
 benlong
benlong 





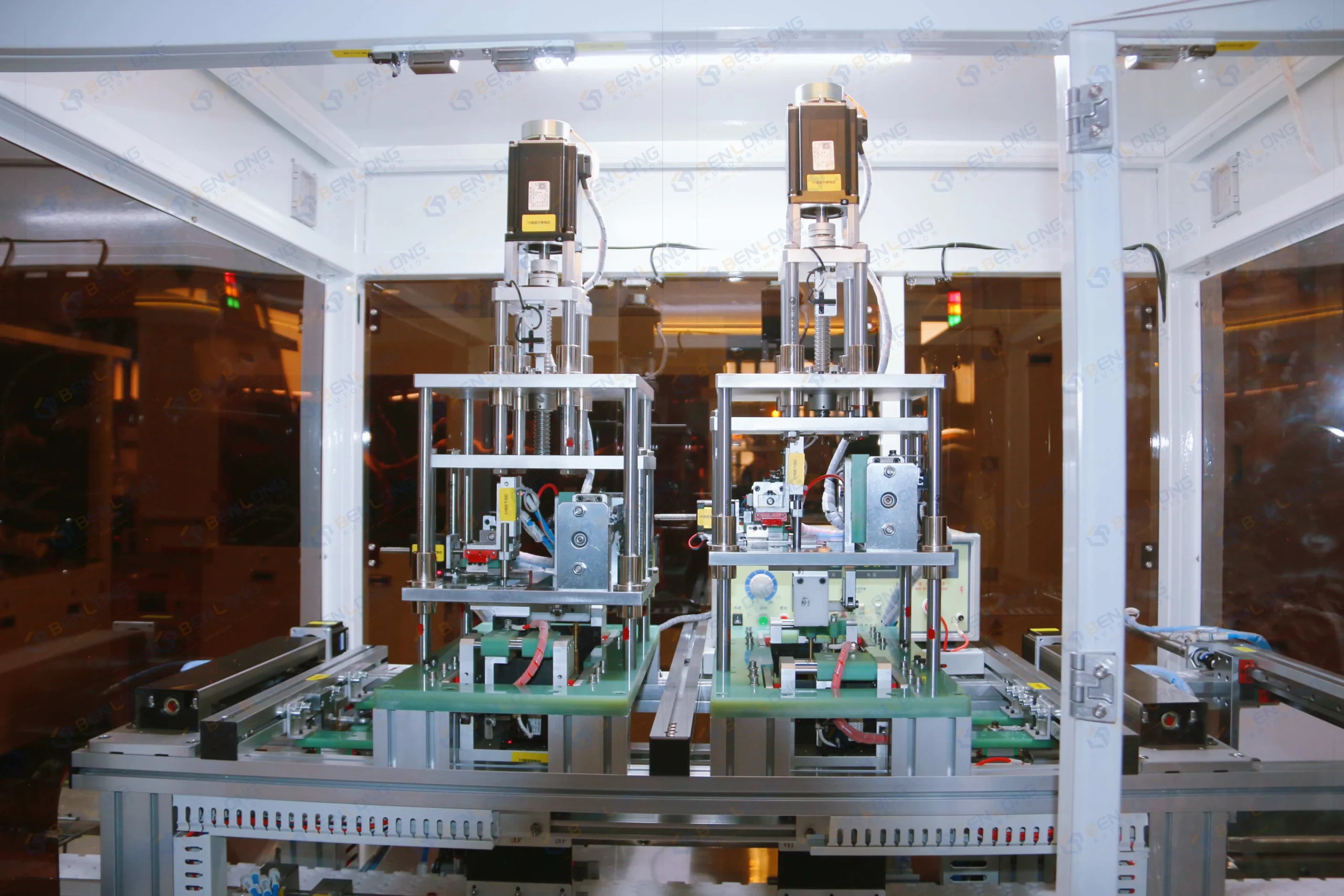
Línea de producción automática de MCCB
Línea de producción totalmente automatizada de interruptores automáticos de caja moldeada (MCCB) para bastidores de 100 A a 1600 A. Integra remachado, calibración de par, calibración digital ETU (L-S-I-G), prueba de alta tensión y trazabilidad MES. 30 segundos por unidad, conforme a la norma IEC 60947-2. Personalizable para la fabricación de MCCB de tamaño mediano a grande.
Línea de producción totalmente automatizada de disyuntores de caja moldeada (MCCB) para cuadros eléctricos medianos y grandes.
Esta línea de producción automatizada de interruptores automáticos de caja moldeada (MCCB) está diseñada para producir interruptores automáticos de caja moldeada (MCCB) de corriente media o alta en grandes volúmenes. La línea de producción opera como un único proceso continuo; por lo tanto, existen cuatro procesos de producción integrados dentro de este sistema único, con remachado automatizado, calibración de torque, prueba de características de disparo e integración profunda del sistema MES en un proceso continuo de producción para cada unidad fabricada. Las herramientas servoaccionadas proporcionan una precisión exacta en la alineación de las cámaras de arco y los sistemas de contacto durante su montaje y operación; y la integración profunda del sistema MES proporciona un seguimiento suficiente de todos los parámetros para cada unidad fabricada, lo que garantiza el cumplimiento total de las normas IEC 60947-2 y GB 14048.2.
