Benlong
Benlong 



Solusi Perakitan dan Pencetakan Terpadu
Rencana awal untuk jalur produksi baru di perusahaan manufaktur perangkat kawat mencakup dua area terpisah (satu untuk sel perakitan otomatis untuk memproduksi sakelar; dan yang lain untuk menggunakan printer pad untuk menandai pelat muka yang telah dirakit). Di antara kedua area tersebut akan ada rantai penanganan manual di mana karton sakelar yang belum dicetak akan diangkut melalui lorong. Logistiknya akan sulit, biaya pekerjaan dalam proses [yaitu, suku cadang dalam persediaan yang menunggu penyelesaian] akan tinggi, dan potensi kerusakan material akibat penanganan yang salah akan sangat besar. Rencana akhir menghilangkan lorong dengan menggabungkan perakitan sakelar dan pencetakan pad ke dalam satu jalur produksi, di mana sakelar dirakit, dicetak, diperiksa, dan dikemas tanpa menunggu antrian di titik mana pun dalam proses tersebut. Dengan mengintegrasikan proses-proses ini, waktu tunggu produksi (jumlah waktu dari awal hingga akhir seluruh operasi) dikurangi sebesar 33%, dan kerusakan pada suku cadang yang disebabkan oleh penanganan manual (yaitu, goresan dan sidik jari) dihilangkan.
Inilah prinsip dasar dari proses perakitan dan pencetakan gabungan, atau alur produksi terintegrasi. Ini bukan mesin tertentu; ini adalah konsep desain, yang mengintegrasikan perakitan mekanis suatu produk dengan penerapan tanda pengenal (merek, peringkat, sertifikasi, instruksi), ke dalam otomatisasi tunggal dan koheren. Bagi setiap produsen yang merakit dan memberi tanda pada suatu produk, memahami cara menggabungkan dua proses yang secara historis terpisah ini memberi mereka jalan yang jelas menuju biaya yang lebih rendah, kualitas yang lebih baik, dan pabrik manufaktur yang lebih sederhana.
Apa Itu Sistem Perakitan dan Pencetakan Terpadu?
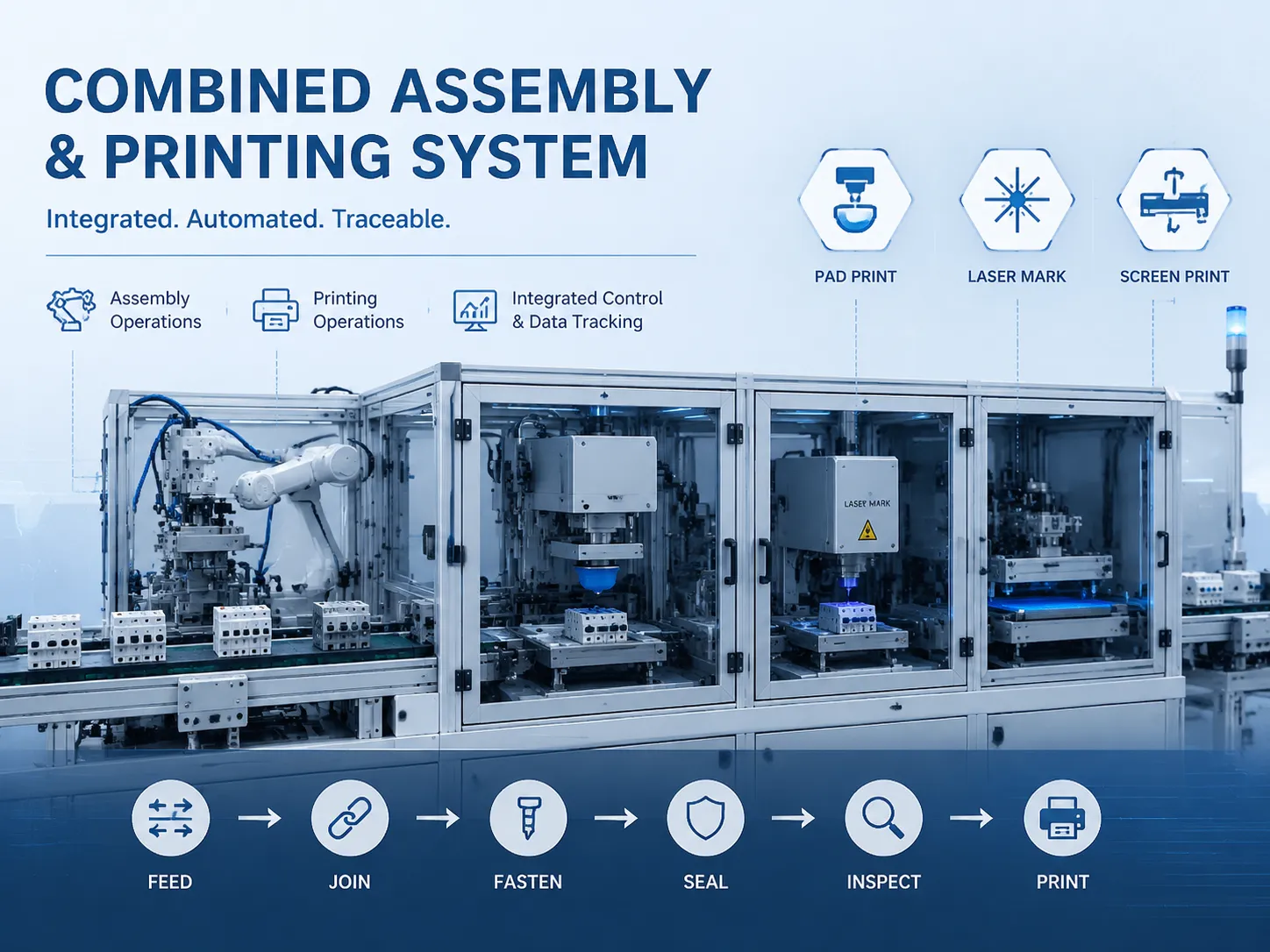
