
 benlong
benlong 



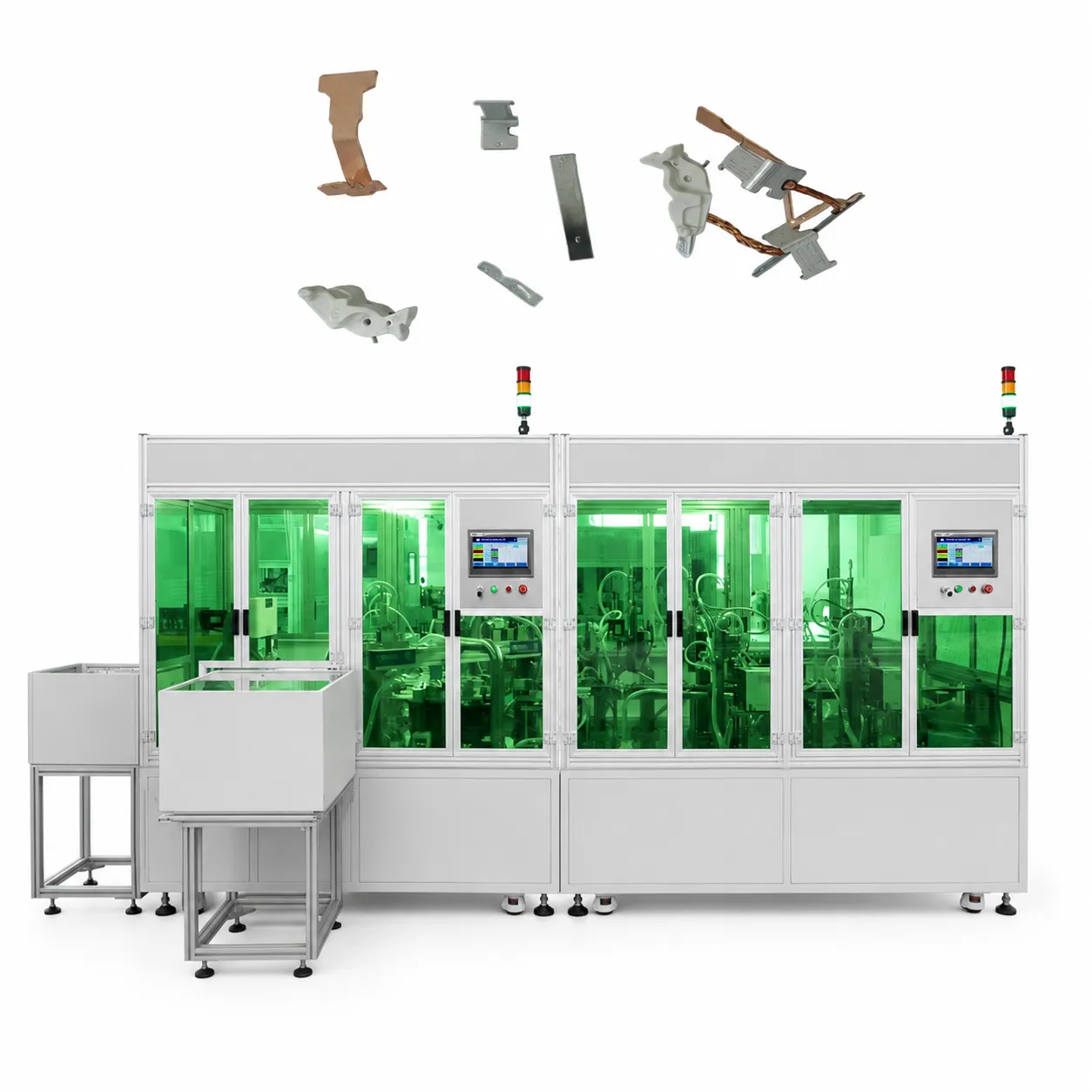

Linha de soldagem automática com conjunto de disparo térmico MCB
Linha de soldagem automática personalizada para conjuntos de disparo térmico de disjuntores miniatura (MCB) com células robotizadas, alinhamento visual (±0,05 mm), controle de energia em circuito fechado e rastreabilidade completa. Suporta múltiplos tamanhos de bimetal. Troca rápida de ferramentas. Para produção em larga escala de conjuntos de disparo térmico em conformidade com a norma IEC 60898-1.
