benlong
benlong 




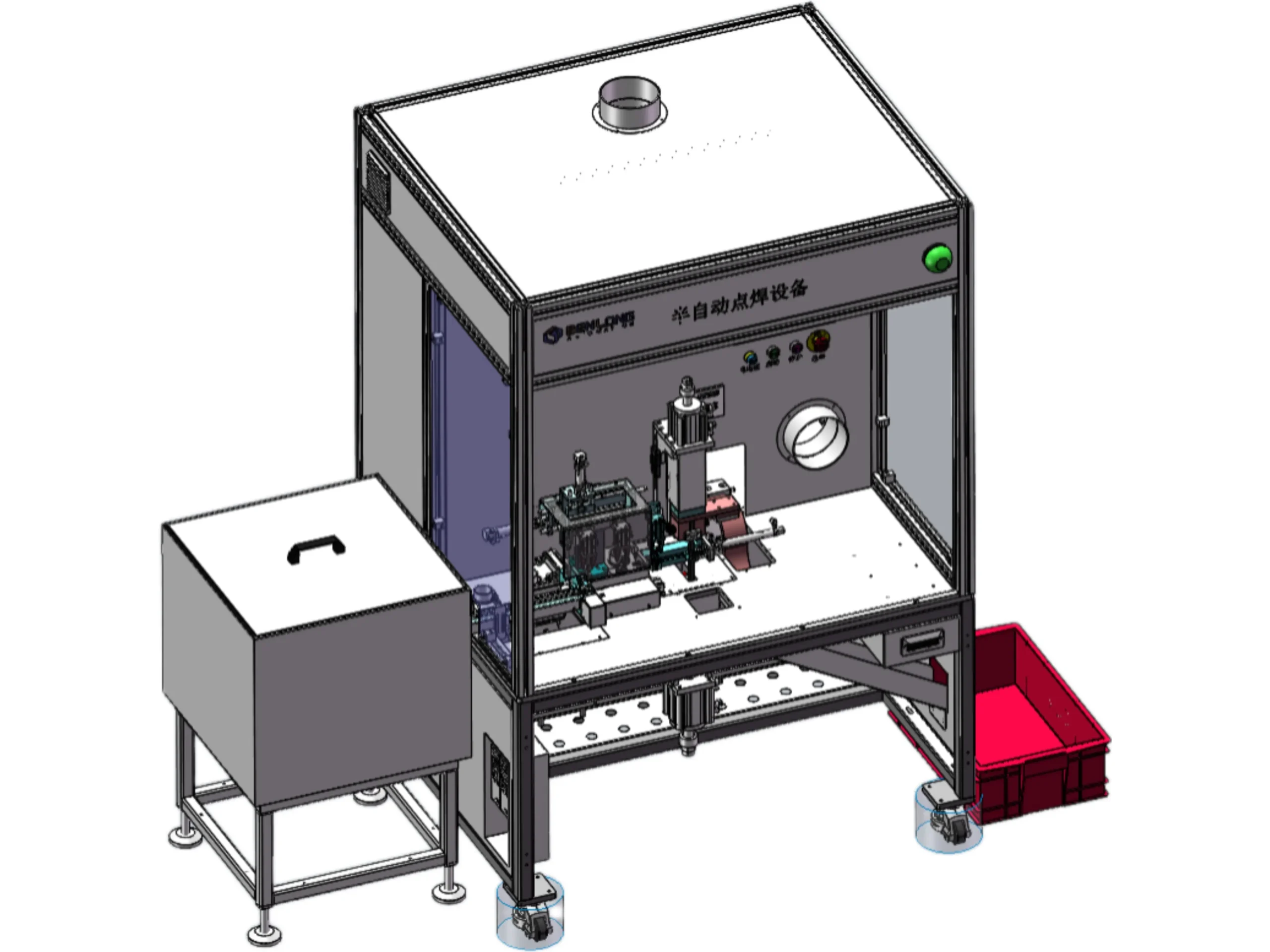
MCBサーマルトリップセット自動溶接ライン
ロボットセル、ビジョンアライメント(±0.05mm)、クローズドループエネルギー制御、および完全なトレーサビリティを備えた、カスタムMCBサーマルトリップセット自動溶接ライン。複数のバイメタルサイズに対応。迅速な段取り替えが可能。IEC 60898-1に準拠したサーマルトリップアセンブリの大量生産向け。.
