benlong
benlong 





Máy lắp ráp tự động lõi sắt từ MCB
Máy lắp ráp lõi sắt từ tự động cho MCB, dùng để lắp cuộn dây và chốt. Quá trình ép được điều khiển bằng servo, giám sát lực và độ sâu (±0,05 mm), cấp liệu bằng rung. Tốc độ 1,5–2,5 giây/chiếc, chuyển đổi nhanh. Giảm tỷ lệ lỗi, lý tưởng cho sản xuất MCB ngắt từ với sản lượng lớn.
Máy lắp ráp lõi sắt từ tự động cho MCB
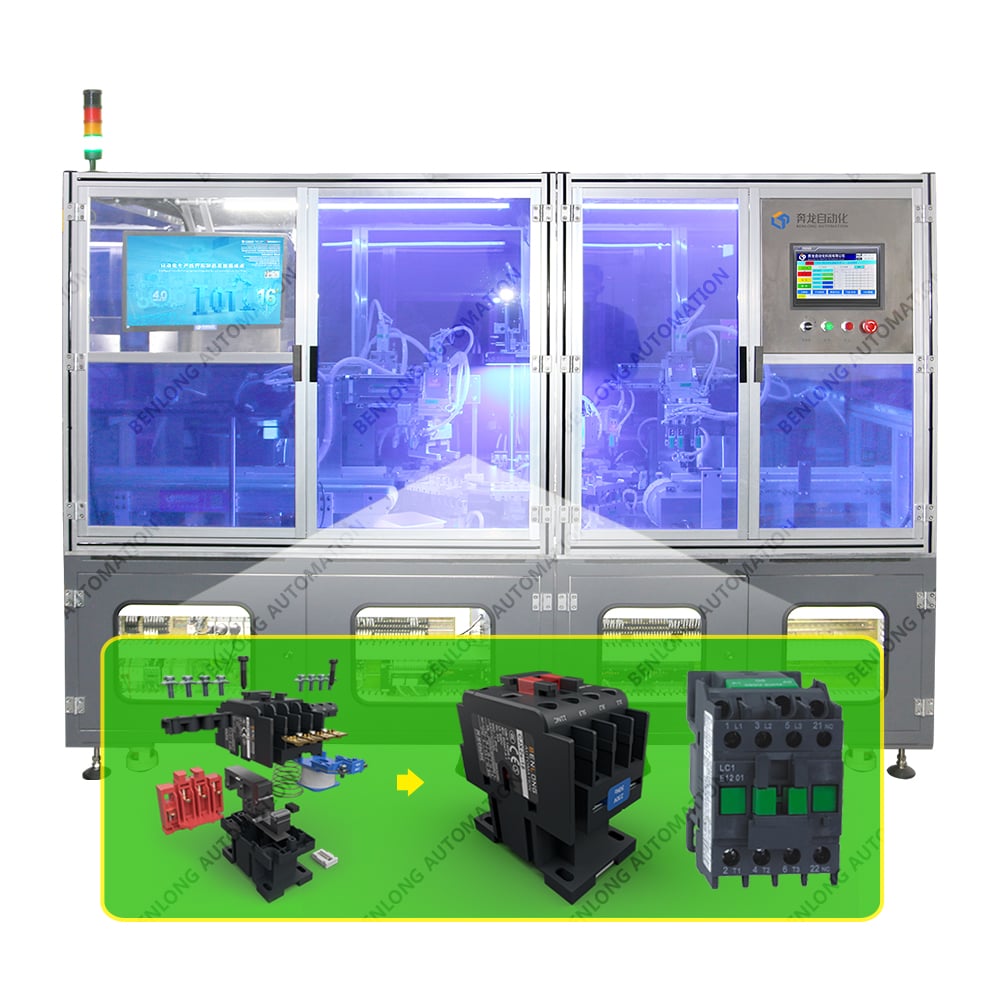
Máy hoàn thiện lõi MCB là một hệ thống tự động được chế tạo với độ chính xác cao, dùng để sản xuất các cụm linh kiện lõi từ được sử dụng trong các bộ ngắt mạch thu nhỏ (MCB). Khả năng định vị chính xác cuộn dây nhựa trong khuôn mẫu robot và đẩy các chốt kim loại (lõi từ / lõi sắt) vào vị trí với lực và độ căn chỉnh nhất quán của máy giúp đảm bảo hoạt động tốc độ cao, hiệu suất ổn định và giảm thiểu sự can thiệp thủ công, từ đó mang lại chất lượng lắp ráp lặp lại được cho các đợt sản xuất với khối lượng lớn. Máy hoàn thiện lõi MCB giúp giảm chi phí nhân công, mang lại độ chính xác cao hơn trong quá trình lắp ráp và nâng cao độ tin cậy trong sản xuất các mô-đun ngắt mạch từ tính MCB.