Existen varias características importantes a tener en cuenta, incluyendo la automatización completa de cada paso del proceso (carga de carcasas, remachado, ajuste de torque, pruebas eléctricas sin intervención manual), servoaccionamiento de alta precisión, calibración digital ETU con confirmación de comunicación Modbus y herramientas de cambio rápido para múltiples tamaños de bastidor. La línea permitirá completar las pruebas en aproximadamente 30 segundos por pieza (dependiendo de la corriente nominal). En resumen, la línea permite a los fabricantes de interruptores automáticos de caja moldeada (MCCB) prepararse para la Industria 4.0, garantizar la calidad y reducir los costos laborales.
Plazo de entrega estándar: 90-120 días | Personalizable para bastidores de 100A-1600A | Preparado para MES
¿Qué es una línea de producción automática de interruptores automáticos de caja moldeada (MCCB)?
Una línea de ensamblaje de interruptores automáticos de caja moldeada (MCCB) totalmente automatizada es un sistema completo para la producción de interruptores automáticos de caja moldeada que integra todos los procesos (ensamblaje, remachado, medición de torque y pruebas eléctricas) en un flujo continuo de producción. Una línea de producción de MCCB totalmente automatizada se diferencia de una línea de producción semiautomática o automatizada, ya que utiliza actuadores servocontrolados y herramientas rígidas para proporcionar fuerzas y posiciones consistentes, un factor clave en aplicaciones de alta corriente, dado que la alineación de la cámara de arco y la presión de contacto tienen un efecto directo en la capacidad de ruptura del MCCB. Esta línea de producción utiliza carga automatizada de cajas, remachado de la estructura de la caja moldeada, apriete controlado por torque de los tornillos del mecanismo de operación y calibración ETU en línea con validación de curva. Todos los datos de prueba generados (niveles de torque, tiempos de disparo, resistencias de contacto) se registrarán con el número de serie de la unidad a través de MES. Dado que se trata de una solución personalizada no estándar, podemos adaptar la línea de producción asistida para que se ajuste a sus tamaños de bastidor (100A-1600A), volumen de producción previsto y protocolos de comunicación ETU específicos.
La ausencia de traspaso manual entre estaciones incluye la carga de cajas, el remachado, el ajuste del par de apriete y las pruebas eléctricas.
Los actuadores servocontrolados garantizan una fuerza uniforme y una ubicación exacta para los conjuntos de contacto y de la tolva de arco.
Prueba preliminar de la comunicación Modbus y calibración automática de las unidades electrónicas de viaje (ETU) y las curvas de viaje.
Todos los parámetros de prueba, los valores de par y las características de disparo se registran y se asocian al número de serie de la unidad.
Características y proceso de la línea de producción




Especificaciones técnicas
| Tamaño de línea (L×An×Al) | 29,0 × 2,0 × 2,2 m |
|---|---|
| Peso total | 5.540 kg– |
| Fuente de alimentación | 220 / 380 V– |
| Presión atmosférica | 0,6 MPa– |
| Eficiencia de las pruebas | Aproximadamente 30 segundos por pieza (varía según la corriente nominal) – |
| Tamaños de marco compatibles | 100A – 1600A (personalizable) – |
| Personalización OEM | Aspecto, interfaz HMI, lógica de control disponible. |
| Cumplimiento | IEC 60947‑2, GB 14048.2– |
Componentes principales (configuración estándar)
| Componente | Marca | Origen |
|---|---|---|
| PLC | Omron | Japón |
| Pantalla de control (HMI) | MCGS | Porcelana |
| Cilindro | SMC | Japón |
| Sensores principales | Omron | Japón |
| Motor eléctrico | Innovación | Porcelana |
| Robótica | Epson / Fanuc | Japón |
Ventajas técnicas principales
La automatización completa del proceso elimina los cuellos de botella manuales.
Todas las estaciones utilizan una cinta transportadora para trasladar los productos desde la alimentación de cajas hasta la calibración final de la ETU, sin manipulación manual entre las etapas del proceso. Esto reduce la dependencia de la mano de obra hasta en un 70%, al tiempo que elimina las inconsistencias de calidad derivadas de la fatiga del operario.
Precisión controlada por servomotor para componentes de alta corriente.
La alineación de las cámaras de protección contra arcos eléctricos y el montaje del sistema de contacto requieren un posicionamiento preciso con una tolerancia de una micra. Para lograrlo, se utiliza un sistema de actuadores servocontrolados que permite controlar la fuerza y el posicionamiento de forma programable. De este modo, todos los interruptores automáticos de caja moldeada (MCCB) tendrán la misma capacidad de interrupción de forma consistente.
