
 benlong
benlong 



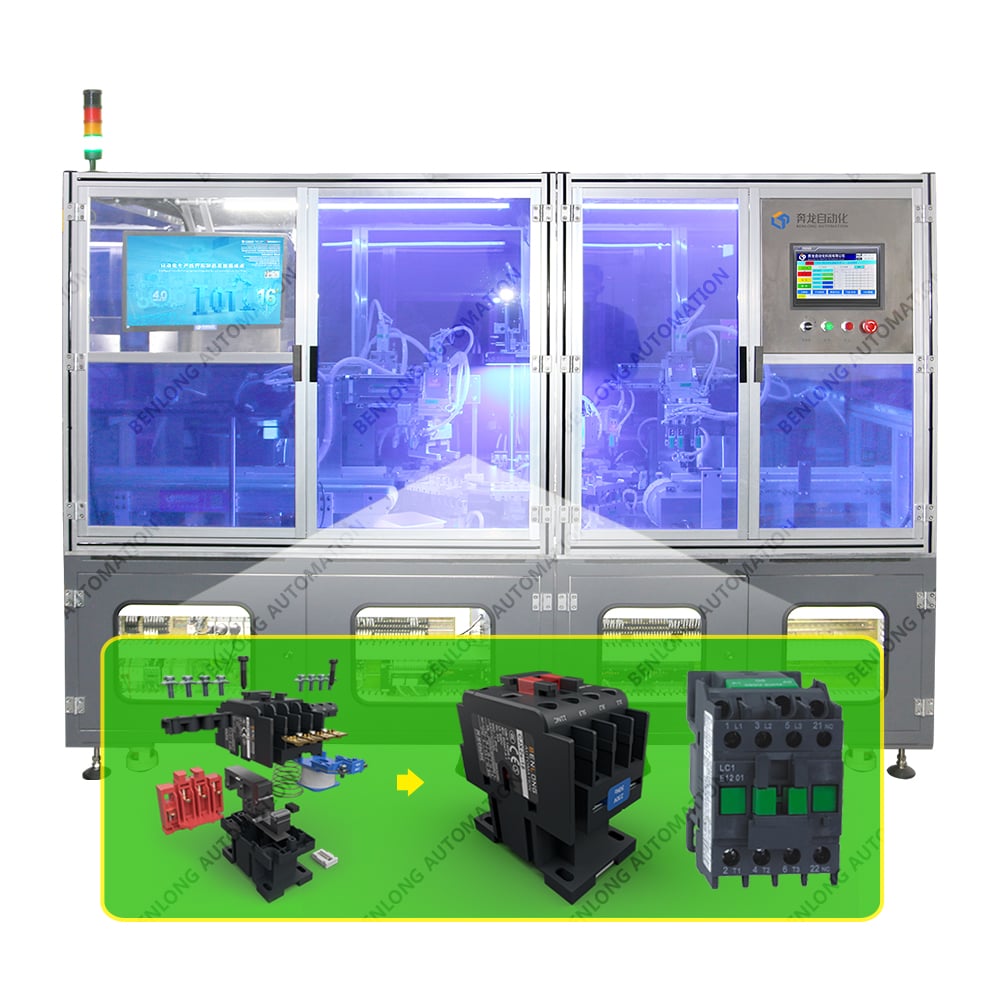
آلة إدخال التلامس الأوتوماتيكية لموصل التيار المتردد
آلة إدخال أقطاب المقاطع الكهربائية التلقائية للتيار المتردد، مخصصة للأقطاب الرئيسية والمساعدة. مزودة بطاولة دوارة متعددة المحطات، ونظام تغذية اهتزازي، ونظام إدخال مؤازر (±0.05 مم)، ونظام مراقبة بصري ونظام مراقبة القوة. 1.5-3 ثانية لكل قطب. إمكانية التبديل السريع، ومتوافقة مع نظام إدارة التصنيع (MES). مثالية لتجميع المقاطع الكهربائية بكميات كبيرة.
