benlong
benlong 




Ligne de soudage automatique à déclenchement thermique MCB
Ligne de soudage automatique pour disjoncteurs thermiques sur mesure, avec cellules robotisées, alignement visuel (±0,05 mm), contrôle énergétique en boucle fermée et traçabilité complète. Compatible avec plusieurs tailles de bimétaux. Changement rapide. Pour la production en grande série de disjoncteurs thermiques conformes à la norme IEC 60898-1.
Ligne de soudage automatisée de haute précision pour disjoncteurs miniatures à déclenchement thermique
Cette ligne de soudage automatique pour déclencheurs thermiques de disjoncteurs miniatures (MCB) est une machine moderne spécialement conçue pour le soudage de haute précision des déclencheurs bimétalliques utilisés dans ces disjoncteurs. Développée pour la production en grande série, elle comprend plusieurs cellules de soudage robotisées, un système de surveillance en temps réel du processus de soudage et des systèmes d'assurance qualité (AQ) intelligents garantissant des performances constantes pour chaque déclencheur thermique tout au long de la fabrication. Des systèmes d'alignement visuel de haute précision utilisent des technologies optiques avancées pour atteindre une précision de positionnement micrométrique. Grâce à une régulation en boucle fermée, les paramètres de soudage restent optimaux pendant toute la production, assurant ainsi une résistance et des caractéristiques électriques constantes des joints soudés, conformes à la norme IEC 60898-1.
Ingénierie sur mesure : 90 à 120 jours | Intégration clé en main | Soudage robotisé et alignement par vision
Qu'est-ce qu'une ligne de soudage automatique avec disjoncteur thermique MCB ?
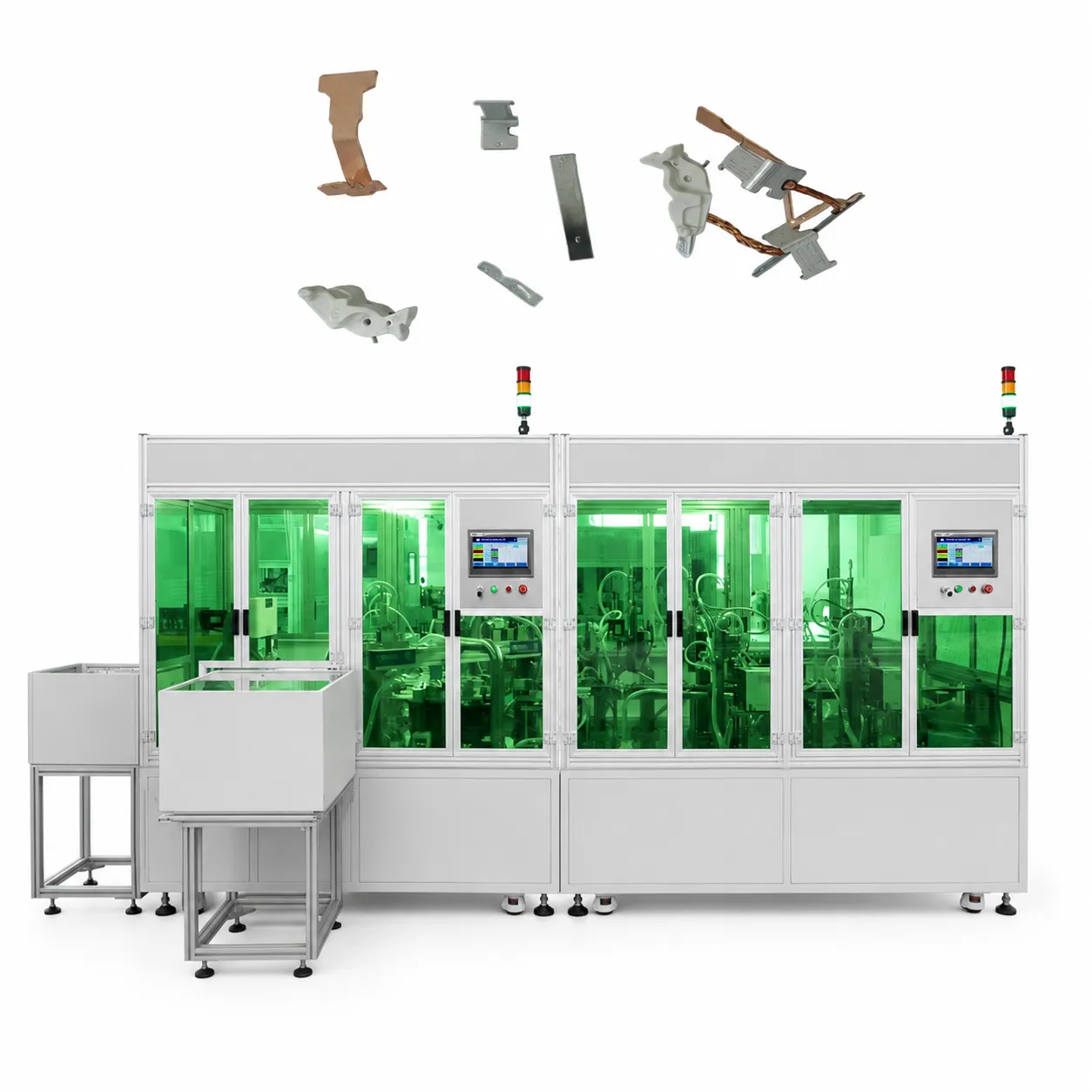
Une ligne de soudage entièrement ou semi-automatisée pour disjoncteurs miniatures (MCB), utilisant la technologie de soudage par projection thermique, est un système de production qui soude les lames bimétalliques (composant assurant la protection contre les surcharges thermiques) à leurs supports et/ou bornes conductrices. La lame bimétallique soudée, ou sous-ensemble correspondant, est essentielle au déclenchement thermique des MCB, car la soudure crée une connexion électrique à faible résistance.