Dalam sistem Perakitan & Pencetakan Terpadu, produksi produk jadi terjadi melalui serangkaian operasi (misalnya, Pemberian Bahan, Penggabungan, Pengencangan, Penyegelan, dan Inspeksi) + serangkaian operasi penyelesaian (misalnya, Pencetakan Pad, Pencetakan Sablon, Penandaan Laser, atau Kode Inkjet) yang dikoordinasikan secara mekanis dan digital sebagai bagian dari keseluruhan sel/lini produksi perakitan & pencetakan terintegrasi. Produk bergerak dari posisi perakitan akhir langsung ke perangkat pencetakan melalui metode alternatif – konveyor, meja putar (pergerakan kontinu), transfer robotik – tanpa penyimpanan sementara atau penanganan manual produk. Area perakitan dan pencetakan memiliki arsitektur kontrol gabungan tunggal dan satu MES (Manufacturing Execution System) atau SCADA (Supervisory Control & Data Acquisition) yang mengintegrasikan semua proses pelacakan/informasi data produksi pada setiap unit antara perakitan dan pencetakan.
Pencetakan pad, penandaan laser, dan sablon adalah metode pencetakan yang paling umum digunakan dalam jalur perakitan produksi. Metode ini cocok untuk mencetak pada semua jenis permukaan, termasuk bentuk melengkung atau tidak beraturan (pencetakan pad), penandaan permanen dan kontras tinggi pada plastik dan logam (penandaan laser), dan permukaan datar seperti panel dan label (sablon). Dari ketiga teknologi pencetakan yang disebutkan di atas, pencetakan pad paling banyak digunakan karena bantalan silikon mampu menyesuaikan diri dengan permukaan yang tidak rata pada badan pemutus sirkuit, pelat muka sakelar, dan rumah kontaktor. Untuk memahami proses pencetakan pad itu sendiri, panduan kami tentang apa itu mesin cetak pad menjelaskan teknologi tersebut secara detail.

Mengapa Menggabungkan Perakitan dan Pencetakan? Studi Kasus Efisiensi
Efisiensi dapat ditingkatkan dengan menggabungkan pencetakan, perakitan, dan pengiriman melalui satu proses berkelanjutan daripada lingkungan yang sepenuhnya terpisah.