آلة إدخال موصلات أوتوماتيكية عالية الدقة لتجميع موصلات التيار المتردد
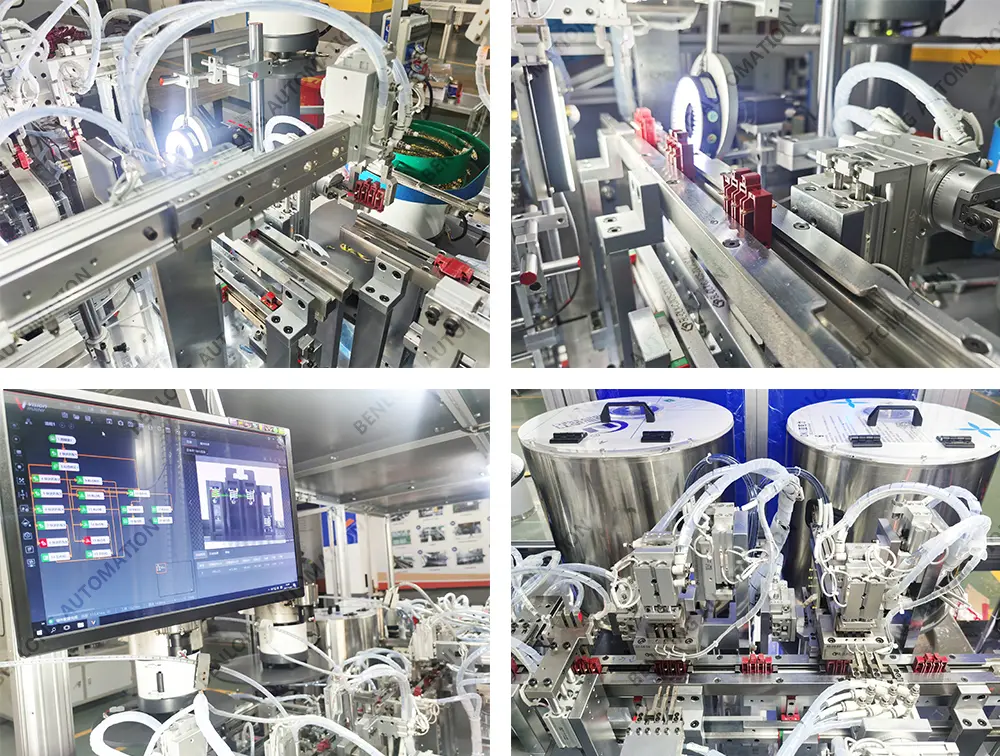
يستخدم نظامنا طاولة فهرسة دوارة أو نظام نقل خطي، ويتضمن عدة محطات، منها: مغذيات اهتزازية لتغذية وتجهيز نقاط التلامس وحواملها للإدخال، ومقابض مؤازرة مزودة بتحكم في القوة، ونظام رؤية آلية للتحقق من موضع الأجزاء قبل إدخالها، وجهاز مراقبة اختياري لقوة الإدخال. يستطيع هذا النظام التعامل مع جميع أنواع نقاط التلامس (الرئيسية والمساعدة) بالإضافة إلى الحوامل ذات الأشكال الهندسية المختلفة. تتراوح أوقات الدورة النموذجية بين 1.5 ثانية و3.0 ثوانٍ لكل نقطة تلامس يتم إدخالها في الحامل المناسب، مع دقة تكرار موضع الإدخال ±0.05 مم. يمكن ربط هذه الآلات بالمعدات المستخدمة في لف الملفات، وتجميع النوى، واختبار الأجزاء كهربائيًا. ولأن هذا حل مُصمم خصيصًا (غير قياسي)، فإن الحل المقدم يعتمد على أبعاد نقاط التلامس الخاصة بك، وتصميمات الحوامل، وحجم الإنتاج المتوقع.
