benlong
benlong 



Комплексные решения для сборки и печати
Первоначальный план новой производственной линии на предприятии по производству проводников включал две отдельные зоны (одну для автоматизированных сборочных ячеек для изготовления переключателей; и другую для использования тампонных принтеров для маркировки собранных лицевых панелей). Между этими двумя зонами проходила бы цепочка перемещения вручную, где коробки с немаркированными переключателями транспортировались бы по коридору. Логистика этого процесса была бы сложной, стоимость незавершенного производства [т.е. деталей на складе, ожидающих завершения] была бы высокой, а потенциальный риск повреждения материалов из-за неправильного обращения был бы значительным. В окончательном плане коридор был исключен за счет объединения сборки переключателей и тампонной печати в одну производственную линию, где переключатель собирается, печатается, проверяется и упаковывается без ожидания в очереди на любом этапе процесса. Благодаря интеграции этих процессов время выполнения производственного цикла (время от начала до конца всей операции) было сокращено на 331 ТБ, а повреждения деталей, вызванные ручной обработкой (т.е. царапины и отпечатки пальцев), были исключены.
Именно на этом принципе основан комбинированный процесс сборки и печати, или интегрированный производственный поток. Речь идёт не о конкретной машине, а о концепции дизайна, которая объединяет механическую сборку изделия с нанесением на него идентификационных знаков (марка, рейтинг, сертификация, инструкции) в единую и согласованную систему автоматизации. Для любого производителя, занимающегося сборкой и маркировкой продукции, понимание того, как объединить эти два исторически раздельных процесса, открывает чёткий путь к снижению затрат, повышению качества и упрощению производственного процесса.
Что такое комбинированная система сборки и печати?
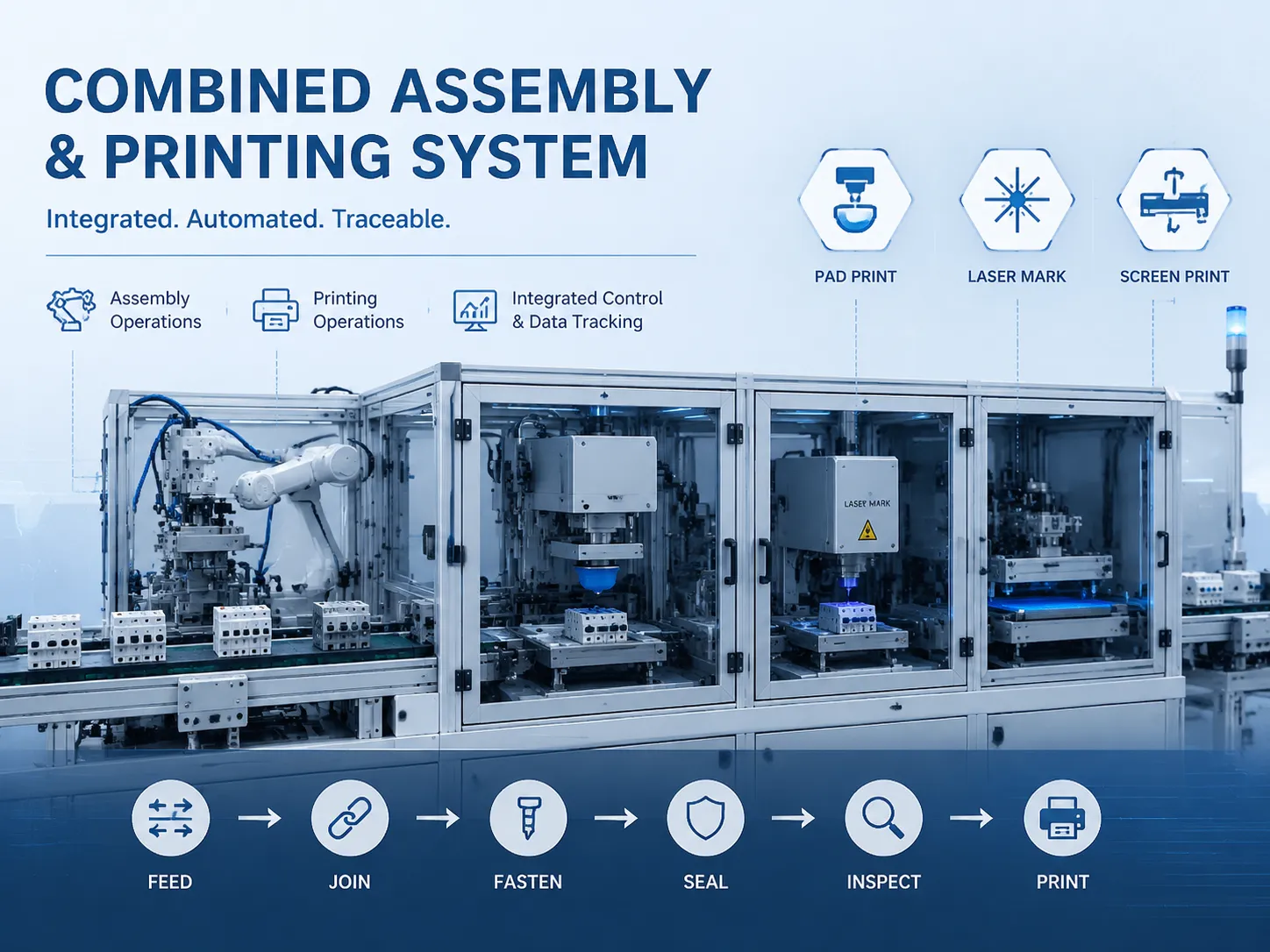
В комбинированной системе сборки и печати производство готового изделия происходит посредством набора операций (например, подача, соединение, крепление, герметизация и проверка) + набора операций финишной обработки (например, тампонная печать, трафаретная печать, лазерная маркировка или струйная печать), которые координируются как механически, так и цифровым способом в рамках общей интегрированной производственной ячейки/линии сборки и печати. Изделие перемещается из конечного положения сборки непосредственно на печатное устройство альтернативным способом – конвейером, поворотным столом (непрерывное движение), роботизированной передачей – без промежуточного хранения или ручной обработки изделия. Зоны сборки и печати имеют единую комбинированную архитектуру управления и единую MES (систему управления производством) или SCADA (систему диспетчерского управления и сбора данных), которая интегрирует все процессы отслеживания производственных данных/информации по каждому изделию между сборкой и печатью.