- Penghapusan persediaan barang dalam proses (WIP). Dalam konfigurasi standar, komponen yang telah dicetak dan dirakit semuanya mengantre di rak penyimpanan sambil menunggu untuk dicetak. WIP (Work in Progress) yang tersimpan ini mewakili uang tunai yang terikat, ruang lantai yang digunakan, dan komponen yang telah dirakit juga berisiko rusak, membeku, atau usang. Jalur produksi gabungan menghilangkan WIP yang tersimpan dengan mencetak komponen yang telah dirakit segera setelah dirakit, yang berarti tidak ada WIP di antara kedua proses tersebut.
- Mengurangi kerusakan akibat penanganan. Kini, potensi kerusakan pada komponen dapat terjadi saat ditangani (diambil, diletakkan, dimasukkan ke dalam kotak, dibuka, dll.). Jalur produksi gabungan telah menghilangkan semua langkah penanganan antara perakitan dan pencetakan, sehingga menghilangkan semua cacat yang terkait dengan langkah-langkah tersebut.
- Ketertelusuran langsung. Ketika stasiun perakitan dan pencetakan terhubung melalui cara digital, nomor seri, nilai torsi, dan data kalibrasi perakitan dapat dicetak langsung atau dikodekan dalam matriks data di stasiun berikutnya. Fokus pada ketertelusuran semakin meningkat di seluruh industri otomotif, medis, dan sertifikasi listrik. Penelitian yang dilakukan oleh McKinsey & Company tentang manufaktur terintegrasi secara konsisten menemukan bahwa penghapusan proses yang terputus (yaitu, alur kerja) adalah kunci untuk meningkatkan hasil produksi dan mengurangi cacat.
- Logistik yang disederhanakan. Suatu jalur perakitan yang dirancang untuk menerima bahan baku dari satu lokasi dan menghasilkan produk jadi, tercetak, dan diperiksa di lokasi lain. Jalur perakitan ini tidak memiliki antarmuka pelanggan/pemasok internal, artinya tidak ada transfer produk internal antara perakitan dan pencetakan, dan tidak ada dokumen transfer atau masalah penjadwalan antara sumber pencetakan dan sumber perakitan.
Bagaimana Memilih di Antara Berbagai Pendekatan yang Tersedia?
Keputusan tentang seberapa erat integrasi antara perakitan dan pencetakan bergantung pada produk, volume, dan persyaratan pencetakan. Tabel di bawah ini memberikan kerangka kerja untuk pengambilan keputusan tersebut.
| Mendekati | Terbaik untuk | Kapasitas Tipikal | Investasi Modal |
|---|---|---|---|
| Perakitan manual + pencetakan manual (dua meja terpisah) | Produksi volume rendah, variasi produk tinggi; produksi percontohan; produk dengan perubahan cetakan yang jarang terjadi. | 50–200 unit per shift | $5,000–$20,000 |
| Perakitan semi-otomatis + pencetakan semi-otomatis (dua sel yang terhubung) | Volume sedang; berbagai varian produk; penandaan yang sangat penting untuk kualitas. | 300–800 unit per shift | $50,000–$150,000 |
| Jalur perakitan dan pencetakan yang terintegrasi sepenuhnya. | Volume tinggi; satu keluarga produk; diperlukan ketertelusuran data tercetak. | 1.000–5.000+ unit per shift | $150.000–$500.000+ |
Di mana Kombinasi Perakitan dan Pencetakan Memberikan Nilai Terbaik
Industri yang memperoleh nilai terbesar dari integrasi solusi perakitan dan pencetakan meliputi industri yang mengharuskan penandaan permanen (yang memiliki konsekuensi regulasi dan/atau hukum) dan produk tersebut harus dirakit secara mekanis sebelum diberi penandaan tersebut.