التسليم القياسي: 30-45 يومًا | خيارات مراقبة الرؤية والقوة | طاولة دوارة متعددة المحطات
ما هي آلة إدخال التلامس الأوتوماتيكية للموصلات الكهربائية؟
آلة إدخال الموصلات الأوتوماتيكية هي نوع متطور من محطات العمل الآلية لإدخال الموصلات الرئيسية (ذات الأطراف النحاسية) والموصلات المساعدة في حامل الموصلات البلاستيكي الخاص بموصل التيار المتردد. من المهم محاذاة كل موصل وتثبيته بدقة بالنسبة للموصلات الأخرى، لأن موضع الموصلات المُدخلة وعمقها يؤثران على الأداء الكهربائي العام للوحدة وعمرها الميكانيكي. تتم العملية بالكامل بشكل آلي باستخدام هذه الآلة من خلال وحدات تغذية اهتزازية لتغذية حوامل الموصلات والموصلات، وتحديد اتجاهاتها، والتقاط الموصلات من الحوامل باستخدام ذراع تحكم مؤازر، وإدخال الموصلات في تجاويف محددة باستخدام قوة مضبوطة، والتحقق من تثبيت الموصلات المُدخلة بشكل صحيح باستخدام الرؤية أو مراقبة القوة. ترفض الآلة أي تجميعات معيبة. عادةً ما يكون تصميم هذه الآلة عبارة عن آلة دوارة ذات فهرسة مع تصميم طاولة باستخدام من 4 إلى 16 محطة أو نظام نقل خطي. يسمح لنا كلا النوعين من الآلات بدمج خطوات إضافية ضمن العملية مثل إدخال نوابض الموصلات، وتجميع الملف، وتوصيل قنوات القوس الكهربائي. بما أن هذا حل مخصص غير قياسي، فسوف نقوم بتكييف الآلة لتلبية مواصفات منتجك بناءً على موصلات الطاقة الكهربائية التي لديك (3 رئيسية + 2 مساعدة)، وعدد جهات الاتصال المطلوبة لكل موصل وعدد الوحدات التي تحتاجها يوميًا.
التغذية والإدخال والفحص المتزامنة لتحقيق إنتاجية عالية.
التوجيه والتسليم التلقائي للجهات والحوامل.
قوة وعمق قابلان للبرمجة؛ دقة تحديد المواقع ±0.05 مم.
يكتشف العدسات اللاصقة المفقودة أو المائلة أو غير المثبتة بشكل صحيح في الوقت الفعلي.
الميزات الرئيسية وعملية التجميع




المواصفات الفنية
| نوع الإدخال | جهات الاتصال الرئيسية (مثل، 3 أقطاب) وجهات الاتصال المساعدة (مثل، 1NO+1NC) | |
|---|---|---|
| أنواع الاتصال | موصلات من الفضة والنحاس أو سبيكة الفضة، بأشكال هندسية متنوعة (مسطحة، مقببة)– | |
| مواد التثبيت | اللدائن الحرارية (PA66، PBT) أو اللدائن المتصلبة بالحرارة | |
| نظام التغذية | وعاءان اهتزازيان أو أكثر (موصلات + حوامل)؛ وحدة تغذية الشريط اختيارية. | |
| دقة الإدخال | دقة تكرار الموضع ±0.05 مم، دقة التحكم في العمق ±0.1 مم– | |
| نطاق قوة الإدخال | 5 – 100 نيوتن (يتم التحكم فيها بواسطة محرك مؤازر، قابلة للبرمجة)– | |
| مدة الدورة | 1.5 - 3.0 ثانية لكل اتصال (حسب عدد المحطات) | |
| فحص النظر | كاميرا ثنائية الأبعاد للتحقق من وجود الشخص واتجاهه وعمق جلوسه. | |
| مراقبة القوة (اختياري) | تقوم خلية قياس الحمل بتسجيل منحنى قوة الإدخال؛ ويتم الرفض التلقائي عند الانحراف. | |
| نظام التحكم | وحدة تحكم منطقية قابلة للبرمجة (سيمنز/ميتسوبيشي) مع واجهة مستخدم رسومية، وتخزين الوصفات - |
المزايا التقنية الأساسية
يساهم التكامل بين المحطات المتعددة في التخلص من أخطاء المعالجة.