MCBサーマルトリップセット用高精度自動溶接ライン
このMCBサーマルトリップ自動溶接ラインは、小型回路遮断器(MCB)に使用されるバイメタルサーマルトリップの高精度溶接のために特別に開発された最新鋭の機械です。大量生産を重視した設計で、複数のロボット溶接セル、溶接プロセスのリアルタイム監視、およびインテリジェントな品質保証(QA)システムを備え、製造プロセス全体を通して各サーマルトリップが一貫した性能を発揮することを保証します。高精度ビジョンアライメントシステムは、高度な光学技術を用いてマイクロメートルレベルのアライメント位置決め精度を実現します。クローズドループ制御により、溶接パラメータは製造工程全体を通して最適な設定に維持され、一貫した溶接継手強度と、IEC 60898-1に準拠したサーマルトリップの製造に必要な電気的特性を実現します。.
カスタムエンジニアリング:90~120日 | ターンキー統合 | ロボット溶接+ビジョンアライメント
MCBサーマルトリップセット自動溶接ラインとは何ですか?
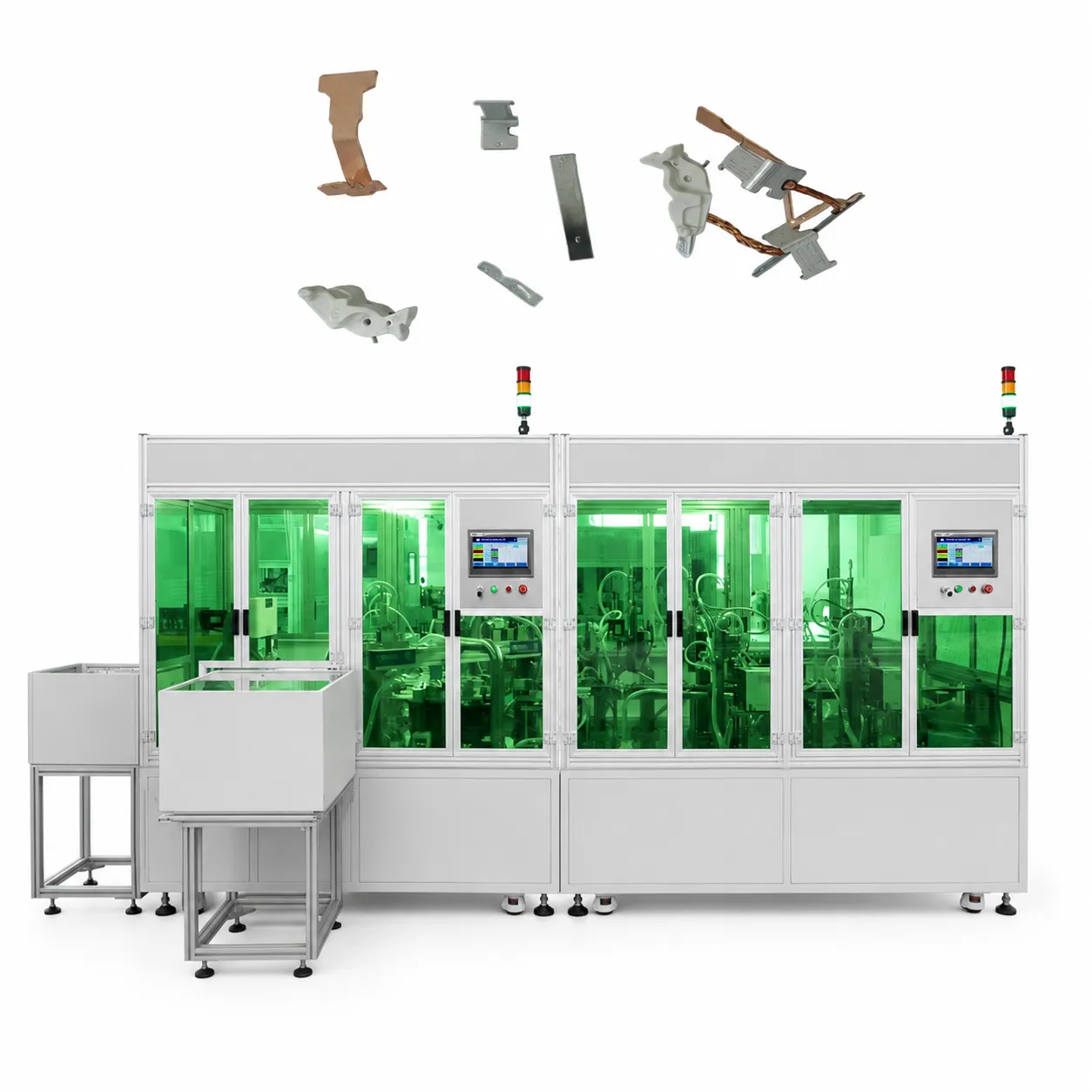
熱投影溶接技術を用いたMCB(ミニチュア回路ブレーカー)用全自動または半自動溶接ラインは、バイメタルストリップ(熱過負荷保護を担う部品)を支持フレームや電流端子に溶接する生産システムです。溶接されたバイメタルストリップ/サブアセンブリは、溶接によって低抵抗の電気接続が形成されるため、MCBの熱遮断特性にとって非常に重要です。.
