奔龍
奔龍 



組裝和列印一體化解決方案
這家線材設備製造公司最初的新生產線方案包含兩個獨立的區域(一個用於自動化組裝單元,生產開關;另一個用於移印機,在組裝好的面板上進行標記)。兩個區域之間原本需要一條人工搬運通道,未印刷的開關紙箱需要沿著走廊運輸。這種方案的物流管理難度高,在製品成本(即庫存中等待完成的零件)高昂,而且由於搬運不當造成的材料損壞風險也很大。最終方案將開關組裝和移印合併到一條生產線上,從而取消了走廊。在這條生產線上,開關的組裝、印刷、檢驗和包裝一氣呵成,無需排隊等待。透過整合這些流程,生產週期(從開始到結束整個操作所需的時間)縮短了33%,並且消除了人工搬運造成的零件損壞(例如刮痕和指紋)。.
這就是組裝和印刷一體化流程(或稱為整合生產流程)所依據的原則。這裡指的並非某種特定的機器,而是一種設計理念,它將產品的機械組裝與其識別標記(品牌、評級、認證、說明)的粘貼整合到一個統一且連貫的自動化流程中。對於任何組裝和標記產品的製造商而言,了解如何將這兩個以往各自獨立的流程結合起來,將為他們提供一條通往降低成本、提升產品品質和簡化生產流程的清晰路徑。.
什麼是組裝和列印一體化系統?
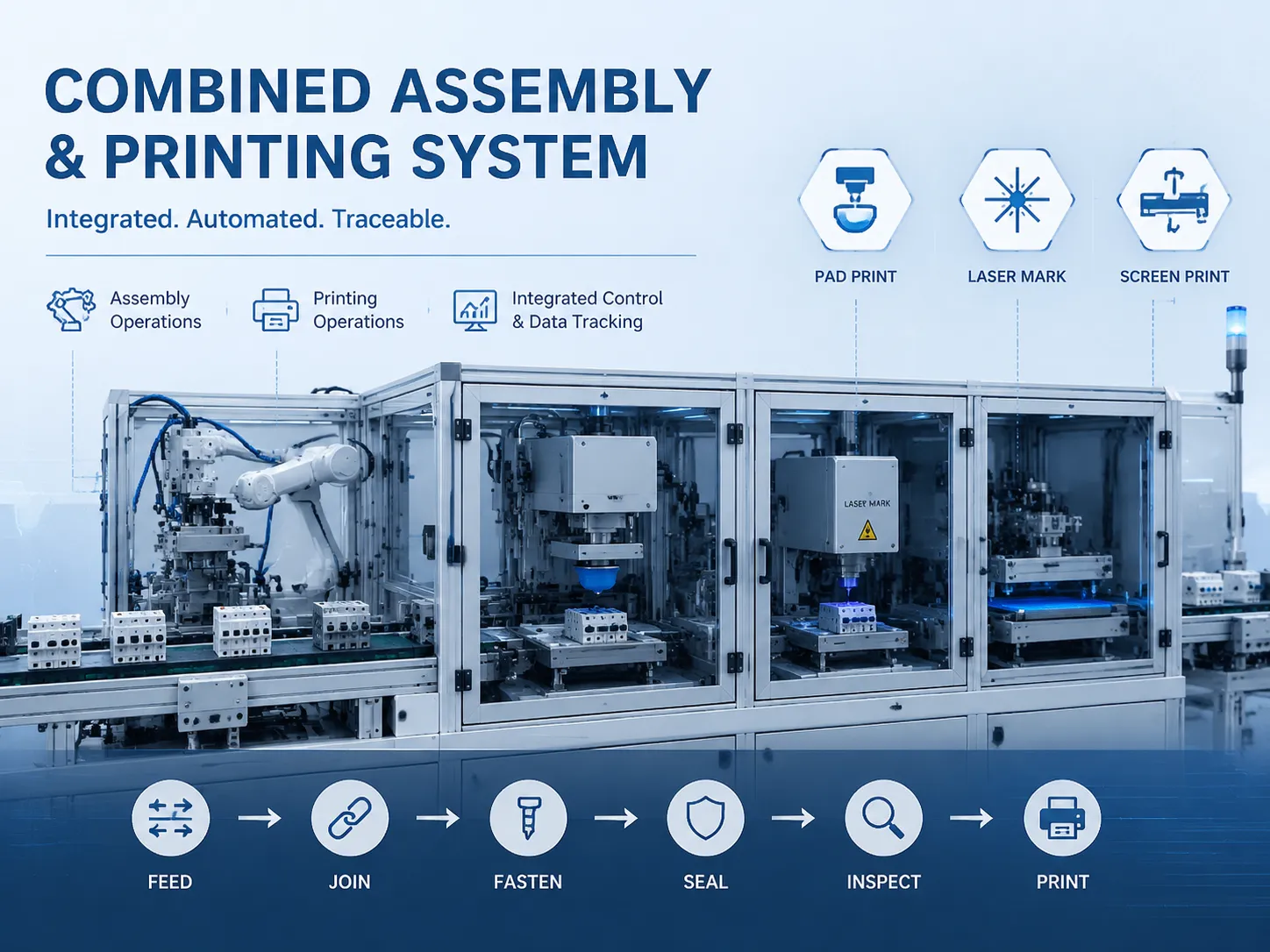
在組裝與印刷一體化系統中,成品的生產透過一系列工序(例如送料、連接、緊固、密封和檢驗)以及一系列後加工工序(例如移印、網版印刷、雷射打標或噴墨編碼)完成,這些工序在機械和數位層面進行協調,構成一個整體的整合裝配與印刷生產單元/生產線。產品從最終組裝位置直接透過傳送帶、旋轉台(連續移動)或機器人傳送等方式送至印刷設備,無需中間儲存或手動搬運。組裝和印刷區域採用單一的控制架構,並透過單一的製造執行系統 (MES) 或監控與資料擷取系統 (SCADA) 整合組裝和印刷單元之間所有生產資料追蹤/資訊處理流程。.