تتيح طاولة الفهرسة الدوارة التغذية والإدخال والفحص البصري وفرز الرفض في مساحة صغيرة واحدة. لا تلمس الأيدي الموصلات أبدًا، مما يمنع التلوث وعدم المحاذاة.
التحقق البصري في الوقت الفعلي
تتحقق كاميرا عالية الدقة من أن كل نقطة اتصال موجهة بشكل صحيح، ومثبتة بالكامل، وغير مائلة قبل تقدم القطعة. ويتم تحويل التجميعات المرفوضة تلقائيًا دون إيقاف الماكينة.
إدخال يتم التحكم فيه بواسطة محرك مؤازر مع ردود فعل القوة
يطبق ذراع الإمساك المؤازر قوة وعمق إدخال قابلين للبرمجة. وتلتقط خلية مراقبة الحمل الاختيارية منحنى القوة والإزاحة؛ وإذا انحرف المنحنى (مثلاً، حامل مفقود، أو وصلة كبيرة الحجم)، يتم رفض القطعة.
تغيير سريع لنماذج متعددة من الموصلات
تتيح أدوات التغيير السريع (أوعية التغذية، فكوك الإمساك، الأعشاش) والمعلمات القائمة على الوصفات إمكانية التغيير بين تصنيفات الملامسات المختلفة في أقل من 20 دقيقة.
















قصة نجاح عميل - شركة تصنيع موصلات التيار المتردد
كانت إحدى الشركات العالمية المصنعة لموصلات التيار المتردد تعاني من نسبة أعطال تبلغ 2.5% في مواقع العمل بسبب تركيب غير صحيح للموصلات الرئيسية والمساعدة (غير مثبتة بإحكام أو مائلة) التي يتم تركيبها يدويًا. وباستخدام آلتنا الأوتوماتيكية المزودة بنظام رؤية ومراقبة للقوة، تمكنت الشركة من تحقيق ما يلي:
بعد عشرة أشهر، استردت المعدات استثمارها من خلال زيادة الإنتاج وقضت على المشاكل التي واجهها المستهلك فيما يتعلق بمحاذاة نقاط التلامس.
التطبيقات والتكامل
الهندسة والتسليم حسب الطلب
اطلب عرض سعر لماكينة إدخال العدسات اللاصقة حسب الطلب
زودونا بعينات من نقاط التلامس وحواملها، وحددوا حجم الإنتاج المتوقع لمشروعكم. سيقوم فريقنا الهندسي بتطوير نظام إدخال متعدد المحطات مصمم خصيصًا، مزود بميزات رؤية بيئية، بالإضافة إلى تحليل كامل للعائد على الاستثمار.
واتساب: +86 150 5837 0007 | البريد الإلكتروني: xsb@benlongkj.cn | دعم باللغتين الإنجليزية والصينية
لماذا تختار شركة Benlong لأتمتة تجميع الموصلات؟
- أكثر من 15 عامًا في مجال التصميم آلات إدخال التلامس للموصلات والمرحلات AC/DC
- تقنية فهرسة دوارة متعددة المحطات مثبتة
- دمج الرؤية الداخلية ومراقبة القوة
- أدوات تغيير سريعة لنماذج متعددة من الموصلات
- خدمة عالمية ودعم قطع الغيار
تتضمن الآلة المخصصة النموذجية ما يلي
مغذيات الأوعية الاهتزازية (مع حوامل وموصلات) - طاولة فهرسة دوارة مع 4-16 محطة - ماسك مؤازر باستخدام مستشعر قوة - نظام كاميرا رؤية - وحدة تحكم منطقية قابلة للبرمجة مع واجهة مستخدم رسومية (سيمنز) - محول رفض - قفص أمان - أدوات تغيير سريعة - دليل التشغيل - ضمان لمدة عام واحد.
