benlong
benlong 



Combined Assembly and Printing Solutions
The original plan for a new production line at the wire device manufacturing company included two separate areas (one for automated assembly cells to manufacture switches; and another to use pad printers for marking the assembled face plates). Between the two areas would have been a human handling chain where cartons of unprinted switches would have been transported down the hallway. The logistics of this would have been difficult, the cost of work-in-progress [i.e., parts in inventory awaiting completion] would have been high, andthe potential for damage to materials due to mishandling would have been substantial. The final plan eliminated the hallway by combining the switch assembly and pad printing into one production line, where the switch is assembled, printed, inspected, and packed without waiting in queue at any point in the process. By integrating these processes, production lead time (the amount of time from beginning to end of the entire operation) was reduced by 33%, and damage to parts caused by manual handling (i.e., scratching and fingerprints) was eliminated.
This is the principle upon which the combined assembly and print process, or integrated production flow, is based. This is not a machine in particular; it is a design concept, which integrates a product’s mechanical assembly with the application of its identifying markings (brand, rating, certification, instructions), into a single and coherent automation. For any manufacturer who assembles and marks a product, understanding how to combine these two historically separate processes provides them with a clear path to lower costs, better quality, and a less complex manufacturing plant.
What Is a Combined Assembly and Printing System?
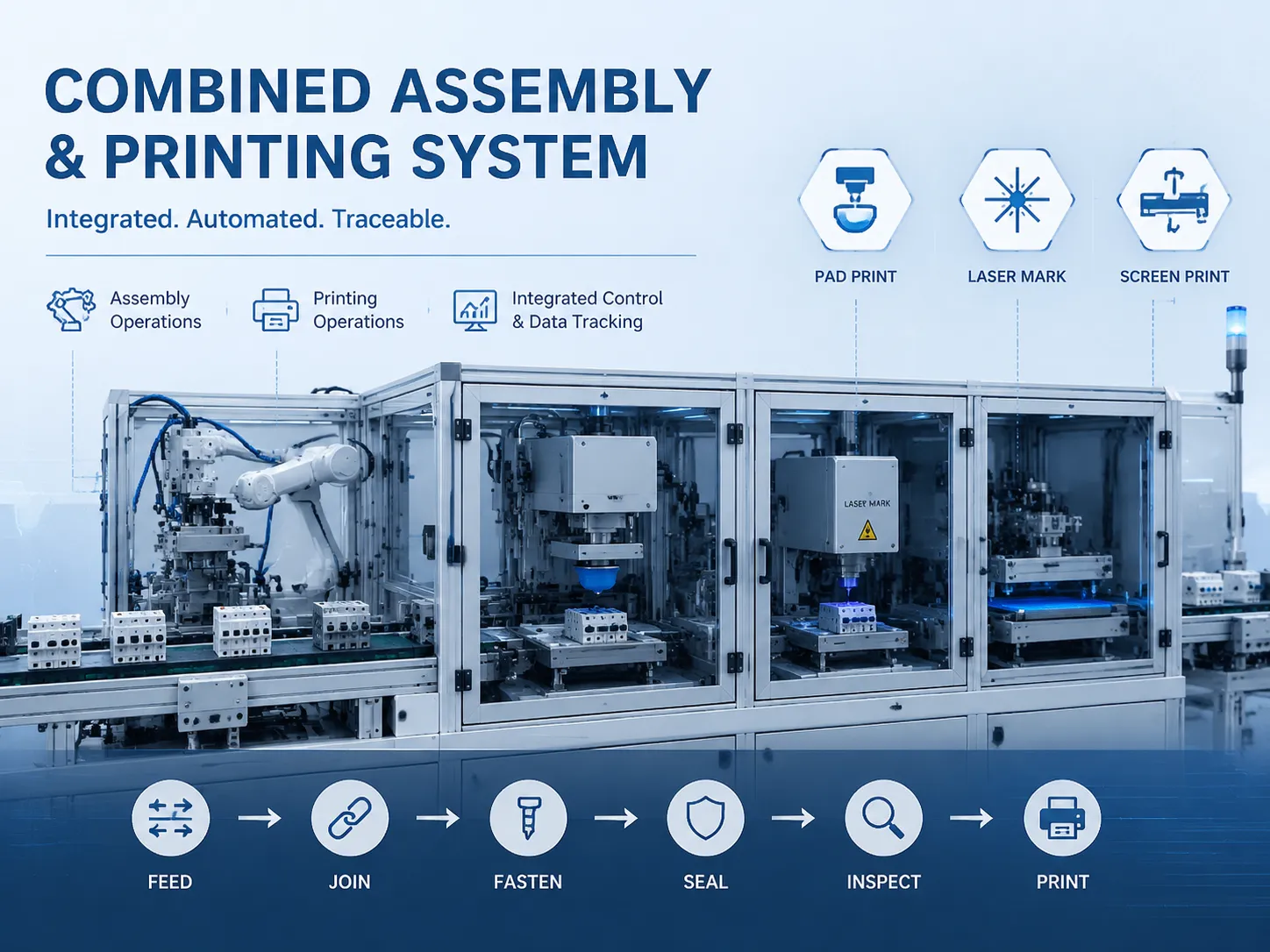
In a Combining Assembly & Printing system, the production of a finished product occurs through a set of operations (i.e. Feed, Join, Fasten, Seal and Inspect) + a set of finishing operations (i.e. Pad Print, Screen Print, Laser Mark or Inkjet Code) that are coordinated both mechanically and digitally as part of an overall integrated assembly & print production cell/line. The product moves from its final assembly position directly on to the printing device via an alternative method – conveyor, rotary table (continuous movement), robotic transfer – with no intermediate storage or manual handling of the product. The assembly and printing areas have a single combined control architecture and a single MES (Manufacturing Execution System) or SCADA (Supervisory Control & Data Acquisition) integrates all production data tracking/information processes on each unit between assembly and printing.