Linha de soldagem automatizada de alta precisão para conjuntos de disparo térmico de disjuntores miniatura (MCB)
Esta linha de soldagem automática de disparadores térmicos para disjuntores miniatura (MCB) é uma máquina moderna desenvolvida especificamente para soldas de alta precisão de disparadores térmicos bimetálicos utilizados em disjuntores miniatura. Com um projeto focado na produção em larga escala, a linha consiste em múltiplas células de soldagem robotizadas, monitoramento em tempo real do processo de soldagem e sistemas inteligentes de garantia da qualidade (QA) para assegurar que cada disparador térmico apresente desempenho consistente ao longo de todo o processo de fabricação. Sistemas de alinhamento visual de alta precisão utilizam tecnologias ópticas avançadas para alcançar precisão de posicionamento em nível micrométrico. Através do controle em malha fechada, os parâmetros de soldagem permanecem em configurações ideais durante toda a produção, resultando em resistência consistente da junta soldada e características elétricas adequadas para produzir disparadores térmicos em conformidade com a norma IEC 60898-1.
Engenharia personalizada: 90-120 dias | Integração completa | Soldagem robótica + alinhamento por visão
O que é uma linha de soldagem automática com conjunto de disparo térmico MCB?
Uma linha de soldagem totalmente automatizada ou semiautomatizada para disjuntores miniatura (MCBs) que utiliza tecnologia de soldagem por projeção térmica é um sistema de produção que solda lâminas bimetálicas (o componente responsável pela proteção contra sobrecarga térmica) às suas estruturas de suporte e/ou terminais condutores de corrente. A lâmina/subconjunto bimetálico soldado é fundamental para a característica de disparo térmico dos MCBs, pois a solda cria uma conexão elétrica de baixa resistência.
Posicionamento e soldagem de bimetal em estrutura de suporte de forma rápida e repetível.
O posicionamento em nível micrométrico garante a localização correta do bimetal, o que é crucial para a precisão do disparo.
O ajuste de energia/força em tempo real compensa o desgaste do eletrodo e a variação da peça.
Projetado para sua geometria bimetálica, estrutura de suporte e metas de produção.
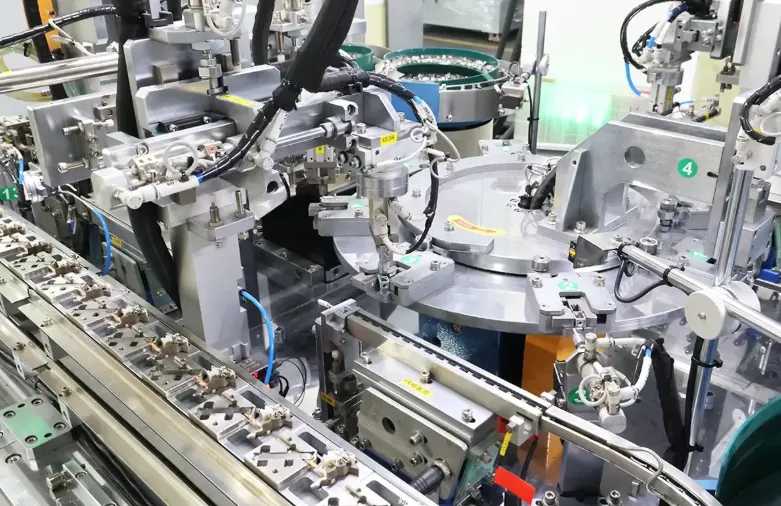
Características da linha e processo de soldagem




Especificações técnicas
| Compatibilidade de tira bimetálica | Comprimento de 10 a 40 mm, largura de 3 a 15 mm, espessura de 0,3 a 1,2 mm (ferramentas personalizadas para outros tamanhos) |
|---|---|
| Materiais da estrutura de suporte | Liga de cobre, latão, aço (estanhado ou sem revestimento) |
| Tecnologia de soldagem | Soldagem por resistência (descarga capacitiva ou inversor CC) com energia/força programáveis. |
| Precisão de posicionamento | ±0,05 mm (guiado por visão) |
| Resultado típico (personalizável) | Otimizado para produção em larga escala – adequado para mais de 10.000 unidades por turno. |
| Tempo de transição | Menos de 30 minutos entre famílias de produtos (receita + ferramentas de troca rápida) |
| Monitoramento de qualidade | Monitoramento da energia de soldagem durante o processo, com opção de estação de teste de resistência ou tração pós-soldagem. |
| Sistema de controle | PLC (Siemens/Mitsubishi) com IHM, ajuste de parâmetros em malha fechada, armazenamento de receitas |