Mise en place et soudage rapides et répétables du bimétal sur le cadre de support.
Un positionnement au micron près garantit un emplacement correct du bimétal, essentiel pour la précision du déclenchement.
Le réglage en temps réel de l'énergie/force compense l'usure des électrodes et les variations des pièces.
Conçu pour votre géométrie bimétallique, votre cadre de support et vos objectifs de production.
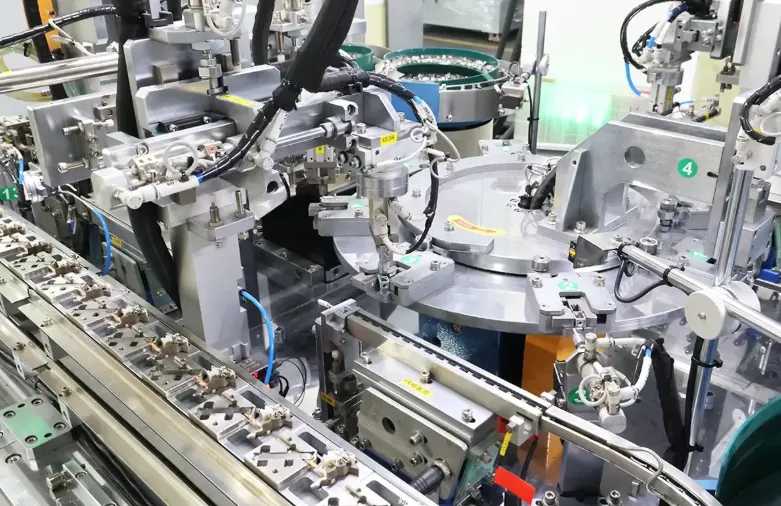
Caractéristiques de la ligne et procédé de soudage




Spécifications techniques
| Compatibilité avec les bandes bimétalliques | Longueur 10‑40 mm, largeur 3‑15 mm, épaisseur 0,3‑1,2 mm (outillage sur mesure pour les autres dimensions) |
|---|---|
| Matériaux de support | Alliage de cuivre, laiton, acier (étamé ou nu) |
| technologie de soudage | Soudage par résistance (décharge capacitive ou courant continu à onduleur) avec énergie/force programmable |
| Précision du positionnement | ±0,05 mm (guidé par la vision) |
| Sortie type (personnalisable) | Optimisée pour la production en grande série – convient à plus de 10 000 unités par poste |
| Temps de changement | Moins de 30 minutes entre les familles de produits (recette + outillage à changement rapide) |
| Surveillance de la qualité | Surveillance de l'énergie de soudage en cours de processus, test de résistance ou d'arrachement après soudage (en option) |
| Système de contrôle | Automate programmable (Siemens/Mitsubishi) avec interface homme-machine, réglage des paramètres en boucle fermée, mémorisation des recettes |
| Traçabilité | Code-barres ou RFID par composant ; résultats des tests liés au numéro de série |
| Alimentation électrique et en air comprimé | 380 V ±101 V 3 T 50 Hz | Air comprimé 0,5-0,7 MPa |
Principaux avantages techniques (conception personnalisée non standard)
Alignement de la vision au niveau micrométrique
Des caméras haute résolution détectent la position et l'orientation du bimétal avant le soudage, garantissant un positionnement constant du joint même en cas de variations de la pièce dues à l'emboutissage.