Тампонная печать, лазерная маркировка и трафаретная печать — это наиболее распространенные методы печати на производственных сборочных линиях. Они подходят для печати на всех типах поверхностей, включая изогнутые или неровные формы (тампонная печать), стойкие, высококонтрастные маркировки на пластике и металле (лазерная маркировка), а также плоские поверхности, такие как панели и этикетки (трафаретная печать). Из трех упомянутых выше технологий печати тампонная печать является наиболее распространенной, поскольку силиконовая подушка способна адаптироваться к неровным поверхностям корпусов автоматических выключателей, лицевых панелей переключателей и корпусов контакторов. Для понимания самого процесса тампонной печати ознакомьтесь с нашим руководством по... Что такое машина для тампонной печати? Подробно объясняет технологию.

Почему стоит объединить сборку и печать? Аргумент в пользу повышения эффективности.
Эффективность можно повысить, объединив печать, сборку и предоставление новых возможностей в рамках одного непрерывного процесса, вместо использования полностью разрозненных сред.
- Списание незавершенного производства. В стандартной конфигурации все собранные детали, напечатанные на 3D-принтере, находятся в очереди на стеллажном хранении, ожидая печати. Это накопленное незавершенное производство представляет собой замороженные денежные средства, используемую площадь, а также подвержено риску повреждения, заморозки или устаревания собранных деталей. Комбинированная линия исключает накопленное незавершенное производство, печатая собранные детали сразу после их сборки, что означает нулевое количество незавершенного производства между этими двумя процессами.
- Снижено повреждение при транспортировке. Теперь существует потенциальная опасность повреждения детали при её перемещении (поднятии, опускании, помещении в коробку, открытии и т. д.). Комбинированная линия исключила все этапы перемещения между сборкой и печатью, а следовательно, и все дефекты, связанные с этими этапами.
- Мгновенная отслеживаемость. Когда сборочная и печатная станции соединены цифровыми средствами, серийный номер, значения крутящего момента и данные калибровки сборки могут быть напечатаны непосредственно на следующей станции или закодированы в матрице данных. В автомобильной, медицинской и электротехнической отраслях все больше внимания уделяется отслеживаемости. Исследования, проведенные компанией McKinsey & Company в области интегрированного производства, неизменно показывают, что устранение разрозненных процессов (т.е. рабочих потоков) является ключом к повышению производительности и снижению количества дефектов.