| Rastreabilidade | Código de barras ou RFID por componente; resultados dos testes vinculados ao número de série. |
| Fornecimento de energia e ar | 380V ±10% 50Hz | Ar comprimido 0,5-0,7MPa |
Principais vantagens técnicas (design personalizado não padronizado)
alinhamento visual em nível microscópico
Câmeras de alta resolução detectam a posição e a orientação do bimetal antes da soldagem, garantindo uma localização consistente da junta mesmo com variações nas peças devido à estampagem.
Controle de energia em circuito fechado
O controlador de soldagem monitora a tensão, a corrente e a duração de cada pulso. Se a energia calculada se desviar do valor alvo, o controlador compensa automaticamente, eliminando soldas frias ou respingos excessivos.
Ferramentas modulares de troca rápida
Eletrodos de soldagem pré-centrados e dispositivos de fixação permitem a troca entre tamanhos bimetálicos em menos de 30 minutos. As receitas armazenam os parâmetros de soldagem para cada família de produtos.
Rastreabilidade integrada
Cada componente soldado recebe uma identificação única (marcada a laser ou por código de barras). A linha armazena parâmetros de soldagem, resultados de inspeção visual e decisões de aprovação/reprovação para rastreabilidade completa do ciclo de vida – essencial para auditorias de conformidade com as normas ISO 9001 e IEC.
















Caso de sucesso do cliente (Linha personalizada não padronizada)
Uma das maiores fabricantes de disjuntores miniatura (MCB) da Europa já havia produzido inúmeras quantidades de lâminas bimetálicas utilizando dois métodos principais de produção (manual e por montagem). Para aumentar ainda mais a eficiência da produção e reduzir os custos por meio de processos automatizados, a fabricante europeia de MCBs necessitava de uma linha de produção única capaz de fabricar lâminas bimetálicas de três tamanhos diferentes (6A, 20A e 63A) com o menor tempo de troca possível (ou com o mínimo de trocas). Para atingir esse objetivo, a Benlong forneceu uma linha modular de soldagem de conjuntos de disparo térmico com:
Os níveis de defeitos na linha de soldagem diminuíram de uma taxa inicial de 0,80% para uma taxa final de 0,07%, permitindo que o cliente produzisse mais para atender ao aumento do volume de produção sem a necessidade de mais estações de trabalho manuais.
Aplicações e Integração
Engenharia e entrega personalizadas
Solicite um orçamento personalizado para linha de soldagem por desarme térmico.
Por favor, forneça amostras do seu material bimetálico, desenhos das estruturas de suporte que você precisa construir e estimativas de volume de produção. Nossos engenheiros criarão uma solução de soldagem robótica personalizada com controle de processo em circuito fechado e rastreabilidade completa para sua aplicação.
WhatsApp: +86 150 5837 0007 | E-mail: xsb@benlongkj.cn | Suporte em inglês e chinês
Por que escolher a Benlong para soldagem térmica de componentes?
- Mais de 15 anos de experiência em design. linhas de soldagem automatizadas para conjuntos de disparo térmico MCB
- Integração de visão interna e programação robótica
- Controle de energia em circuito fechado para qualidade de solda consistente
- Design modular – expansível para limpeza, marcação ou testes.