Máy có một số chức năng chính, bao gồm cấp liệu tự động cuộn nhựa và chốt kim loại thông qua khay rung hoặc hệ thống xếp chồng khay, quá trình ép điều khiển bằng servo kèm theo hệ thống giám sát lực/vị trí và chức năng kiểm tra sự hiện diện của chi tiết tích hợp. Máy có thể tương thích với các cuộn có nhiều kích cỡ khác nhau, cũng như các chiều dài chốt khác nhau, nhờ sử dụng phương pháp thay đổi dụng cụ nhanh và điều chỉnh thông số dựa trên công thức. Về mặt gia công, máy thường được sử dụng để lắp ráp các bộ khung từ, cuộn dây và chốt rôto cho các bộ ngắt từ của MCB. Do đây không phải là một thiết bị thương mại tiêu chuẩn, chúng tôi sẽ tùy chỉnh máy để đáp ứng các yêu cầu kỹ thuật của quý khách về hình dạng linh kiện và khối lượng sản xuất.
Giao hàng tiêu chuẩn: 30–45 ngày | Độ chính xác lực ±5% | Dụng cụ thay nhanh

Máy lắp ráp tự động lõi sắt từ MCB là gì?
Máy lắp ráp tự động cho lõi sắt từ của MCB là một hệ thống tự động được thiết kế để lắp ráp các bộ phận lõi từ (lõi sắt) của bộ ngắt từ thuộc loại cầu dao thu nhỏ. Quá trình lắp ráp hoàn chỉnh bộ ngắt từ bao gồm một cuộn dây nhựa (khung cuộn), một chốt kim loại (lõi sắt/lõi từ) và có thể có lò xo. Trong quá trình lắp ráp, chốt phải được căn chỉnh với cuộn dây sao cho đảm bảo độ chính xác cao, lực tác động được kiểm soát và độ sâu lắp đặt phù hợp. Nếu chốt không được lắp đúng cách, phản ứng ngắt từ tính của MCB sẽ bị ảnh hưởng. Máy lắp ráp tự động lõi sắt từ MCB tự động cấp liệu, định hướng, đặt và ép khít từng thành phần, đảm bảo lực và độ sâu lắp đặt nhất quán tại mọi vị trí. Đây là một phần thiết yếu trong quá trình sản xuất hàng loạt MCB do tỷ lệ lỗi cao liên quan đến lắp ráp thủ công, cũng như sự không nhất quán trong phản ứng ngắt mạch của MCB gây ra bởi các biến động trong quá trình lắp ráp thủ công. Máy lắp ráp tự động lõi sắt từ MCB là giải pháp tùy chỉnh không theo tiêu chuẩn, được điều chỉnh để phù hợp với hình dạng cuộn dây, kích thước chốt và yêu cầu về khối lượng sản xuất cụ thể của quý khách.
Bát rung hoặc máy xếp khay dành cho cuộn chỉ và chốt kim loại.
Có thể lập trình lực và độ sâu, giám sát thời gian thực, độ chính xác ±5%.
Các cảm biến phát hiện các cuộn chỉ hoặc chốt bị thiếu trước khi lắp vào.
Chuyển đổi nhanh chóng giữa các kích thước cuộn chỉ/chốt khác nhau (dưới 20 phút).