- Упрощенная логистика. Сборочная линия, спроектированная таким образом, чтобы получать сырье в одном месте и производить готовую, напечатанную и проверенную продукцию в другом. Сборочная линия не имеет внутреннего взаимодействия между заказчиком и поставщиком, что означает отсутствие внутренних перемещений продукции между сборочным и печатным цехами, а также отсутствие проблем с документацией по передаче или планированием между печатным и сборочным цехами.
Как выбрать между различными подходами
Решение о том, насколько тесно следует интегрировать сборку и печать, зависит от продукта, объема производства и требований к печати. Приведенная ниже таблица представляет собой основу для принятия этого решения.
| Подход | Лучше всего подходит для | Типичная пропускная способность | Капитальные инвестиции |
|---|---|---|---|
| Ручная сборка + ручная печать (два отдельных рабочих стола) | Малосерийное производство, широкий ассортимент продукции; опытное производство; продукция с нечастыми изменениями в дизайне. | 50–200 единиц за смену | $5,000–$20,000 |
| Полуавтоматическая сборка + полуавтоматическая печать (две соединенные ячейки) | Средний объем производства; множество вариантов продукции; маркировка, критически важная для качества. | 300–800 единиц за смену | $50,000–$150,000 |
| Полностью интегрированная сборочно-печатная линия. | Большой объем производства; единое семейство продуктов; требуется отслеживаемость печатных данных. | 1000–5000+ единиц за смену | $150,000–$500,000+ |
Там, где комбинированная сборка и печать обеспечивают наибольшую выгоду.
Наибольшую выгоду от интеграции решений для сборки и печати получают отрасли, где необходимо наносить постоянную маркировку (имеющую нормативные и/или юридические последствия) и где продукт должен быть механически собран перед нанесением этой маркировки.
Электрические защитные устройства (автоматические выключатели, автоматические выключатели с распределительным щитом, контакторы, переключатели)
Миниатюрный автоматический выключатель должен иметь номинальный ток, кривую срабатывания, торговую марку и сертификационный знак, чтобы определить, какие защитные характеристики обеспечивает устройство. Цель этих обозначений не просто декоративная, а юридически идентифицирующая защитную функцию устройства. Если сборочная линия, которая калибрует и тестирует миниатюрные автоматические выключатели (MCB), напрямую подключена к станции тампонной печати для нанесения фактического номинального тока на MCB, то маркировка MCB считается правильной. Если MCB не проходит калибровку, на нем нельзя нанести НОМЕРНЫЙ ТОК. MCB будет иметь НОМЕРНЫЙ ТОК только в том случае, если он пройдет калибровочные испытания. Такая замкнутая система прослеживаемости является стандартом качества для сертификации электрооборудования (IE) и достигается компанией Benlong Automation путем создания полностью интегрированных производственных линий для MCB и автоматических выключателей в литом корпусе (MCCB). Ан Автоматизированная сборочная линия MCB Может быть интегрирован со станцией тампонной печати или станцией лазерной маркировки для нанесения высококонтрастных, стойких отметок, так что собранный и откалиброванный выключатель будет запечатан и проверен до того, как попадет на упаковочную станцию.
Автомобильные компоненты
Корпуса переключателей, датчиков и исполнительных механизмов для автомобильной промышленности имеют номера деталей, логотипы OEM и коды даты изготовления, которые должны выдерживать воздействие тепла, вибрации и различных химических веществ на протяжении всего срока службы автомобиля. Использование ячейки для сборки и лазерной маркировки в рамках одной операции снижает вероятность ошибок маркировки, которые могут привести к браку в цепочке поставок.
Медицинские приборы и диагностическое оборудование
При производстве корпусов шприцев, ингаляторов и диагностических картриджей необходимо использовать биосовместимые чернила и обеспечивать полный контроль на всех этапах — от производства до печати. Использование интегрированной чистой комнаты с визуальной проверкой каждой детали позволяет создать необходимую документацию для подачи в регулирующие органы.
Бытовая электроника
Гибко спроектированный комбинированный сборочно-печатный цех является привлекательной альтернативой использованию отдельной линии, поскольку жизненные циклы продукции, как правило, довольно короткие, и часто требуются частые косметические или дизайнерские изменения. Тот же самый цех можно перепрограммировать для печати другого логотипа или нового цвета менее чем за 10 минут, не влияя на последовательность сборки.
Ведущие производители решений для интеграции сборочных и печатных систем.
рынок для комбинированные решения для сборки и печати Включает в себя специализированных производителей печатного оборудования, интеграторов систем автоматизации и компании, которые разрабатывают обе эти возможности собственными силами. Ниже представлены основные источники этой технологии.