移印、雷射打標和網版印刷是生產線上最常用的印刷方法。它們適用於各種表面,包括曲面或不規則形狀(移印)、塑膠和金屬上的永久性高對比度標記(雷射打標)以及面板和標籤等平面(網版印刷)。在上述三種印刷技術中,移印應用最為廣泛,因為矽膠墊能夠貼合斷路器本體、開關面板和接觸器外殼等不平整的表面。如需了解移印流程本身,請參閱我們的指南。 什麼是移印機 詳細解釋了這項技術。.

為什麼要將組裝和列印結合?效率案例
透過將印刷、組裝和交付新機會整合到一個連續的流程中,可以提高效率,而不是在完全獨立的環境中進行。.
- 消除在製品庫存。. 在標準配置中,所有組裝好的列印零件都排隊存放在貨架上,等待再次列印。這些儲存的在製品不僅佔用資金和空間,而且組裝好的零件還面臨損壞、凍結或過時的風險。而一體化生產線則透過在零件組裝完成後立即列印來消除儲存的在製品,這意味著這兩個工序之間不存在在製品。.
- 減少搬運損傷。. 目前,零件在搬運過程中(例如拿起、放下、放入包裝盒、打開包裝等)存在潛在的損壞風險。一體化生產線省去了組裝和列印之間的所有搬運步驟,因此也消除了與這些步驟相關的所有缺陷。.
- 即時可追溯性。. 當組裝工位和列印工位透過數位化方式連接時,序號、扭力值和組裝校準資料可以直接列印在下一道工序的資料矩陣上,或進行編碼。汽車、醫療和電氣認證產業越來越重視可追溯性。麥肯錫公司對整合製造的研究始終表明,消除脫節的流程(即工作流程)是提高產量和減少缺陷的關鍵。.
- 簡化物流。. 這條裝配線的設計理念是:從一個地點接收原料,並在另一個地點生產出成品,完成印刷和檢驗。此裝配線沒有內部客戶/供應商接口,這意味著裝配和印刷之間沒有內部產品轉移,印刷源和裝配源之間也不存在任何文件轉移或排程問題。.
如何選擇不同的方法
組裝和印刷環節的整合程度取決於產品、產量和印刷要求。下表為此決策提供了一個框架。.
| 方法 | 最適合 | 典型吞吐量 | 資本投資 |
|---|---|---|---|
| 手工組裝+手印(兩個獨立的工作台) | 小批量、多品種;試生產;印刷變更頻率低的產品 | 每班次 50-200 個單位 | $5,000–$20,000 |
| 半自動組裝 + 半自動列印(兩個相連的單元) | 中等產量;多種產品變體;品質關鍵型標記 | 每班次 300-800 個單位 | $50,000–$150,000 |
| 完全整合的裝配和印刷生產線 | 大量生產;單一產品系列;需印刷資料可追溯性 | 每班次 1,000 至 5,000 件以上 | $150,000–$500,000+ |
組裝與印刷結合,價值最大化。
從組裝和印刷解決方案的整合中獲得最大價值的行業包括那些必須進行永久性標記(具有監管和/或法律後果)且產品必須在進行標記之前進行機械組裝的行業。.
電氣保護裝置(微型斷路器、塑膠殼斷路器、接觸器、開關)
微型斷路器必須具備額定電流、跳脫曲線、品牌名稱和認證標誌,才能明確其保護特性。這些標記並非僅用於裝飾,而是為了合法地標識設備的保護特性。如果用於校準和測試微型斷路器 (MCB) 的裝配線直接連接到移印工位,以便在 MCB 上印製實際額定電流,則表示 MCB 的標記正確。如果 MCB 未通過校準,則無法在其上印製額定電流。只有通過校準測試的 MCB 才能印製額定電流。這種閉環可追溯性是電氣認證 (IE) 的卓越標準,Benlong Automation 透過創建用於 MCB 和塑殼斷路器 (MCCB) 的完全整合生產線來實現這一標準。. 一個 MCB自動裝配線 可與移印站或雷射打標站集成,以實現高對比度、永久性標記,以便在組裝、校準後的斷路器到達包裝站之前對其進行印刷和檢驗。.