الأسئلة الشائعة
يمكن استخدام كل من أجهزة التلامس الرئيسية (الأكبر حجماً غالباً ما تكون ثلاثية الأقطاب) وأجهزة التلامس المساعدة (الأصغر حجماً، عادةً ما تكون أحادية أو ثنائية القطب) معاً أو بالتتابع في هذه الآلة. ولكل نوع من أنواع هندسة التلامس مواصفات تصنيع خاصة به لحوض التغذية والمقبض.
ستخرج القطع الموجهة بشكل صحيح من أحواض الاهتزاز عبر قضبان توجيه الأدوات. قبل إدخال أي قطعة في الآلة، يقوم نظام الرؤية بتقييم ما إذا كانت موجهة بشكل صحيح أم لا، ويرفض أي قطعة مقلوبة أو غير محاذية بشكل صحيح داخل الآلة.
كجزء من العملية، تحتوي كل محطة على أجهزة استشعار تحدد ما إذا كان هناك حامل متاح للإدخال. إذا لم يكن هناك حامل في محطة الإدخال، فسيتم تخطيها، وسيتم إخطار المشغل بفقدان القاعدة من خلال وضع علامة على المحطة الفارغة.
بالتأكيد! يمكن تكبير الطاولة الدوارة، أو تعديل واجهة الناقل بحيث يمكن تمرير الموصلات الجاهزة إلى الوحدة التالية. إضافةً إلى ذلك، سندعم تبادل البيانات و/أو عمليات الإدخال/الإخراج بين الوحدات باستخدام بروتوكول إيثرنت/آي بي أو مودبوس تي سي بي.