Perangkat Proteksi Listrik (MCB, MCCB, Kontaktor, Sakelar)
Pemutus sirkuit mini harus memiliki peringkat arus, kurva trip, nama merek, dan tanda sertifikasi untuk mengidentifikasi karakteristik perlindungan yang dirancang untuk diberikan oleh perangkat tersebut. Tujuan dari penandaan ini bukan hanya untuk tujuan dekoratif, tetapi lebih untuk identifikasi legal perangkat atas karakteristik perlindungannya. Jika jalur perakitan yang mengkalibrasi dan menguji pemutus sirkuit mini (MCB) terhubung langsung ke stasiun pencetakan pad untuk mencetak peringkat arus aktual pada MCB, MCB tersebut telah ditandai dengan benar. Jika MCB gagal dalam kalibrasinya, MCB tersebut tidak dapat dicetak dengan PERINGKAT ARUS. MCB hanya akan dicetak dengan PERINGKAT ARUS jika lulus uji kalibrasinya. Ketertelusuran loop tertutup ini adalah standar keunggulan untuk sertifikasi listrik (IE), dan dicapai oleh Benlong Automation dengan menciptakan jalur produksi yang terintegrasi sepenuhnya untuk MCB dan pemutus sirkuit kotak cetakan (MCCB). Sebuah Jalur perakitan otomatis MCB dapat diintegrasikan dengan stasiun pencetakan pad — atau stasiun penandaan laser untuk tanda permanen dengan kontras tinggi — sehingga pemutus sirkuit yang telah dirakit dan dikalibrasi dicetak dan diperiksa sebelum mencapai stasiun pengemasan.
Komponen Otomotif
Sakelar, sensor, dan rumah aktuator untuk aplikasi otomotif memiliki nomor komponen, logo OEM, dan kode tanggal yang perlu tahan terhadap panas, getaran, dan paparan berbagai bahan kimia sepanjang masa pakai kendaraan. Penggunaan sel untuk menyediakan perakitan dan penandaan laser dalam satu operasi mengurangi kemungkinan kesalahan penandaan yang dapat mengakibatkan penolakan rantai pasokan.
Perangkat Medis dan Diagnostik
Tinta biokompatibel dan pelacakan lengkap dari pembuatan hingga pencetakan harus disediakan saat memproduksi tabung jarum suntik, wadah inhaler, dan kartrid diagnostik. Penggunaan sel ruang bersih terintegrasi dengan verifikasi visual setiap pencetakan menciptakan dokumentasi tervalidasi yang dibutuhkan untuk pengajuan regulasi.
Elektronik Konsumen
Unit Perakitan/Pencetakan Gabungan yang dirancang secara fleksibel merupakan pilihan menarik dibandingkan menggunakan jalur produksi khusus, karena siklus hidup produk biasanya cukup pendek dan seringkali diperlukan perubahan kosmetik atau desain yang sering. Unit yang sama dapat diprogram ulang untuk mencetak logo yang berbeda atau warna baru dalam waktu kurang dari 10 menit, tanpa memengaruhi urutan perakitan.
Produsen Terkemuka Integrasi Perakitan dan Pencetakan
Pasar untuk solusi perakitan dan pencetakan gabungan Termasuk produsen mesin cetak spesialis, integrator otomatisasi, dan perusahaan yang membangun kedua kemampuan tersebut secara internal. Berikut ini adalah sumber utama teknologi ini.
- Tampoprint AG (Jerman): Salah satu produsen mesin cetak pad tertua di dunia. Tampoprint membangun sel pencetakan otomatis khusus dan memiliki pengalaman mengintegrasikan printernya ke dalam jalur perakitan yang lebih besar. Harga premium, layanan global.
- Printer Pad Kent (AMERIKA SERIKAT): Mengkhususkan diri dalam peralatan pencetakan pad dan otomatisasi khusus untuk industri listrik dan elektronik. Dikenal karena stasiun pencetakannya yang kokoh dan berstandar industri.
- Keyence (Jepang): Sebagai pemimpin dunia dalam penandaan laser dan visi industri, penanda laser Keyence sering diintegrasikan ke dalam sel perakitan dan penandaan gabungan oleh integrator pihak ketiga.