Contrôle de l'énergie en boucle fermée
Le contrôleur de soudage surveille la tension, le courant et la durée de chaque impulsion. Si l'énergie calculée s'écarte de la valeur cible, le contrôleur compense automatiquement, éliminant ainsi les soudures froides ou les projections excessives.
Outillage modulaire à changement rapide
Les électrodes de soudage pré-centrées et le dispositif de fixation permettent de passer d'une taille de bimétal à une autre en moins de 30 minutes. Des recettes enregistrent les paramètres de soudage pour chaque famille de produits.
traçabilité intégrée
Chaque composant soudé reçoit un identifiant unique (marquage laser ou code-barres). La ligne enregistre les paramètres de soudage, les résultats du contrôle visuel et les décisions de conformité/non-conformité pour une traçabilité complète du cycle de vie – essentielle pour les audits de conformité aux normes ISO 9001 et CEI.
















Témoignage client (Ligne personnalisée non standard)
L'un des plus importants fabricants de disjoncteurs miniatures (MCB) en Europe avait déjà produit de grandes quantités de lames bimétalliques selon deux méthodes principales (manuelle et par assemblage). Afin d'améliorer encore son efficacité et de réduire ses coûts de production grâce à l'automatisation, ce fabricant européen de MCB recherchait une ligne de production unique capable de fabriquer trois lames bimétalliques de tailles différentes (6 A, 20 A et 63 A) avec des temps de changement de série minimaux. Pour atteindre cet objectif, Benlong a fourni une ligne de soudage modulaire pour déclencheurs thermiques comprenant :
Le taux de défauts des lignes de soudure a diminué, passant d'un taux initial de 0,80% à un taux final de 0,07%, permettant ainsi au client de produire davantage pour répondre à des exigences de volume accrues sans avoir besoin de postes de travail manuels supplémentaires.
Applications et intégration
Ingénierie et livraison sur mesure
Demandez un devis personnalisé pour une ligne de soudage à déclenchement thermique.
Veuillez nous fournir des échantillons de vos matériaux bimétalliques, les plans des structures de support à réaliser et les volumes de production estimés. Nos ingénieurs concevront une solution de soudage robotisé sur mesure, avec un contrôle de processus en boucle fermée et une traçabilité complète, adaptée à votre application.
Renseignez-vous dès maintenant
WhatsApp : +86 150 5837 0007 | Courriel : xsb@benlongkj.cn | Assistance en anglais et en chinois
Pourquoi choisir Benlong pour le soudage de composants thermiques ?