- Serviço global e suporte de peças de reposição
Uma linha personalizada típica inclui:
Alimentador bimetálico · Módulo de visão para alinhamento · Sistema de soldagem robótica (descarga capacitiva ou inversor CC) · Controlador de soldagem em circuito fechado · Sistema de verificação de qualidade pós-soldagem (testador de resistência ou tração) · Estação de marcação a laser opcional · Computador lógico programável (CLP) com interface do operador · Cabines de segurança · Armazenamento de mais de 20 receitas diferentes para tipos de produtos · Um conjunto de ferramentas (para troca) · 1 ano de garantia.
Perguntas frequentes
A soldagem por resistência é realizada por meio de descarga capacitiva e por corrente contínua com inversor. A descarga capacitiva produz soldas rápidas e de alta energia, do tipo "pulso", para tiras bimetálicas finas e curtas, enquanto a corrente contínua com inversor oferece maior controle sobre a solda para materiais mais espessos. Sua decisão dependerá principalmente da espessura do seu bimetal e do material de que é feita a sua estrutura de suporte.
Cada pulso de energia de soldagem (tensão, corrente e duração) é monitorado por um controlador de circuito fechado. O controlador ajusta ou rejeita o pulso caso ocorra algum desvio em relação ao perfil armazenado. Uma estação de medição resistiva em linha também pode ser usada para verificar diretamente a resistência da junta.