Calibración digital ETU con verificación de comunicación
Las estaciones de calibración ETU automatizadas forman parte de la línea y permiten generar fallas, simular la medición de corrientes de salida (curvas LS IG) y verificar la comunicación Modbus. Cada curva de disparo se registra y compara con la norma IEC 60947-2 para la clasificación automática de aprobado/reprobado.
Trazabilidad completa del MES para auditorías de calidad.
Cada unidad se registra con los siguientes parámetros según su número de serie: valores de par, fuerzas de remachado, tiempos de disparo y resistencia de contacto. Esto también permite la exportación a su sistema MES, lo que le garantiza una trazabilidad total conforme a la norma ISO 9001 y/o las auditorías de clientes.
















Caso de éxito de un cliente: fabricante global de disyuntores de caja moldeada (MCCB).
Una importante empresa fabricante de rompedores de moldes buscaba producir interruptores automáticos de caja moldeada (MCCB) de más de 225 A y 630 A, de acuerdo con la norma IEC 60947-2. La línea semiautomática que utilizaban presentaba mediciones de par poco fiables y carecía de procesos de producción trazables. Benlong les ofreció una línea de producción de MCCB totalmente automatizada con calibración ETU e integración MES durante 6 meses, y estos son los resultados de dicha producción:
La línea se amortizó en 14 meses y permitió al cliente superar una importante auditoría de servicios públicos con un registro completo de datos.
Aplicaciones e integración
Ingeniería y entrega a medida
Solicite un presupuesto para una línea de producción de interruptores automáticos de caja moldeada (MCCB) personalizados.
Las especificaciones, los tamaños de bastidor y las salidas objetivo de su interruptor automático de caja moldeada (MCCB) nos serán enviados para que nuestros ingenieros puedan diseñar una línea automatizada que le permita realizar la calibración de la unidad de tratamiento de electrones (ETU) y lograr una visibilidad completa de la trazabilidad del sistema de medición de energía (MES). La propuesta incluirá un análisis completo del retorno de la inversión (ROI).
WhatsApp: +86 150 5837 0007 | Correo electrónico: xsb@benlongkj.cn | Soporte en inglés y chino
¿Por qué elegir Benlong para la automatización de interruptores automáticos de caja moldeada (MCCB)?
- Más de 15 años diseñando Líneas de producción automáticas de interruptores automáticos de caja moldeada (MCCB) para marcas globales
- Tecnología probada de ensamblaje y calibración de ETU mediante servoaccionamiento
- Integración completa con MES: par, fuerza de remachado, curvas de disparo y vinculación de números de serie.
- Herramientas de cambio rápido para múltiples tamaños de bastidor (100A-1600A)
- Soporte técnico y de repuestos a nivel mundial
La línea estándar incluye
Sistema automatizado de transporte de carga · Tres estaciones de trabajo de remachado servo · Control de par con (3) módulos de atornillado · Banco de calibración para uso de ETU (curvas LSIG) · Probador de alto voltaje (CC o 3CA) · MES garantizado para el uso de escáner de código de barras · PLC con HMI (Omron) · Protectores de seguridad · Instalación del sistema y capacitación del operador · 1 año de garantía
Banco de pruebas semiautomático de alta tensión para interruptores automáticos de caja moldeada (MCCB)
Banco de calibración térmica de larga duración para MCCB
Máquina de prueba del mecanismo de disparo del MCCB
Línea de producción de disyuntores inteligentes IoT
Línea de producción de cargadores de CC
Preguntas frecuentes
La configuración estándar admite bastidores de 100 A a 630 A. Existen versiones personalizadas para bastidores de 800 A a 1600 A, con estaciones de remachado y prueba mejoradas.
Sí. La línea cuenta con una estación de calibración ETU automatizada que inyecta corrientes de falla simuladas (de retardo largo, retardo corto, instantáneas, de falla a tierra) y verifica las curvas de disparo. También se prueba la comunicación mediante Modbus (u otros protocolos).
Para todas las operaciones de apriete de tornillos se utilizan destornilladores eléctricos servocontrolados con monitorización de par y ángulo. El valor de par final de cada tornillo se registra y se vincula al número de serie de la unidad.
Sí. Ofrecemos interfaces OPC UA o Modbus TCP. Los resultados de las pruebas, los valores de par y las curvas de funcionamiento se cargan en tiempo real. También proporcionamos ejemplos de código de integración para las plataformas MES más populares.
Utilizando herramientas de cambio rápido y parámetros basados en recetas, el cambio se realiza en poco tiempo. 30-60 minutos. Para cambios frecuentes, podemos suministrar un kit de herramientas adicional para reducir el tiempo de inactividad.
Productos relacionados

Línea de producción automática de disyuntores inteligentes IoT
Ver detalles
Línea de producción automática de dispositivos de protección contra sobretensiones (SPD).
Ver detalles
Línea de montaje automática MCB
Ver detalles
Línea de producción mini MCB: máquina integrada
Ver detalles
Línea de producción automatizada de relés de estado sólido
Ver detalles