- Plus de 15 ans d'expérience en conception lignes de soudage automatisées pour les ensembles de déclenchement thermique MCB
- Intégration de la vision en interne et programmation robotique
- Contrôle énergétique en boucle fermée pour une qualité de soudure constante
- Conception modulaire – extensible pour le nettoyage, le marquage ou les tests
- Assistance mondiale en matière de service et de pièces détachées
La gamme personnalisée typique comprend
Alimentateur bimétallique · Module de vision pour l'alignement · Système de soudage robotisé (décharge de condensateur ou courant continu à onduleur) · Contrôleur de soudage en boucle fermée · Système de vérification de la qualité après soudage (testeur de résistance ou de traction) · Station de marquage laser en option · (Ordinateur logique programmable) avec interface opérateur · Enceintes de sécurité · Plus de 20 stockages de recettes différents pour différents types de produits · Un jeu d'outillage (pour changement) · Garantie d'un an.
Foire aux questions
Le soudage par résistance s'effectue par décharge capacitive et par courant continu à onduleur. La décharge capacitive produit des soudures “ pulsées ” rapides et à haute énergie pour les bandes bimétalliques fines et courtes, tandis que le courant continu à onduleur offre un meilleur contrôle de la soudure pour les matériaux plus épais. Votre choix dépendra principalement de l'épaisseur de votre bilame et du matériau de votre cadre de support.
Chaque impulsion d'énergie de soudage (tension, courant et durée) est contrôlée par un système en boucle fermée. Ce dernier ajuste ou rejette toute déviation par rapport au profil enregistré. Une station de mesure de résistance en ligne peut également être utilisée pour contrôler directement la résistance du joint.