Sim. O sistema de alinhamento visual pode ser treinado para identificar várias formas bimetálicas através do uso de ferramentas de alimentação e eletrodos de soldagem personalizáveis por família de produtos. O tempo de troca para diferentes formatos é geralmente inferior a trinta (30) minutos.
Normalmente, os conjuntos de soldagem térmica são encaminhados diretamente para uma estação de calibração e incluem conexões de esteira e troca de dados (via Ethernet ou E/S) para comunicar à bancada de calibração a qualidade da solda, permitindo a rejeição automática de peças defeituosas antes que entrem no processo de calibração.
Para um novo projeto de dispositivo de disparo térmico (novo tamanho do bimetal, estrutura de suporte e ferramentas), o prazo de entrega é normalmente 90-120 dias (incluindo projeto, fabricação de alimentadores, programação de visão e comissionamento). Para pequenas variações de um projeto existente, de 60 a 75 dias.
Produtos relacionados

Máquina de solda automática de ponto prateado + contato
Ver detalhes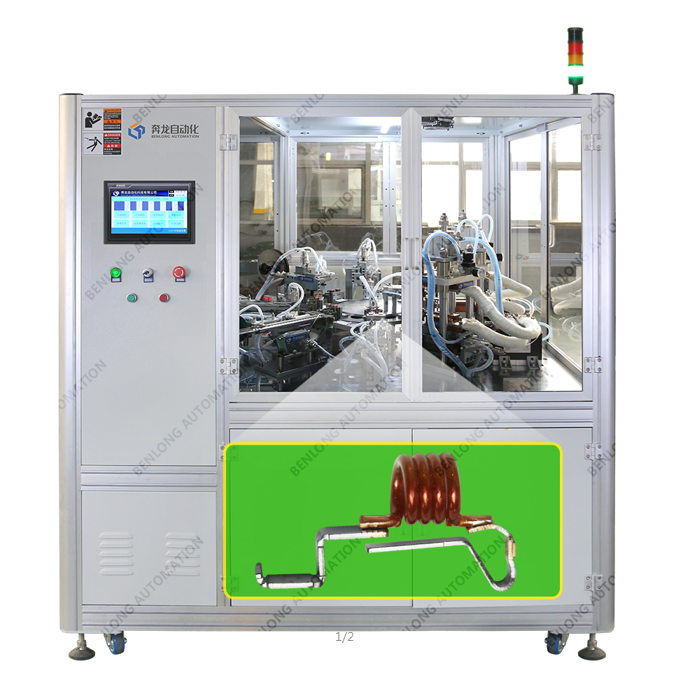
Máquina de solda automática com conjunto de disparo magnético MCB
Ver detalhes
Máquina de solda automática RCBO PCBA
Ver detalhes
Máquina de soldagem automática de tubo de atraso + sapata de pólo
Ver detalhes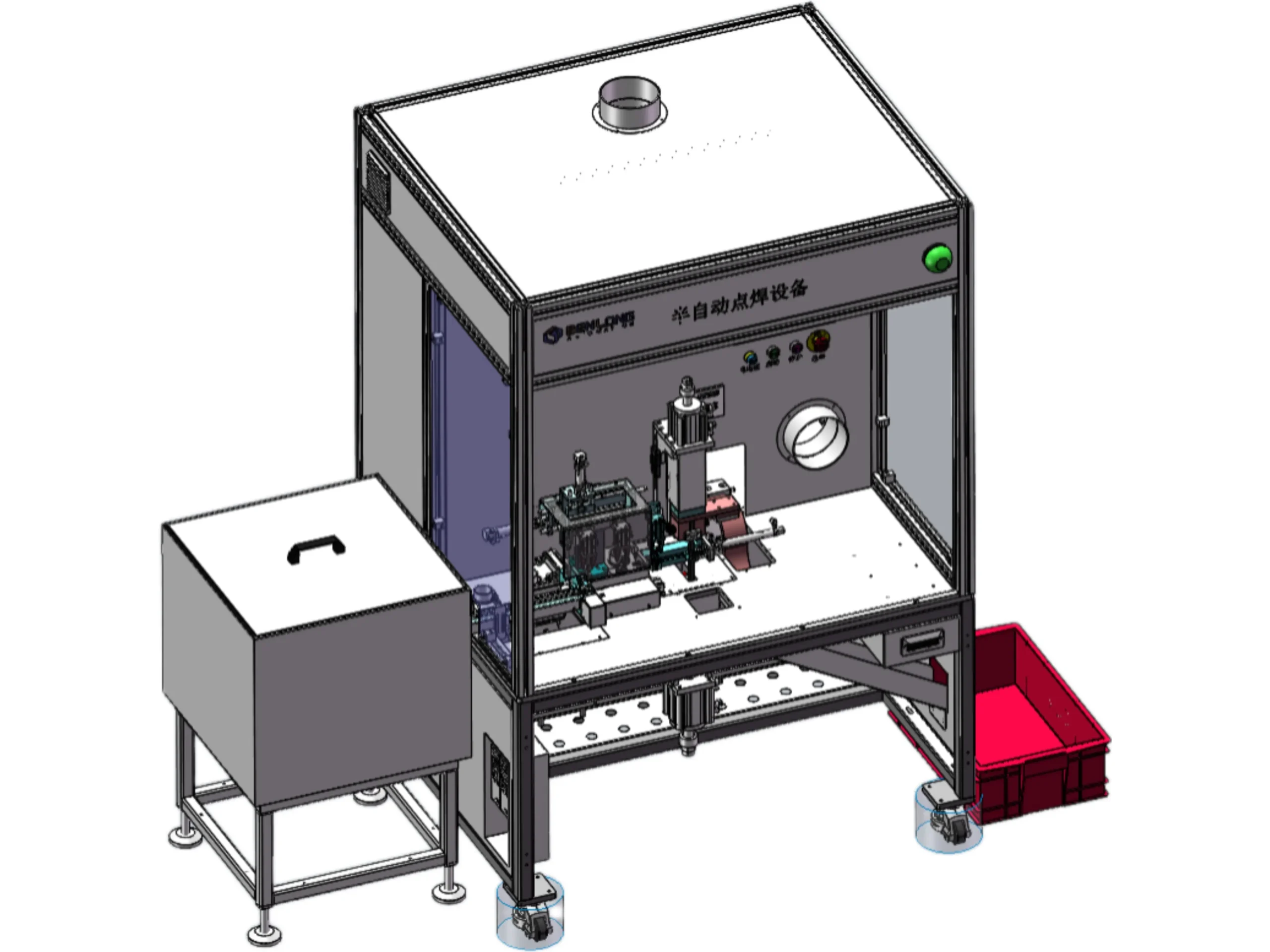
Máquina de soldagem semi automática
Ver detalhes

