benlong
benlong 



حلول التجميع والطباعة المدمجة
تضمنت الخطة الأصلية لخط إنتاج جديد في شركة تصنيع الأجهزة السلكية منطقتين منفصلتين (إحداهما لخلايا التجميع الآلية لتصنيع المفاتيح، والأخرى لاستخدام طابعات الوسادات لطباعة العلامات على اللوحات الأمامية المُجمّعة). وكان من المقرر وجود سلسلة مناولة يدوية بين المنطقتين، حيث تُنقل صناديق المفاتيح غير المطبوعة عبر الممر. كانت لوجستيات هذه العملية ستكون صعبة، وتكلفة العمل قيد التنفيذ (أي الأجزاء الموجودة في المخزون بانتظار اكتمالها) ستكون مرتفعة، واحتمالية تلف المواد بسبب سوء المناولة كبيرة. أما الخطة النهائية فقد ألغت الممر من خلال دمج تجميع المفاتيح وطباعة الوسادات في خط إنتاج واحد، حيث يتم تجميع المفتاح وطباعته وفحصه وتعبئته دون انتظار في طابور في أي مرحلة من مراحل العملية. وبدمج هذه العمليات، انخفض وقت الإنتاج (المدة الزمنية من بداية العملية إلى نهايتها) بمقدار 33%، وتم القضاء على تلف الأجزاء الناتج عن المناولة اليدوية (مثل الخدوش وبصمات الأصابع).
هذا هو المبدأ الذي تقوم عليه عملية التجميع والطباعة المدمجة، أو ما يُعرف بتدفق الإنتاج المتكامل. لا يتعلق الأمر بآلة محددة، بل هو مفهوم تصميمي يدمج التجميع الميكانيكي للمنتج مع وضع علاماته التعريفية (العلامة التجارية، التصنيف، الشهادة، التعليمات) في عملية أتمتة واحدة متكاملة. بالنسبة لأي مصنّع يقوم بتجميع منتج ووضع علاماته، فإن فهم كيفية دمج هاتين العمليتين المنفصلتين تاريخيًا يوفر له مسارًا واضحًا نحو خفض التكاليف، وتحسين الجودة، وتبسيط عملية التصنيع.
ما هو نظام التجميع والطباعة المدمج؟
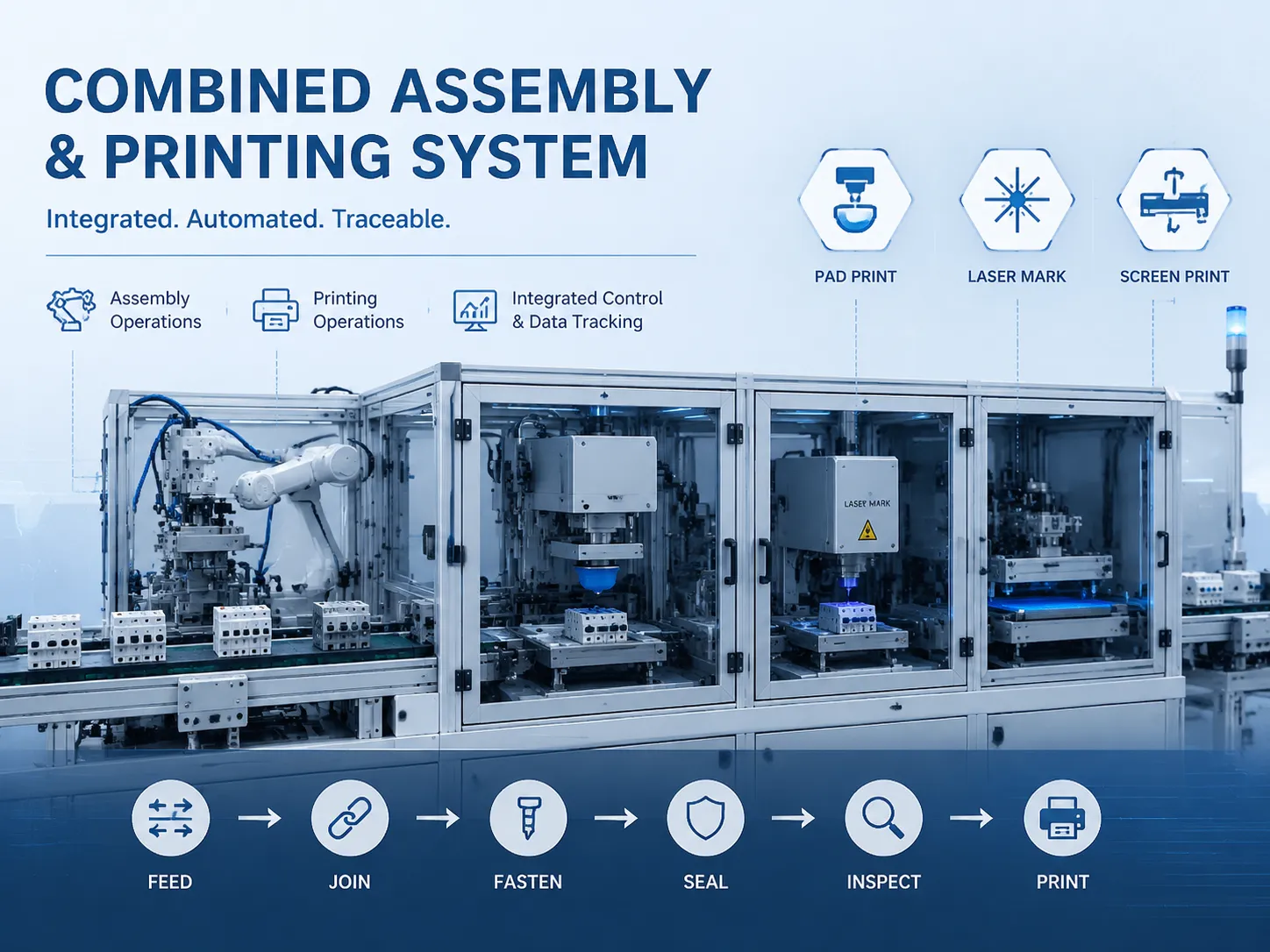