- Тампопринт А.Г. (Германия): Компания Tampoprint — один из старейших в мире производителей тампонных печатных машин. Она производит автоматизированные печатные ячейки по индивидуальному заказу и имеет опыт интеграции своих принтеров в более крупные сборочные линии. Премиальные цены, глобальное обслуживание.
- Принтер Kent Pad (США): Компания специализируется на оборудовании для тампонной печати и разработке индивидуальных решений для электротехнической и электронной промышленности. Известна своими надежными печатными станциями промышленного класса.
- Кейенс (Япония): Компания Keyence – мировой лидер в области лазерной маркировки и промышленного машинного зрения. Лазерные маркеры Keyence часто интегрируются в сборочно-маркировочные ячейки сторонними интеграторами.
- Benlong Automation (Китай): Компания Benlong производит интегрированные сборочно-испытательные линии для электротехнической промышленности, включая интеграцию станций тампонной печати или лазерной маркировки в производственный процесс. Основная специализация Benlong – сборка и калибровка защитных устройств – автоматических выключателей, автоматических выключателей с регулируемой мощностью, автоматических выключателей переменного тока и контакторов – и ее комбинированные линии проектируются с учетом специфических требований к маркировке, требованиям к тестированию и целевым показателям производительности в этом секторе. Комбинированная сборочно-испытательная линия для автоматических выключателей от Benlong включает в себя сборочные станции, калибровочные и испытательные стенды, тампонный принтер и систему визуального контроля, которая проверяет каждую маркировку перед тем, как выключатель покинет линию.
Часто задаваемые вопросы
Какие существуют два типа сборки?
Существует два основных типа сборки: ручная сборка (где рабочие используют ручные или электроинструменты) и автоматизированная сборка (где машины выполняют последовательность шагов, запрограммированных компьютером). Между этими двумя формами сборки существует метод, известный как полуавтоматизированная сборка, при котором детали обрабатываются вручную для обеспечения гибкости процессов, но автоматизация осуществляется для более ответственных этапов.
В чём разница между совместной сборкой и индивидуальной сборкой?
Совместная сборка (Или объединенная сборка) относится к производственной технологии, которая включает две или более операций, таких как сборка или печать, в одном непрерывном процессе или линии. В прошлом сборка отдельных функций выполнялась на изолированных рабочих местах, каждое из которых выполняло отдельную операцию. При объединенной сборке требуется обрабатывать меньше деталей, сокращается складской запас, а время между производством деталей (или время выполнения заказа) значительно сократилось.
Что можно считать примером подсборки?
Узел — это группа компонентов, которая изготавливается отдельно, а затем добавляется к другому изделию. В миниатюрных автоматических выключателях узел контактного держателя (узел, состоящий из контактов из серебряного сплава, которые крепятся к медному рычагу с помощью заклепок или сварных соединений) является узлом и затем устанавливается в корпус выключателя.
Что означает слово “сборка”?
В производстве товаров сборка означает соединение независимо разработанных деталей до тех пор, пока не будет изготовлен желаемый объект или деталь. Такая сборка может включать в себя крепление, сварку, запрессовку/проталкивание механических деталей, клеевое соединение между различными материалами и установку электрооборудования; и может осуществляться вручную, полуавтоматически или с полной автоматизацией.
Ссылки
- McKinsey & Company — Цифровое производство и Индустрия 4.0 — Исследование влияния интегрированного производства непрерывного потока на производительность и качество.
- Tampoprint AG — Решения для тампонной печати на заказ — Немецкий производитель тампонных печатных машин и интегрированных автоматизированных ячеек.
- Keyence — Лазерная маркировка и промышленное зрение — Системы лазерной маркировки и визуального контроля для комбинированных задач сборки и маркировки.
- Промышленное оборудование для тампонной печати Kent Pad Printer — Американский производитель оборудования для тампонной печати для электротехнического и промышленного применения.
A комбинированное решение для сборки и печати Это позволяет объединить две операции в один поток. Устраняются этапы обработки, складирования и задержки между последним этапом сборки и первым этапом печати. Для производителя устройств электрозащиты это означает, что автоматический выключатель собирается, калибруется и печатается за один проход, а на корпус наносится маркировка, точно соответствующая результатам испытаний, хранящимся в базе данных. Компания Benlong Automation создает комбинированные производственные линии, обеспечивающие такую интеграцию, поскольку маркировка на изделии является окончательной проверкой правильности сборки.