バイメタルを支持フレームに高速かつ再現性よく配置・溶接する。.
ミクロンレベルの位置決めにより、バイメタルの正確な位置が確保され、トリップ精度に不可欠となる。.
リアルタイムのエネルギー/力調整により、電極の摩耗や部品のばらつきを補正します。.
お客様のバイメタル形状、支持フレーム、および生産目標に合わせて設計されています。.
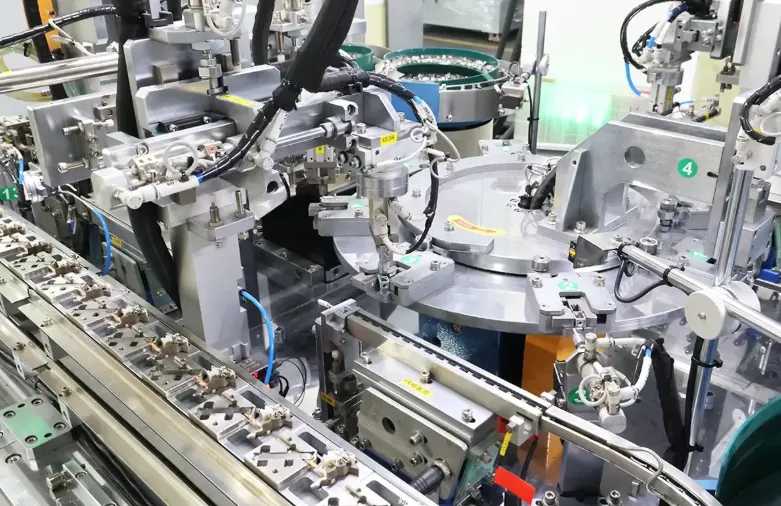
ラインの特徴と溶接プロセス




技術仕様
| バイメタルストリップの適合性 | 長さ10~40mm、幅3~15mm、厚さ0.3~1.2mm(その他のサイズは特注製作) |
|---|---|
| 支持フレームの材料 | 銅合金、真鍮、鋼(錫メッキまたは無メッキ) |
| 溶接技術 | プログラム可能なエネルギー/力による抵抗溶接(容量放電またはインバータDC) |
| 位置決め精度 | ±0.05mm(視覚誘導) |
| 標準出力(カスタマイズ可能) | 大量生産向けに最適化されており、1シフトあたり10,000個以上の生産に適しています。 |
| 切り替え時間 | 製品ファミリー間の切り替え時間は30分未満(レシピ+クイックチェンジツール) |
| 品質モニタリング | 溶接工程中のエネルギーモニタリング、オプションで溶接後の抵抗試験または引張試験ステーション |
| 制御システム | PLC(シーメンス/三菱電機製)、HMI、クローズドループパラメータ調整、レシピ保存機能付き |
| トレーサビリティ | 部品ごとにバーコードまたはRFIDが付与され、テスト結果はシリアル番号に紐付けられる。 |
| 電源と空気供給 | 380V ±10% 50Hz | 圧縮空気 0.5~0.7MPa |
主要な技術的利点(カスタム非標準設計)
微細レベルの視覚アライメント
高解像度カメラは溶接前にバイメタルの位置と向きを検出し、プレス加工による部品のばらつきがあっても、接合部の位置を一定に保つ。.
閉ループエネルギー制御
溶接コントローラーは、各パルスの電圧、電流、および持続時間を監視します。計算されたエネルギーが目標値からずれた場合、コントローラーは自動的に補正を行い、溶接不良や過剰なスパッタの発生を防ぎます。.