عادةً، باستخدام أدوات منحنية مسبقًا مناسبة (أوعية التغذية، والملاقط، والأعشاش) ومعايير برنامج موحدة، تستغرق عملية تغيير الأدوات ما بين 15 و20 دقيقة. يمكننا مساعدتك بتوفير مجموعات تغيير الأدوات، المتوفرة للشراء كمجموعة كاملة مع علبة منفصلة، ويمكن استبدالها في خمس دقائق أو أقل من تصميمك السابق.
المنتجات ذات الصلة

آلة تجميع أوتوماتيكية للموصلات الرئيسية والمساعدة لموصلات التيار المتردد
عرض التفاصيل
آلة التجميع الآلي لقلب الصمام اللولبي
عرض التفاصيل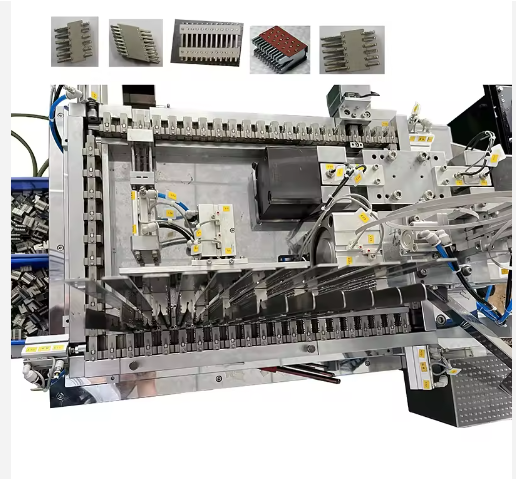
آلة تجميع نصف أوتوماتيكية لقواطع الدائرة المصغرة ذات القوس الكهربائي
عرض التفاصيل
ماكينة تجميع أوتوماتيكية لمشبك كتلة طرفية
عرض التفاصيل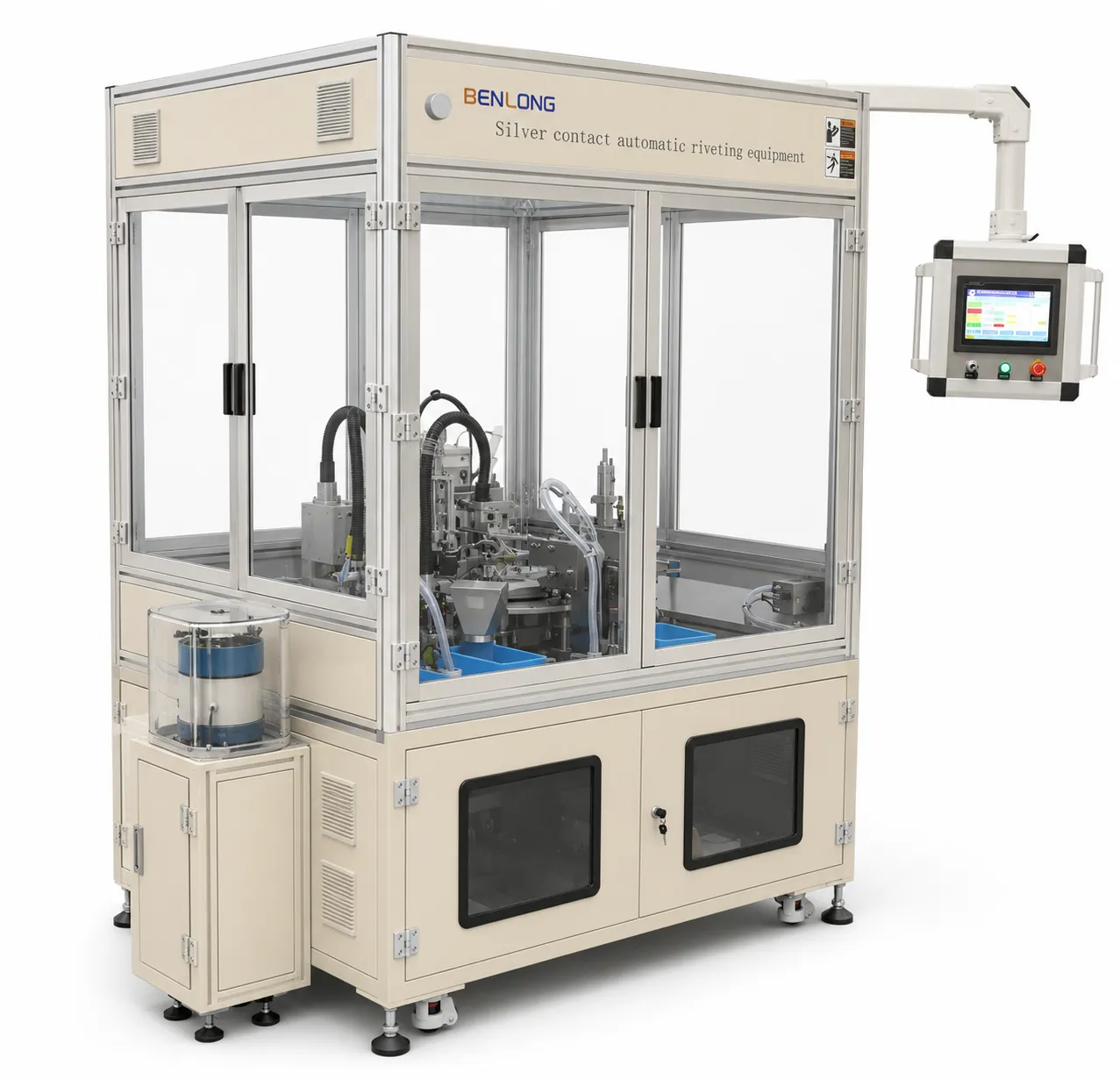
آلة تثبيت أوتوماتيكية لمفتاح حائط ذي موصل فضي
عرض التفاصيل