Quy trình lắp ráp và các tính năng chính




Thông số kỹ thuật
| Các bộ phận đã lắp ráp | Cuộn nhựa (khung cuộn) + chốt kim loại (lõi từ / lõi sắt) + lò xo (tùy chọn) | |
|---|---|---|
| Các loại cuộn chỉ | Các kích thước khác nhau cho bộ ngắt từ MCB (phụ kiện tùy chỉnh theo thiết kế cuộn dây) | |
| Phạm vi chiều dài chốt | 5 – 25 mm (có thể tùy chỉnh) | |
| Phạm vi lực lắp | 10 – 200 N (điều khiển bằng servo, có thể lập trình, độ chính xác ±5%) | |
| Độ chính xác về độ sâu lắp đặt | ±0,05 mm | |
| Hệ thống cấp liệu | Bát rung (cuộn chỉ + chốt) hoặc máy xếp chồng khay/hộp đựng | |
| Thời gian chu kỳ lắp ráp | 1,5 – 2,5 giây cho mỗi đơn vị | |
| Giám sát chất lượng | Đường cong lực-chuyển vị, cảm biến phát hiện chi tiết, kiểm tra bằng hệ thống thị giác (tùy chọn) | |
| Hệ thống điều khiển | PLC (Siemens/Mitsubishi) với HMI, lưu trữ công thức cho hơn 20 mẫu sản phẩm. | |
| Cung cấp điện và khí nén | 380V ±10% 50Hz | Khí nén 0.5-0.7MPa |
Ưu điểm kỹ thuật cốt lõi
Loại bỏ sự không nhất quán khi nhập liệu thủ công
Việc lắp ráp thủ công các chốt từ thường dẫn đến tình trạng chốt bị nghiêng hoặc chưa được cắm đủ sâu, từ đó gây ra từ thông yếu và hiệu suất ngắt không ổn định. Quá trình ép được điều khiển bằng servo đảm bảo độ thẳng hàng và độ sâu hoàn hảo trong mỗi chu kỳ.
Giám sát lực - dịch chuyển
Hệ thống ghi lại đường cong lực theo độ dịch chuyển cho mỗi lần đưa vào. Nếu lực lệch khỏi đường cong đã lưu (ví dụ: thiếu cuộn chỉ, chốt quá khổ hoặc có dị vật), máy sẽ loại bỏ chi tiết đó và kích hoạt báo động.
Chuyển đổi nhanh cho các mức định mức MCB khác nhau
Các mức định mức dòng điện MCB khác nhau sử dụng các kích thước cuộn dây và chân cắm khác nhau. Hệ thống dụng cụ thay đổi nhanh và các thông số dựa trên công thức cho phép chuyển đổi giữa các dòng sản phẩm trong vòng chưa đầy 20 phút.
Khả năng truy xuất nguồn gốc đầy đủ
Mỗi lõi từ đã lắp ráp có thể được liên kết với dữ liệu sản xuất của nó (lực cắm, độ sâu, thời gian chu kỳ) thông qua việc tích hợp mã vạch – điều này rất quan trọng đối với việc kiểm tra chất lượng và cải tiến quy trình.
Được các nhà lãnh đạo ngành tin tưởng
















Câu chuyện thành công của khách hàng – Nhà sản xuất MCB
Một trong những nhà sản xuất MCB hàng đầu trước đây đã lắp nam châm vào cuộn dây bằng phương pháp thủ công với tốc độ 800 cuộn dây mỗi ca làm việc. Tỷ lệ lỗi của họ là 2% (lắp sai vị trí hoặc thiếu nam châm). Sau khi lắp đặt Máy lắp ráp nam châm MCB tự động của chúng tôi, họ đã đạt được:
Tình trạng khách hàng trả hàng đã được loại bỏ hoàn toàn do máy đã thu hồi vốn chỉ trong 8 tháng nhờ giảm thiểu số lượng trường hợp khách hàng trả hàng liên quan đến sự cố hỏng hóc của bộ ngắt từ tính.
Ứng dụng và tích hợp
Thiết kế và cung cấp theo yêu cầu
Yêu cầu báo giá bộ lõi từ MCB tùy chỉnh
Xin vui lòng gửi mẫu các cuộn chỉ và chốt của quý khách, cùng với số lượng dự kiến cho sản xuất, để chúng tôi có thể thiết kế một máy lắp ráp tùy chỉnh được trang bị hệ thống điều khiển bằng máy ép servo, chức năng giám sát lực và bộ dụng cụ thay đổi nhanh. Chúng tôi cũng sẽ cung cấp một báo cáo chi tiết về tỷ suất hoàn vốn (ROI) cho hệ thống máy lắp ráp của quý khách.