クイックチェンジ式モジュール型ツーリング
あらかじめセンタリングされた溶接電極と治具により、バイメタルサイズの切り替えが30分以内に完了します。各製品ファミリーごとに溶接パラメータがレシピに保存されます。.
統合トレーサビリティ
溶接された各部品には、固有のID(レーザーマーキングまたはバーコード)が付与されます。このラインでは、溶接パラメータ、目視検査結果、合否判定結果が記録され、製品ライフサイクル全体にわたるトレーサビリティが確保されます。これは、ISO 9001およびIEC規格への準拠監査に不可欠です。.
















顧客成功事例(特注非標準ライン)
ヨーロッパ最大級のMCB(ミニチュアサーキットブレーカー)製造会社の1社は、これまで主に2つの製造方法(手作業と組立方式)で大量のバイメタルストリップを製造してきました。生産効率をさらに向上させ、自動化プロセスによって生産コストを削減するため、このヨーロッパのMCBメーカーは、最短の切り替え時間(または最小限の切り替え)で3種類のサイズのバイメタルストリップ(6A、20A、63A)を製造できる単一の生産ラインを必要としていました。この目標を達成するために、Benlong社はモジュール式の熱トリップセット溶接ラインを提供しました。
溶接ラインの欠陥率は、当初の0.80%から最終的に0.07%に低下し、顧客は手作業の作業ステーションを増やすことなく、生産量増加の要件を満たすための製品生産量を増やすことが可能になった。.
アプリケーションと統合
カスタムエンジニアリングと納品
カスタムサーマルトリップ溶接ラインの見積もりを依頼する
貴社が使用するバイメタル材料のサンプル、製作が必要な支持フレームの図面、および推定生産量をご提供ください。当社のエンジニアが、貴社の用途に合わせた、完全なクローズドループプロセス制御とトレーサビリティを備えたカスタマイズされたロボット溶接ソリューションを開発いたします。.
WhatsApp: +86 150 5837 0007 | メール: xsb@benlongkj.cn | 英語と中国語でのサポート
熱溶着部品にベンロングを選ぶ理由とは?
- 15年以上のデザイン経験 自動溶接ライン MCBサーマルトリップアセンブリ用
- 社内でのビジョン統合とロボットプログラミング
- 安定した溶接品質を実現する閉ループエネルギー制御
- モジュール設計 – 清掃、マーキング、テストなどに対応できるよう拡張可能
- グローバルなサービスおよびスペアパーツサポート
標準的なカスタムラインには以下が含まれます
バイメタルフィーダー、アライメント用ビジョンモジュール、ロボット溶接システム(コンデンサ放電またはインバータDC)、クローズドループ溶接コントローラ、溶接後品質検証システム(抵抗または引張試験機)、オプションのレーザーマーキングステーション、(プログラマブルロジックコンピュータ)オペレーターインターフェース、安全エンクロージャ、製品タイプごとに20種類以上のレシピ保存、ツーリング1セット(交換用)、1年間保証。.
よくある質問
抵抗溶接は、容量放電方式とインバータDC方式で行われます。容量放電方式は、薄くて短いバイメタルストリップに対して、高速で高エネルギーの「パルス」溶接を実現します。一方、インバータDC方式は、より厚い材料に対して溶接をより細かく制御できます。どちらの方式を選択するかは、主にバイメタルの厚さと支持フレームの材質によって決まります。.
溶接エネルギーの各パルス(電圧、電流、および持続時間)は、閉ループコントローラを使用して監視されます。保存されたプロファイルからのずれが発生した場合は、調整または拒否が行われます。インライン抵抗測定ステーションを使用して、接合部の抵抗を直接確認することもできます。.
はい。ビジョンアライメントシステムは、製品ファミリーごとにカスタマイズ可能な供給ツールと溶接電極を使用することで、さまざまなバイメタル形状を識別するようにトレーニングできます。異なる形状への切り替え時間は、通常30分未満です。.
通常、溶接された熱遮断装置は校正ステーションに直接送られ、コンベアリンクとデータハンドシェイク(イーサネットまたはI/O経由)を介して溶接品質を校正ベンチに伝達し、不良部品が校正工程に入らないように自動的に排除します。.
新しい熱遮断設計(新しいバイメタルサイズ、サポートフレーム、およびツーリング)の場合、リードタイムは通常 90~120日 (設計、フィーダー製造、ビジョンプログラミング、試運転を含む)。既存設計の軽微な変更の場合は、60~75日。.