في نظام التجميع والطباعة المدمج، يتم إنتاج المنتج النهائي من خلال مجموعة من العمليات (مثل التغذية، والوصل، والتثبيت، والختم، والفحص) بالإضافة إلى مجموعة من عمليات التشطيب (مثل الطباعة الوسيطة، والطباعة بالشاشة الحريرية، والوسم بالليزر، أو ترميز الحبر) التي يتم تنسيقها ميكانيكيًا ورقميًا كجزء من خلية/خط إنتاج متكامل للتجميع والطباعة. ينتقل المنتج من موضع التجميع النهائي مباشرةً إلى جهاز الطباعة عبر طريقة بديلة - ناقل، أو طاولة دوارة (حركة مستمرة)، أو نقل آلي - دون أي تخزين وسيط أو مناولة يدوية للمنتج. تتمتع منطقتا التجميع والطباعة ببنية تحكم واحدة مدمجة، ويقوم نظام إدارة عمليات التصنيع (MES) أو نظام التحكم الإشرافي واكتساب البيانات (SCADA) بدمج جميع عمليات تتبع/معلومات بيانات الإنتاج على كل وحدة بين التجميع والطباعة.
تُعدّ الطباعة بالوسادة، والوسم بالليزر، والطباعة بالشاشة الحريرية من أكثر طرق الطباعة شيوعًا في خطوط تجميع الإنتاج. وهي مناسبة للطباعة على جميع أنواع الأسطح، بما في ذلك الأشكال المنحنية أو غير المنتظمة (الطباعة بالوسادة)، والعلامات الدائمة عالية التباين على البلاستيك والمعادن (الوسم بالليزر)، والأسطح المستوية مثل الألواح والملصقات (الطباعة بالشاشة الحريرية). من بين تقنيات الطباعة الثلاث المذكورة أعلاه، تُعدّ الطباعة بالوسادة الأكثر استخدامًا نظرًا لقدرة وسادة السيليكون على التكيف مع الأسطح غير المستوية لأجسام قواطع الدائرة، ولوحات مفاتيح التشغيل، وهياكل الموصلات. لفهم عملية الطباعة بالوسادة نفسها، يُرجى الاطلاع على دليلنا حول ما هي آلة الطباعة بالوسادة؟ يشرح التكنولوجيا بالتفصيل.

لماذا نجمع بين التجميع والطباعة؟ دراسة حالة الكفاءة
يمكن زيادة الكفاءة من خلال الجمع بين الطباعة والتجميع وتقديم فرص جديدة من خلال عملية واحدة مستمرة بدلاً من بيئات منفصلة تمامًا.