Pad printing, laser marking, and screen printing are the printing methods that are most commonly used in production assembly lines. They are suitable for printing on all types of surfaces, including curved or irregular shapes (pad printing), permanent, high-contrast markings on plastics and metals (laser marking), and flat surfaces such as panels and labels (screen printing). Of the three print technologies mentioned above, pad printing is the most used because the silicone pad is able to conform to the non-flat surfaces of circuit breaker bodies, switch face plates, and contactor housings. For an understanding of the pad printing process itself, our guide on what a pad printing machine is explains the technology in detail.

Why Combine Assembly and Printing? The Efficiency Case
Efficiency can be increased by combining printing, assembly and delivering new opportunities through one continuous process than complete separate environments.
- Elimination of work‑in‑progress (WIP) inventory. In a standard configuration, the printed parts part having been assembled are all queued on rack storage where they are waiting to be printed. This stored WIP represents cash tied up, floor space used, and those assembled parts are also at risk for damage, freeze, or obsolescence. The combined line eliminates stored WIP by printing the assembled parts right after they are assembled, which means that there is zero WIP between those two processes.
- Reduced handling damage. There is now potential damage to the part when it is handled (picked-up, set-down, put in box, opened, etc.). A combined line has eliminated all handling steps between assembly and print and therefore has eliminated all of the defects associated with those steps.
- Immediate traceability. When both the assembly and printing stations are connected via digital means, the serial number, torque values, and assembly calibration data can be printed directly on or encoded in a data matrix at the next station down the line. There is an increasing focus on traceability throughout the automotive, medical, and electrical certification industries. Research conducted by McKinsey & Company into integrated manufacturing consistently finds that the removal of disconnected processes (i.e., workflows) is a key to improving throughput and reducing defects.
- Simplified logistics. An assembly line that has been designed to receive its raw materials from one location and produce its finished, printed and inspected products at another. The assembly line has no internal customer/supplier interface, meaning there are no internal transfers of product between assembly and printing, and no transfer documents or scheduling issues between the printing source and assembly source.
How to Choose Between the Different Approaches
The decision about how closely to integrate assembly and printing depends on the product, the volume, and the printing requirement. The table below provides a framework for that decision.
| Approach | Best For | Typical Throughput | Capital Investment |
|---|---|---|---|
| Manual assembly + manual printing (two separate benches) | Low‑volume, high‑mix; pilot production; products with infrequent printing changes | 50–200 units per shift | $5,000–$20,000 |
| Semi‑automated assembly + semi‑automated printing (two connected cells) | Medium‑volume; multiple product variants; quality‑critical marking | 300–800 units per shift | $50,000–$150,000 |
| Fully integrated assembly and printing line | High‑volume; single product family; printed data traceability required | 1,000–5,000+ units per shift | $150,000–$500,000+ |
Where Combined Assembly and Printing Delivers the Greatest Value
Industries that gain the greatest value from integration of assembly and printing solutions include those where permanent marking (that has regulatory and/or legal consequences) has to occur and where the product has to have been mechanically assembled before receiving that marking.
Electrical Protection Devices (MCBs, MCCBs, Contactors, Switches)
A miniature circuit breaker must have a current rating, trip curve, brand name and certification mark in order to identify what protection characteristics the device is designed to provide. The purpose of these markings is not just for decorative purposes, but rather for the device’s legal identification of its protective characteristics. If the assembly line which calibrates and tests mini circuit breakers (MCBs) is directly connected to a pad printing station for printing the actual current rating on the MCB, the MCB has been marked correctly. If an MCB fails its calibration, it cannot be printed with a CURRENT RATING. The MCB will only be printed with the CURRENT RATING if it passes its calibration tests. This closed-loop traceability is the standard of excellence for electrical certification (IE), and is accomplished by Benlong Automation by creating completely integrated production lines for MCB and moulded case circuit breakers (MCCB). An MCB automatic assembly line can be integrated with a pad printing station — or a laser marking station for high‑contrast, permanent marks — so that the assembled, calibrated breaker is printed and inspected before it reaches the packing station.