汽車零件
用於汽車應用的開關、感測器和執行器外殼上印有零件編號、OEM 標誌和日期代碼,這些部件需要在車輛的整個使用壽命期間承受高溫、振動和各種化學物質的侵蝕。採用整合單元將組裝和雷射打標整合於同一工序中,可降低因打標錯誤而導致供應鏈拒收的可能性。.
醫療器材與診斷
生產注射器筒體、吸入器外殼和診斷試劑盒時,必須使用生物相容性油墨,並實現從生產到印刷的完整追蹤。使用整合式無塵室,對每張印刷品進行目視驗證,即可產生符合法規要求的驗證文件。.
消費性電子產品
對於產品生命週期通常較短且經常需要進行外觀或設計變更的企業而言,靈活設計的組裝/印刷一體化單元是比專用生產線更具吸引力的選擇。同一個單元可以在不到 10 分鐘的時間內重新編程,以印刷不同的徽標或新的顏色,而不會影響組裝順序。.
領先的組裝和印刷整合製造商
市場 組裝和列印一體化解決方案 包括專業印刷機製造商、自動化整合商以及自主研發印刷和自動化能力的公司。以下列出了這項技術的主要來源。.
- Tampoprint AG (德國): 作為全球歷史最悠久的移印機製造商之一,Tampoprint 可客製化自動化印刷單元,並擁有將自身印刷機整合到大型裝配線上的豐富經驗。我們提供高端定價和全球服務。.
- 肯特移印機 (美國): 專營移印設備和電子電氣行業的客製化自動化解決方案。以其堅固耐用、工業級的印刷工作站而聞名。.
- 基恩士 (日本): 基恩士是雷射打標和工業視覺領域的全球領導者。第三方整合商經常將基恩士雷射打標機整合到組裝打標一體化單元中。.
- 本隆自動化(中國): Benlong 為電氣行業建立整合式組裝和測試生產線,包括將移印或雷射打標工位整合到生產流程中。 Benlong 的專長在於保護裝置(如微型斷路器 (MCB)、塑殼斷路器 (MCCB)、空氣斷路器 (ACB) 和接觸器)的組裝和校準,其整合生產線的設計充分考慮了該行業特定的標記要求、測試要求和產量目標。 Benlong 的 MCB 組裝和印刷整合生產線包括組裝工位、校準和測試台、移印機以及視覺檢測系統,可在斷路器出廠前驗證每個標記。.
常見問題解答
裝配的兩種類型是什麼?
組裝主要分為兩大類:手工組裝(由工人使用手動或電動工具完成)和自動化組裝(由機器按照電腦程式完成一系列步驟)。介於這兩種組裝方式之間,還有一種稱為半自動化組裝的方法。在這種方法中,零件在較靈活的工序中仍由人工操作,但在更關鍵的工序中則會過渡到自動化組裝。.
協同組裝和單獨組裝有什麼不同?
協同組裝 (或稱聯合組裝)是指將兩個或多個工序(例如組裝或印刷)整合到一個連續的流程或生產線上的製造技術。過去,單一功能的組裝是在獨立的工位上進行的,每個工位負責一項獨立的工序。而採用聯合組裝後,需要處理的零件數量減少,庫存量降低,零件生產週期(或交付週期)也顯著縮短。.
子組裝體的例子是什麼?
子組件是指單獨生產並添加到其他產品中的組件組。在微型斷路器中,觸點載體組件(由銀合金接點組成,觸點透過鉚接或焊接連接到銅臂上)就是一個子組件,然後被放置在斷路器殼體中。.
“組裝”是什麼意思?
在產品生產中,組裝是指將獨立開發的零件連接在一起,直到形成所需的物體或零件。這種組裝可能涉及緊固、焊接、機械部件的壓入/推入、不同材料之間的黏合以及電氣元件的安裝;組裝過程可以手動、半自動或全自動進行。.
參考文獻
- 麥肯錫公司-數位製造和工業4.0 — 研究整合式連續流製造對生產率和品質的影響。.
- Tampoprint AG — 客製化移印解決方案 — 德國移印機和整合自動化單元製造商。.
- 基恩士-雷射打標與工業視覺 — 用於組裝和標記組合應用的雷射標記系統和視覺檢測。.
- 肯特移印機—工業移印設備 — 美國一家生產用於電氣和工業應用移印機械的製造商。.
A 組裝和列印一體化解決方案 它將兩個工序合併為一個流程。它消除了最後一道裝配工序和第一道列印工序之間的搬運、庫存和延遲。對於電氣保護裝置製造商而言,這意味著斷路器可以在一次操作中完成組裝、校準和列印——並且外殼上列印的額定值與資料庫中儲存的測試結果完全一致。 Benlong Automation 建構的組合式生產線實現了這種集成,因為產品上的標記是裝配正確性的最終驗證。.