية ومعايير بريطانيا العظمى
تم تصميم خطوط اختبار قواطع الدائرة المصغرة الآلية من Benlong والتحقق من صحتها وفقًا لمعايير اللجنة الكهروتقنية الدولية (IEC) ومعايير GB الوطنية الصينية، مما يجعلها مناسبة لمصنعي قواطع الدائرة المصغرة الذين يصدرون منتجاتهم إلى الأسواق الأوروبية والشرق أوسطية وجنوب شرق آسيا.
- IEC 60898-1 – قواطع دوائر كهربائية للحماية من التيار الزائد في المنازل والمنشآت المماثلة
- GB 10963.1 – المعيار الوطني الصيني المكافئ للمعيار الدولي IEC 60898-1
- IEC 60947-2 – مفاتيح وأجهزة تحكم ذات جهد منخفض: قواطع الدائرة (من الدرجة الصناعية)
- GB/T 14048.2 – المعيار الوطني الصيني المكافئ للمعيار الدولي IEC 60947-2
الأسئلة الشائعة (FAQ)
ما الفرق بين خط اختبار قواطع الدائرة المصغرة وخط تجميع قواطع الدائرة المصغرة؟
يتولى خط تجميع قواطع الدائرة المصغرة (MCB) عملية التركيب المادي للقاطع، بدءًا من إدخال الموصلات ولحام الأطراف، مرورًا بتركيب الشريط ثنائي المعدن، وصولًا إلى إغلاق الغلاف. ويتحقق خط الاختبار الآلي لقواطع الدائرة المصغرة من سلامة أداء الوحدة المُجمّعة. وفي المنشآت الحديثة ذات الإنتاجية العالية، تُدمج هاتان الوظيفتان في خط إنتاج واحد متواصل لتحقيق أقصى قدر من الكفاءة.
هل يمكن للخط التعامل مع كل من قواطع الدائرة المصغرة من النوع B والنوع C دون تغييرات في الأجهزة؟
نعم. يحدد نوع منحنى الفصل (B أو C أو D) مُضاعِف تيار الاختبار ونطاق زمن الفصل المقبول. تُخزَّن هذه المعلمات كوصفات برمجية ويتم التبديل بينها عبر واجهة المستخدم الرسومية أو ماسح الباركود - دون الحاجة إلى أي تغيير في الأدوات المادية.
ماذا يحدث للوحدات التي تفشل في الاختبار؟
تُحوّل الوحدات المعيبة تلقائيًا إلى حاوية الرفض دون إيقاف خط الإنتاج. ويتم تسجيل كل وحدة مرفوضة برمز عطل يُحدد المحطة ونوع العطل - مثل التأخير الحراري خارج النطاق، أو عطل الفصل الفوري، أو انهيار الجهد العالي، وما إلى ذلك. وتُستخدم هذه البيانات مباشرةً في تحسين العمليات وتحليل الإنتاجية.
ما هي الشهادات التي يجب أن أبحث عنها عند شراء هذه المعدات؟
ابحث عن علامة CE على الجهاز نفسه، وتأكد من أن منهجية الاختبار معتمدة وفقًا لمعيار IEC 60898-1 أو IEC 60947-2 حسب نوع المنتج. توفر الشركات المصنعة الموثوقة شهادات معايرة لوحدات اختبار مصدر التيار الثابت ووحدات اختبار الجهد العالي.
كم تستغرق عملية التركيب والتشغيل؟
بالنسبة لخط اختبار قواطع الدائرة المصغرة أحادي القطب القياسي، يستغرق التركيب والتشغيل عادةً من أسبوعين إلى أربعة أسابيع في الموقع، بما في ذلك تدريب المشغلين. أما الخطوط المرنة متعددة الأقطاب (من قطبين إلى أربعة أقطاب) المزودة بتجميع متكامل، فقد تستغرق من أربعة إلى ثمانية أسابيع حسب تصميم المصنع ومتطلبات تكامل نظام إدارة التصنيع.
خاتمة
لم يعد خط اختبار قواطع الدائرة المصغرة الآلي خيارًا ثانويًا للمصنعين المتنافسين في الأسواق العالمية. فبمعدل إنتاج يتراوح بين 1800 و2400 وحدة في الساعة، ودقة تيار تبلغ ±0.5%، وإمكانية تتبع كاملة على مستوى الوحدة، يوفر هذا الخط معايير جودة وإنتاجية لا يمكن للاختبار اليدوي الوصول إليها، مع توفير بيانات جاهزة للتدقيق، وهو ما يتطلبه المشترون الدوليون وهيئات الاعتماد بشكل متزايد.
قامت شركة Benlong Automation بتصميم وتشغيل خطوط اختبار قواطع الدائرة المصغرة (MCB) الآلية لمصنعين في جميع أنحاء الصين وجنوب شرق آسيا وأوروبا. تواصل مع فريقنا الهندسي لمناقشة حجم إنتاجك ومجموعة منتجاتك ومتطلبات تكامل نظام إدارة عمليات التصنيع (MES).
هل أنت مستعد لتطوير عملية اختبار MCB الخاصة بك؟
تحدث إلى مهندسينا حول أهداف الإنتاجية، وتكوينات الأعمدة، ومتطلبات الامتثال لمعايير اللجنة الكهروتقنية الدولية (IEC).
قراءات ذات صلة: ما هو خط التجميع الآلي لقواطع الدائرة المصغرة (MCB)؟ · جهاز اختبار شامل لموصلات التيار المتردد