Oui. Le système d'alignement visuel peut être programmé pour identifier différentes formes bimétalliques grâce à l'utilisation d'outils d'alimentation et d'électrodes de soudage personnalisables par famille de produits. Le temps de changement de forme est généralement inférieur à trente (30) minutes.
Normalement, les ensembles de déclenchement thermique soudés sont transmis directement à une station d'étalonnage et comprennent des liaisons de convoyeur et un échange de données (via Ethernet ou E/S) pour communiquer au banc d'étalonnage la qualité de la soudure, permettant le rejet automatique des pièces défectueuses lors de l'étalonnage.
Pour la conception d'un nouveau déclencheur thermique (nouvelle dimension du bimétal, cadre de support et outillage), le délai de livraison est généralement de 90 à 120 jours (y compris la conception, la fabrication du système d'alimentation, la programmation du système de vision et la mise en service). Pour les modifications mineures d'une conception existante, prévoir 60 à 75 jours.
Produits associés
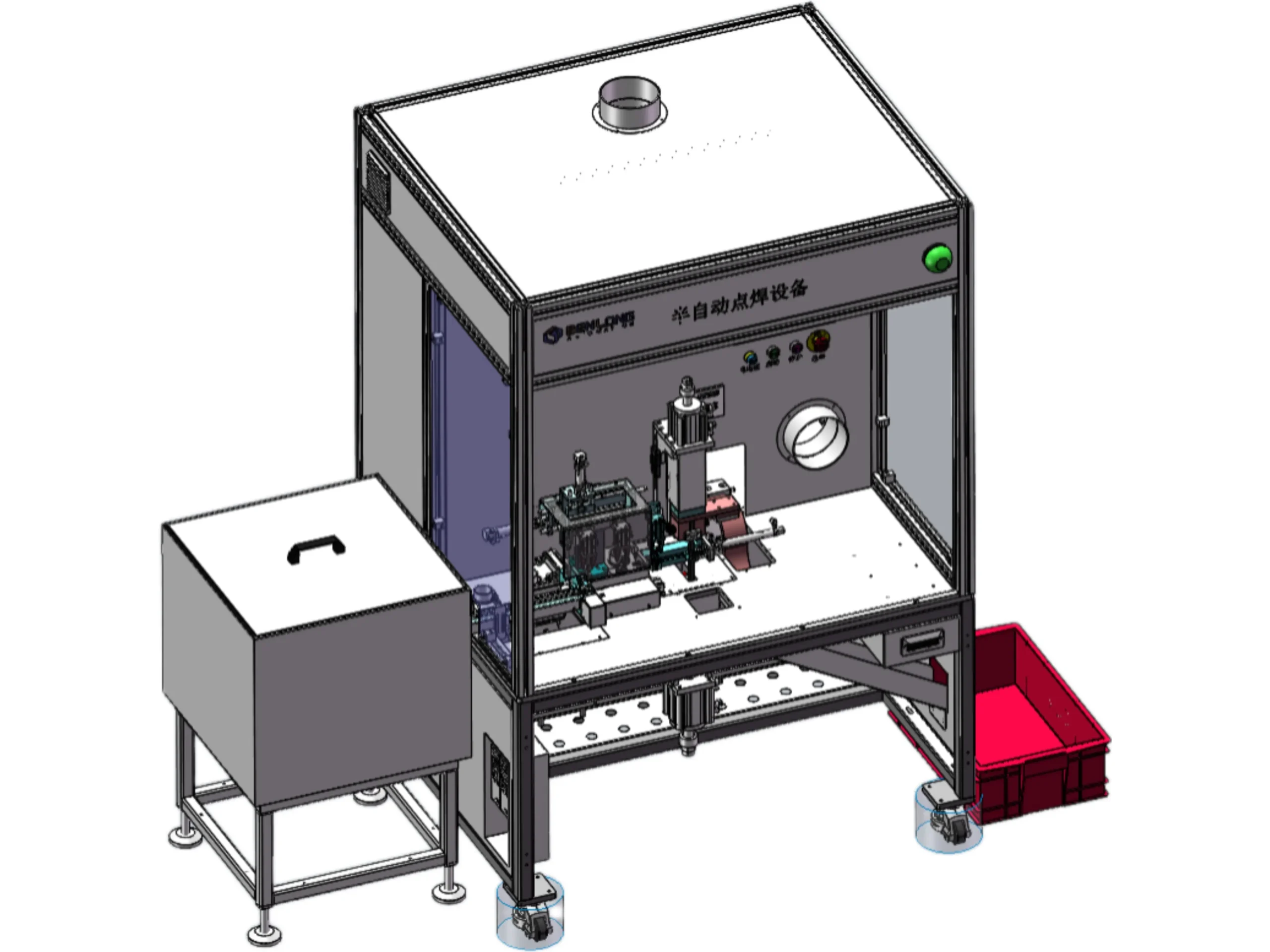
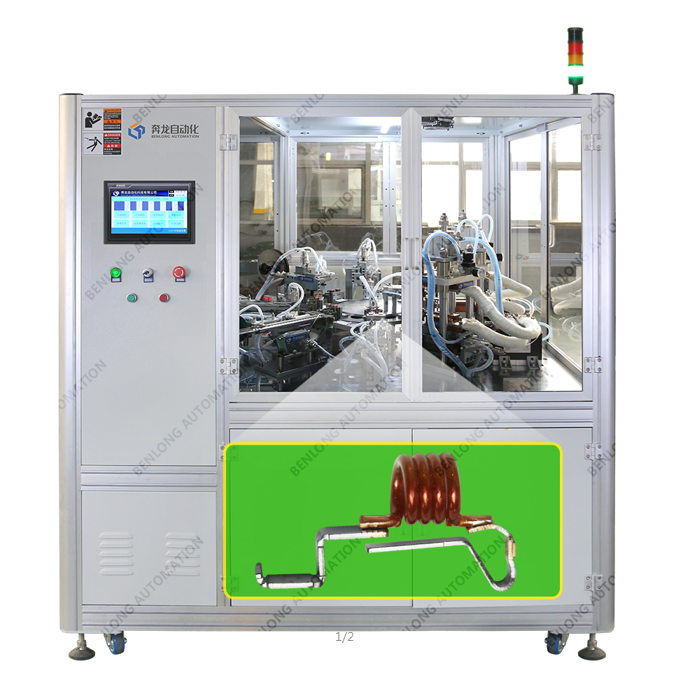
Machine de soudage semi-automatique
Voir les détails
Machine à souder automatique MCB bimétallique + contact mobile + tresse de cuivre
Voir les détails
Machine de soudage automatique de tube de retard + semelle de pôle
Voir les détails
Machine à souder automatique RCBO PCBA
Voir les détails
Machine de soudage automatique pour cadre de support bimétallique MCB
Voir les détails