- إلغاء مخزون العمل قيد التنفيذ (WIP). في التكوين القياسي، تُخزَّن جميع الأجزاء المطبوعة بعد تجميعها في رفوف التخزين بانتظار طباعتها. يُمثّل هذا المخزون من المنتجات قيد التصنيع استثمارًا ماليًا، ومساحة أرضية مُستخدَمة، كما أن هذه الأجزاء المُجمَّعة مُعرَّضة للتلف أو التجمّد أو التقادم. يُلغي خط الإنتاج المُدمج المخزون من المنتجات قيد التصنيع من خلال طباعة الأجزاء المُجمَّعة فور تجميعها، ما يعني انعدام المنتجات قيد التصنيع بين هاتين العمليتين.
- تقليل أضرار النقل. يوجد الآن احتمال لتلف القطعة عند التعامل معها (رفعها، وضعها، وضعها في الصندوق، فتحها، إلخ). وقد أدى خط الإنتاج المدمج إلى إلغاء جميع خطوات المناولة بين التجميع والطباعة، وبالتالي القضاء على جميع العيوب المرتبطة بتلك الخطوات.
- إمكانية التتبع الفوري. عندما يتم ربط محطتي التجميع والطباعة رقميًا، يمكن طباعة الرقم التسلسلي وقيم عزم الدوران وبيانات معايرة التجميع مباشرةً أو ترميزها في مصفوفة بيانات في المحطة التالية على خط الإنتاج. ويتزايد التركيز على إمكانية التتبع في قطاعات السيارات والأجهزة الطبية والشهادات الكهربائية. وتشير الأبحاث التي أجرتها شركة ماكينزي وشركاؤه في مجال التصنيع المتكامل باستمرار إلى أن إزالة العمليات المنفصلة (أي سير العمل) تُعدّ مفتاحًا لتحسين الإنتاجية وتقليل العيوب.
- تبسيط الخدمات اللوجستية. خط تجميع مصمم لاستقبال المواد الخام من موقع وإنتاج المنتجات النهائية المطبوعة والمفحوصة في موقع آخر. لا يتضمن خط التجميع أي اتصال داخلي بين العميل والمورد، مما يعني عدم وجود عمليات نقل داخلية للمنتجات بين مرحلتي التجميع والطباعة، ولا توجد أي مشكلات تتعلق بنقل المستندات أو الجدولة بين مصدر الطباعة ومصدر التجميع.
كيفية الاختيار بين الأساليب المختلفة
يعتمد قرار مدى تكامل عمليات التجميع والطباعة على المنتج وحجم الإنتاج ومتطلبات الطباعة. يوفر الجدول أدناه إطارًا لاتخاذ هذا القرار.
| يقترب | الأفضل لـ | معدل الإنتاجية النموذجي | الاستثمار الرأسمالي |
|---|---|---|---|
| التجميع اليدوي + الطباعة اليدوية (منضدتان منفصلتان) | إنتاج بكميات قليلة وتشكيلة واسعة؛ إنتاج تجريبي؛ منتجات ذات تغييرات طباعة غير متكررة | 50-200 وحدة لكل وردية | $5,000–$20,000 |
| التجميع شبه الآلي + الطباعة شبه الآلية (خليتان متصلتان) | حجم إنتاج متوسط؛ أنواع متعددة من المنتجات؛ علامات جودة بالغة الأهمية | 300-800 وحدة لكل وردية | $50,000–$150,000 |
| خط تجميع وطباعة متكامل بالكامل | إنتاج بكميات كبيرة؛ عائلة منتجات واحدة؛ يلزم تتبع البيانات المطبوعة | 1000–5000+ وحدة لكل وردية | $150,000–$500,000+ |
حيث يحقق التجميع والطباعة المدمجان أعلى قيمة
تشمل الصناعات التي تستفيد بشكل كبير من دمج حلول التجميع والطباعة تلك التي يجب فيها وضع علامات دائمة (والتي لها عواقب تنظيمية و/أو قانونية) والتي يجب فيها تجميع المنتج ميكانيكياً قبل وضع تلك العلامات.