WhatsApp: +86 150 5837 0007 | Email: xsb@benlongkj.cn | Hỗ trợ tiếng Anh và tiếng Trung
Tại sao nên chọn Benlong để lắp ráp linh kiện từ tính?
- Hơn 15 năm kinh nghiệm thiết kế máy lắp ráp tự động dành cho các bộ phận từ tính của MCB
- Hệ thống ép servo đã được kiểm chứng với chức năng giám sát lực-chuyển vị (độ chính xác lực ±5%, độ sâu ±0,05 mm)
- Thiết kế bộ nạp và dụng cụ trong nội bộ – các giải pháp nhanh chóng, phù hợp theo yêu cầu
- Dụng cụ thay đổi nhanh cho nhiều kích cỡ cuộn chỉ/chốt
- Dịch vụ toàn cầu và hỗ trợ phụ tùng thay thế
Máy móc tùy chỉnh điển hình bao gồm:
Bộ cấp liệu dạng bát rung (bobbins) Bát rung hoặc bộ cấp liệu bằng chốt Bộ máy ép servo có cảm biến lực Cảm biến phát hiện chi tiết PLC với giao diện người dùng (HMI) (Siemens) hoặc vỏ bảo vệ an toàn Hệ thống thay khuôn nhanh Thùng chứa sản phẩm lỗi Sách hướng dẫn vận hành kèm bảo hành một năm.
Các giải pháp liên quan
Câu hỏi thường gặp
Trong bộ ngắt từ tính, chốt thép/sắt (lõi) được đặt ở trung tâm cuộn dây. Khi dòng điện ngắn mạch chạy qua cuộn dây, từ trường sẽ tác động lên lõi; lực sinh ra sẽ khiến lõi di chuyển và va vào cần ngắt. Khi cần ngắt bị va chạm, các tiếp điểm sẽ mở ra. Để có phản ứng ngắt tức thời, lõi phải được đặt đúng vị trí và căn chỉnh thẳng hàng với cần gạt ngắt.
Hệ thống sử dụng giới hạn có thể lập trình cho điểm khởi đầu của đầu in servo. Hệ thống đo chiều cao của chốt cuối cùng so với cuộn chỉ sau khi lắp đặt; nếu có sự chênh lệch lớn hơn ±0,05 mm so với chiều cao lắp đặt dự kiến, máy ép sẽ loại bỏ chốt Finn đã lắp ráp. Nếu cần gia công thêm các chốt khác, có thể sử dụng camera để xác nhận rằng chốt đó nằm ngang bằng với bề mặt của linh kiện liền kề.
Đúng vậy. Cấu hình có thể điều chỉnh để lò xo được lắp vào chốt trước khi đưa vào hoặc lắp vào cuộn chỉ, sau đó mới đưa vào. Ngoài ra, có thể bổ sung các trạm cấp liệu hoặc đặt vị trí.
Thông thường, việc thay đổi dụng cụ bằng các thiết bị thay đổi nhanh như bộ nạp, dụng cụ chèn hoặc khuôn ghép mất khoảng 15 đến 20 phút. Các thông số công thức như lực, độ sâu và tốc độ có thể được điều chỉnh tự động thông qua giao diện người dùng (HMI) trong vòng chưa đầy 1 phút.
Tất nhiên. Lực cắm, độ sâu cắm, thời gian chu kỳ và kết quả đạt/không đạt đều có thể được ghi lại cho mỗi chu kỳ. Dữ liệu có thể được tải xuống qua cổng USB hoặc truyền sang hệ thống MES thông qua giao thức OPC UA hoặc Modbus TCP.
Sản phẩm liên quan

Máy lắp ráp tự động đai ốc + vòng đệm
Xem chi tiết
Máy lắp ráp tự động lồng MCB
Xem chi tiết
Máy tán đinh tự động tiếp điểm bạc cho công tắc tường
Xem chi tiết
Máy lắp ráp tự động các tiếp điểm chính và phụ của công tắc tơ điện xoay chiều
Xem chi tiết
Máy lắp ráp tự động kẹp khối đấu dây
Xem chi tiết