- Benlong Automation (China): Membangun lini perakitan dan pengujian terintegrasi untuk industri kelistrikan, termasuk integrasi stasiun pencetakan pad atau penandaan laser ke dalam rangkaian produksi. Keahlian Benlong terletak pada perakitan dan kalibrasi perangkat pelindung — MCB, MCCB, ACB, dan kontaktor — dan lini gabungannya dirancang berdasarkan persyaratan penandaan spesifik, persyaratan pengujian, dan target throughput sektor tersebut. Lini perakitan dan pencetakan MCB gabungan dari Benlong mencakup stasiun perakitan, bangku kalibrasi dan pengujian, printer pad, dan inspeksi visual yang memverifikasi setiap tanda sebelum pemutus meninggalkan jalur produksi.
Pertanyaan yang Sering Diajukan
Apa dua jenis perakitan tersebut?
Terdapat dua jenis perakitan utama: Perakitan manual (di mana pekerja manusia menggunakan perkakas tangan atau perkakas listrik) dan Perakitan otomatis (di mana mesin menyelesaikan serangkaian langkah yang diprogram oleh komputer). Di antara kedua bentuk perakitan ini, terdapat metode yang dikenal sebagai Perakitan Semi-Otomatis, di mana komponen ditangani secara manual untuk proses yang fleksibel tetapi akan dialihkan ke otomatisasi untuk proses yang lebih kritis.
Apa perbedaan antara perakitan bersama dan perakitan individual?
Perakitan bersama (Atau perakitan gabungan) mengacu pada teknik manufaktur yang mencakup dua atau lebih operasi seperti perakitan atau pencetakan dalam satu proses atau jalur berkelanjutan. Di masa lalu, perakitan fungsi tunggal dilakukan di stasiun kerja yang terisolasi, masing-masing dengan operasi terpisah. Dengan operasi perakitan gabungan, lebih sedikit komponen yang perlu ditangani, lebih sedikit persediaan yang disimpan, dan waktu antara komponen yang diproduksi (atau waktu tunggu) telah berkurang secara signifikan.
Apa contoh dari subrakitan?
Subrakitan adalah kelompok komponen yang diproduksi secara terpisah dan kemudian ditambahkan ke produk lain. Pada pemutus sirkuit miniatur, rakitan pembawa kontak (rakitan yang terdiri dari kontak paduan perak yang terpasang pada lengan tembaga dengan paku keling atau sambungan las) adalah subrakitan dan kemudian ditempatkan di dalam rumah pemutus sirkuit.
Apa arti "perakitan"?
Dalam produksi barang, perakitan berarti menghubungkan bagian-bagian yang dikembangkan secara independen hingga objek atau bagian yang diinginkan dapat dibangun. Perakitan tersebut dapat melibatkan pengencangan, pengelasan, pemasangan tekan/penekanan bagian mekanis, pengikatan perekat antara material yang berbeda, dan pemasangan komponen listrik; dan dapat terjadi secara manual, semi-otomatis, atau dengan otomatisasi penuh.
Referensi
- McKinsey & Company — Manufaktur Digital dan Industri 4.0 — Penelitian tentang dampak manufaktur terintegrasi dan aliran kontinu terhadap produktivitas dan kualitas.
- Tampoprint AG — Solusi Pencetakan Pad Kustom — Produsen mesin cetak pad dan sel otomatisasi terintegrasi asal Jerman.
- Keyence — Penandaan Laser dan Visi Industri — Sistem penandaan laser dan inspeksi visual untuk aplikasi perakitan dan penandaan gabungan.
- Kent Pad Printer — Peralatan Pencetakan Pad Industri — Produsen mesin cetak pad asal AS untuk aplikasi listrik dan industri.
A solusi perakitan dan pencetakan gabungan Ini mengubah dua operasi menjadi satu alur. Ini menghilangkan penanganan, inventaris, dan penundaan yang ada di antara langkah perakitan terakhir dan langkah pencetakan pertama. Bagi produsen perangkat proteksi listrik, itu berarti pemutus sirkuit yang dirakit, dikalibrasi, dan dicetak dalam satu kali proses — dan peringkat yang dicetak pada casing yang persis sesuai dengan hasil pengujian yang tersimpan dalam basis data. Benlong Automation membangun lini produksi gabungan yang memberikan integrasi ini, karena tanda pada produk adalah verifikasi akhir bahwa perakitan telah dilakukan dengan benar.