أجهزة الحماية الكهربائية (قواطع الدائرة المصغرة، قواطع الدائرة المصغرة المصبوبة، الموصلات، المفاتيح)
يجب أن يحمل قاطع الدائرة المصغر تصنيفًا للتيار، ومنحنى فصل، واسم العلامة التجارية، وعلامة اعتماد لتحديد خصائص الحماية التي صُمم الجهاز لتوفيرها. لا يقتصر الغرض من هذه العلامات على الزينة فحسب، بل يهدف إلى التعريف القانوني للجهاز بخصائص حمايته. إذا كان خط التجميع الذي يُعاير ويختبر قواطع الدائرة المصغرة (MCBs) متصلًا مباشرةً بمحطة طباعة بيانات التيار الفعلية على القاطع، فهذا يعني أنه قد تم وضع العلامات عليه بشكل صحيح. في حال فشل القاطع في المعايرة، لا يمكن طباعة تصنيف التيار عليه. ولن يُطبع تصنيف التيار على القاطع إلا إذا اجتاز اختبارات المعايرة. تُعد إمكانية التتبع هذه ذات الحلقة المغلقة معيارًا للتميز في مجال الاعتماد الكهربائي، وتُحققها شركة Benlong Automation من خلال إنشاء خطوط إنتاج متكاملة تمامًا لقواطع الدائرة المصغرة (MCBs) وقواطع الدائرة المصبوبة (MCCBs). أن خط تجميع قواطع الدائرة المصغرة الأوتوماتيكي يمكن دمجها مع محطة طباعة الوسادة - أو محطة وضع علامات الليزر للحصول على علامات دائمة عالية التباين - بحيث تتم طباعة الكسارة المجمعة والمعايرة وفحصها قبل وصولها إلى محطة التعبئة والتغليف.
مكونات السيارات
تحتوي المفاتيح والمستشعرات وهياكل المشغلات المستخدمة في تطبيقات السيارات على أرقام قطع وشعارات الشركات المصنعة الأصلية ورموز تاريخ الإنتاج، والتي يجب أن تتحمل الحرارة والاهتزازات والتعرض لمختلف المواد الكيميائية طوال فترة خدمة السيارة. إن دمج خلية لتوفير التجميع والوسم بالليزر في عملية واحدة يقلل من احتمالية حدوث أخطاء في الوسم، والتي قد تؤدي إلى رفض المنتجات من قبل سلسلة التوريد.
الأجهزة الطبية والتشخيص
يجب توفير أحبار متوافقة حيوياً وتتبع كامل من التصنيع إلى الطباعة عند إنتاج أسطوانات المحاقن، وهياكل أجهزة الاستنشاق، وخراطيش التشخيص. يُسهم استخدام خلية غرفة نظيفة متكاملة مع التحقق البصري من كل عملية طباعة في إنشاء الوثائق المعتمدة اللازمة لتقديمها إلى الجهات التنظيمية.
الإلكترونيات الاستهلاكية
تُعدّ خلية التجميع/الطباعة المدمجة ذات التصميم المرن خيارًا جذابًا بديلًا عن استخدام خط إنتاج مخصص، نظرًا لأن دورات حياة المنتجات عادةً ما تكون قصيرة جدًا، وغالبًا ما تتطلب تغييرات تجميلية أو تصميمية متكررة. ويمكن إعادة برمجة الخلية نفسها لطباعة شعار مختلف أو لون جديد في أقل من 10 دقائق، دون التأثير على تسلسل التجميع.
الشركات الرائدة في تصنيع أنظمة التجميع والطباعة المتكاملة
سوق حلول التجميع والطباعة المدمجة يشمل ذلك مصنعي آلات الطباعة المتخصصين، ومكاملي أنظمة الأتمتة، والشركات التي تبني كلا القدرتين داخليًا. فيما يلي المصادر الرئيسية لهذه التقنية.
- تامبوبرينت إيه جي (ألمانيا): تُعدّ شركة Tampoprint من أقدم الشركات المصنّعة لآلات الطباعة الوسيطة في العالم. وتقوم الشركة بتصميم وتصنيع خلايا طباعة آلية حسب الطلب، ولديها خبرة واسعة في دمج طابعاتها في خطوط التجميع الكبيرة. أسعار مميزة، وخدمة عالمية.
- طابعة كينت باد (الولايات المتحدة الأمريكية): تتخصص الشركة في معدات الطباعة بالوسادات وأنظمة الأتمتة المخصصة للصناعات الكهربائية والإلكترونية. وتشتهر بمحطات الطباعة المتينة ذات الجودة الصناعية.
- كيانس (اليابان): شركة رائدة عالمياً في مجال الوسم بالليزر والرؤية الصناعية. غالباً ما يتم دمج أجهزة الوسم بالليزر من Keyence في خلايا التجميع والوسم المدمجة بواسطة شركات تكامل خارجية.