Automotive Components
Switches, sensors, and actuator housings for automotive applications have part numbers, OEM logos, and date codes that need to withstand heat, vibration, and exposure to various chemicals throughout the vehicle’s service life. The incorporation of a cell to provide assembly and laser marking in one operation reduces the likelihood of marking errors that can result in supply chain rejections.
Medical Devices and Diagnostics
Biocompatible inks and complete tracking from manufacture to print must be provided when producing syringe barrels, inhaler housing and diagnostic cartridges. Using an integrated cleanroom cell with visual verification of each print creates the validated documentation needed for regulatory submission.
Consumer Electronics
A flexibly designed Combined Assembly/Printing Cell is an appealing option to using a dedicated line, as product life cycles are typically quite short and there are often frequent cosmetic or design changes required. The same Cell could be reprogrammed to print a different logo or new color in less than 10 minutes, without affecting the assembly sequence.
Leading Manufacturers of Assembly and Printing Integration
The market for combined assembly and printing solutions includes specialist printing machine manufacturers, automation integrators, and companies that build both capabilities in‑house. The following represent the main sources of this technology.
- Tampoprint AG (Germany): One of the world’s oldest pad printing machine manufacturers. Tampoprint builds custom automated printing cells and has experience integrating its printers into larger assembly lines. Premium pricing, global service.
- Kent Pad Printer (USA): Specialises in pad printing equipment and custom automation for the electrical and electronics industries. Known for robust, industrial‑grade printing stations.
- Keyence (Japan): A world leader in laser marking and industrial vision. Keyence laser markers are frequently integrated into combined assembly‑and‑marking cells by third‑party integrators.
- Benlong Automation (China): Builds integrated assembly and testing lines for the electrical industry, including the integration of pad printing or laser marking stations into the production sequence. Benlong’s domain expertise is in the assembly and calibration of protective devices — MCBs, MCCBs, ACBs, and contactors — and its combined lines are designed around the specific marking requirements, the test requirements, and the throughput targets of that sector. A combined MCB assembly and printing line from Benlong includes the assembly stations, the calibration and testing benches, the pad printer, and the vision inspection that verifies every mark before the breaker leaves the line.
Frequently Asked Questions
What are the two types of assembly?
There are two main types of assembly: Manual assembly (where human workers use either hand or power tools) and Automated assembly (where machines complete a sequence of steps as programmed by a computer). Between these two forms of assembly, there exists a method known as Semi-Automated Assembly, where parts are handled manually for flexible processes but will be transitioned into automation for the more critical processes.
What is the difference between co assembly and individual assembly?
Co‑assembly (Or joined assembly) refers to a manufacturing technique that includes two or more operations such as assembly or printing in one continuous process or line. In the past, single function assembly was performed at isolated workstations, each with a separate operation. With a combined assembly operation, fewer parts need to be handled, there is less inventory stored, and the time between parts being produced (or lead time) has decreased significantly.
What is an example of a subassembly?
A subassembly is a component group that is produced separately and then added to another product. In miniature circuit breakers, the contact carrier assembly (the assembly made up of the silver alloy contacts that are attached to the copper arm with either rivets or weld connections) is a subassembly and is then placed in the breaker housing.
What does “assembly” mean?
In the production of goods, assembly means connecting independently developed parts together until the desired object or part can be built. Such assembly may involve the fastening, welding, press-fitting/pushing of mechanical parts, adhesive bonding between different materials, and inserting electrics; and can occur either manually, semi-automatically, or with full automation.
References
- McKinsey & Company — Digital Manufacturing and Industry 4.0 — Research on the impact of integrated, continuous‑flow manufacturing on productivity and quality.
- Tampoprint AG — Custom Pad Printing Solutions — German manufacturer of pad printing machines and integrated automation cells.
- Keyence — Laser Marking and Industrial Vision — Laser marking systems and vision inspection for combined assembly‑and‑marking applications.
- Kent Pad Printer — Industrial Pad Printing Equipment — U.S. manufacturer of pad printing machinery for electrical and industrial applications.
A combined assembly and printing solution turns two operations into one flow. It removes the handling, the inventory, and the delay that sit between the last assembly step and the first printing step. For a manufacturer of electrical protection devices, that means a breaker that is assembled, calibrated, and printed in a single pass — and a rating printed on the housing that exactly matches the test result stored in the database. Benlong Automation builds combined production lines that deliver this integration, because the mark on the product is the final verification that the assembly was done right.