- شركة بنلونغ للأتمتة (الصين): تُنشئ شركة بنلونغ خطوط تجميع واختبار متكاملة للصناعة الكهربائية، بما في ذلك دمج محطات الطباعة الوسيطة أو الوسم بالليزر في عملية الإنتاج. وتختص بنلونغ بتجميع ومعايرة أجهزة الحماية - قواطع الدائرة المصغرة (MCBs)، وقواطع الدائرة المصبوبة (MCCBs)، وقواطع الدائرة الهوائية (ACBs)، والموصلات - وقد صُممت خطوطها المتكاملة وفقًا لمتطلبات الوسم والاختبار وأهداف الإنتاجية الخاصة بهذا القطاع. ويشمل خط تجميع وطباعة قواطع الدائرة المصغرة (MCBs) المتكامل من بنلونغ محطات التجميع، وطاولات المعايرة والاختبار، وطابعة الطباعة الوسيطة، ونظام الفحص البصري الذي يتحقق من كل علامة قبل خروج القاطع من الخط.
الأسئلة الشائعة
ما هما نوعا التجميع؟
يوجد نوعان رئيسيان من التجميع: التجميع اليدوي (حيث يستخدم العمال أدوات يدوية أو كهربائية) والتجميع الآلي (حيث تُنفذ الآلات سلسلة من الخطوات وفقًا لبرمجة الحاسوب). وبين هذين النوعين، توجد طريقة تُعرف بالتجميع شبه الآلي، حيث تُعالج الأجزاء يدويًا في العمليات المرنة، ثم تُحوّل إلى الأتمتة في العمليات الأكثر أهمية.
ما الفرق بين التجميع المشترك والتجميع الفردي؟
التجميع المشترك يشير مصطلح (أو التجميع المدمج) إلى تقنية تصنيع تجمع بين عمليتين أو أكثر، مثل التجميع أو الطباعة، في عملية أو خط إنتاج واحد متواصل. في السابق، كان التجميع أحادي الوظيفة يُجرى في محطات عمل منفصلة، لكل منها عملية مستقلة. أما مع عملية التجميع المدمجة، فقد انخفضت الحاجة إلى التعامل مع عدد أقل من الأجزاء، وقلّت كمية المخزون المخزن، وانخفض الوقت اللازم لإنتاج الأجزاء (أو وقت التسليم) بشكل ملحوظ.
ما هو مثال على التجميع الفرعي؟
المجموعة الفرعية هي مجموعة مكونات تُصنع بشكل منفصل ثم تُضاف إلى منتج آخر. في قواطع الدائرة المصغرة، تُعتبر مجموعة حامل الملامسات (المجموعة المكونة من ملامسات سبيكة الفضة المثبتة على الذراع النحاسي إما بمسامير برشام أو وصلات لحام) مجموعة فرعية، ثم توضع في غلاف القاطع.
ماذا تعني كلمة "تجميع"؟
في إنتاج السلع، تعني عملية التجميع ربط الأجزاء المصممة بشكل مستقل معًا حتى يتم بناء المنتج أو الجزء المطلوب. وقد تشمل هذه العملية التثبيت واللحام والضغط/الدفع للأجزاء الميكانيكية، والربط اللاصق بين المواد المختلفة، وتوصيل الأجزاء الكهربائية؛ ويمكن أن تتم يدويًا أو شبه آليًا أو آليًا بالكامل.
مراجع
- شركة ماكينزي وشركاه - التصنيع الرقمي والصناعة 4.0 — بحث حول تأثير التصنيع المتكامل والمستمر على الإنتاجية والجودة.
- شركة تامبوبرينت إيه جي - حلول الطباعة المخصصة على الوسادات — شركة ألمانية مصنعة لآلات الطباعة بالوسادات وخلايا الأتمتة المتكاملة.
- كيانس - تقنية الوسم بالليزر والرؤية الصناعية — أنظمة الوسم بالليزر والفحص البصري لتطبيقات التجميع والوسم المدمجة.
- طابعة كينت للوسادات - معدات الطباعة الصناعية للوسادات — شركة أمريكية مصنعة لآلات الطباعة الوسيطة للتطبيقات الكهربائية والصناعية.
A حل متكامل للتجميع والطباعة يحوّل هذا النظام عمليتين إلى عملية واحدة متكاملة، مُلغياً بذلك عمليات المناولة والتخزين والتأخير بين آخر خطوة تجميع وأول خطوة طباعة. بالنسبة لمصنّعي أجهزة الحماية الكهربائية، يعني هذا قاطعاً كهربائياً يتم تجميعه ومعايرته وطباعته في خطوة واحدة، مع طباعة تصنيف على الغلاف يطابق تماماً نتيجة الاختبار المخزنة في قاعدة البيانات. تُنشئ شركة Benlong Automation خطوط إنتاج مُدمجة تُحقق هذا التكامل، لأن العلامة الموجودة على المنتج هي بمثابة التحقق النهائي من صحة عملية التجميع.