
 benlong
benlong 





MCBケージ端子自動組立機
サーボスクリュー駆動式(0.5~5 N・m、精度±5%)のMCBケージ端子自動組立機。 振動フィーディング、リアルタイムトルク監視、ねじ山ずれ検出、自動不良品排除機能を搭載。1端子あたり1.0~2.5秒。迅速な段取り替え、完全なトレーサビリティを実現。MCBの大量生産に最適です。.
高速自動MCBケージ端子組立機
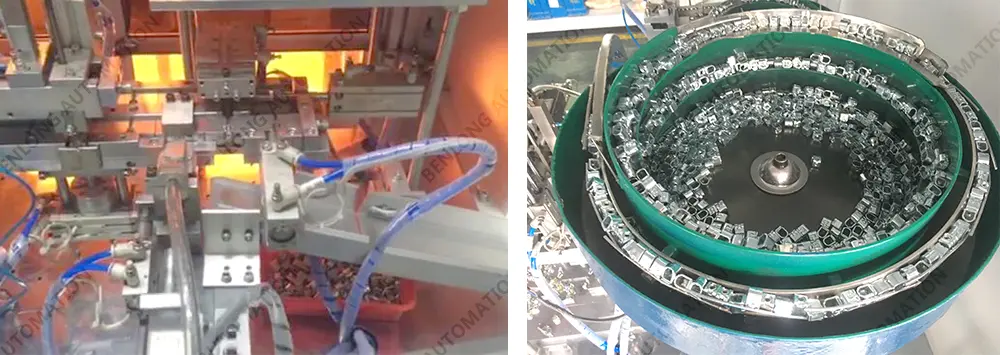
これ MCBケージ端子自動組立機 この装置は、小型回路ブレーカーのケージ端子を大量生産するために設計された、完全自動化ソリューションです。端子部品を正確に位置合わせしてねじ込み、一貫したトルク制御と最大限の生産効率を実現します。この機械は手作業を代替し、人為的ミスを排除するとともに、すべてのユニットが厳密な電気安全仕様に準拠して締め付けられることを保証します。.
主な特長として、端子部品を正確に位置決めする高度な供給システム、プログラム可能なトルクを備えたサーボ制御式電動ドライバー、そしてインテリジェントなエラー検出機能を備えたリアルタイム品質監視システムが挙げられます。センサーがねじ山のずれ、部品の欠落、トルク不足などを自動的に検知し、不良品を即座に選別します。連続運転を想定して設計された本機は、サイクルタイムと運用コストを大幅に削減します。製品の一貫性向上と優れたスループットを求める開閉装置および遮断器メーカーに最適です。.
標準納期:30~45日 | トルク精度:±5% | リアルタイム誤差検出
MCBケージ端子自動組立機とは何ですか?
1 MCBケージ端子自動組立機 は、小型回路ブレーカーで使用されるケージ型端子を組み立てるための特殊な自動システムです。ケージ型端子は、金属製のケージとネジで構成されており、締め付けることで電線を固定します。手作業による組み立てでは、トルクのばらつき、ねじ山のずれ、部品の欠落などが発生しやすく、接続不良や現場での故障につながる可能性があります。この機械は、サーボ制御の電動ドライバーを使用して端子部品を供給、位置合わせ、ねじ込むという全工程を自動化します。リアルタイムのトルク監視により、各ネジがプログラム可能な範囲内で締め付けられていることが保証されます。不良な組み立て(ねじ山のずれやトルク不足など)は自動的に排除されます。この機械は、一貫した電気接触抵抗と信頼性が重要な大量生産に不可欠です。 非標準のカスタムソリューション, お客様の特定の端子形状、ネジサイズ、および生産目標に合わせて機械を調整します。.
ケージ部品およびスクリュー部品用の振動式ボウルフィーダー。.
プログラム可能なトルク(0.5~5.0 N・m)と速度、精度±5%。.
ねじ山のずれ、ネジの欠落、締め付け不足を検出します。.
異なる端末サイズ間の迅速な切り替え(20分以内)。.
組み立て工程と主な特徴




技術仕様
| 組み立て済み部品 | 金属製ケージ+ネジ(MCB用ケージ端子) |
|---|---|
| 適用可能なネジサイズ | M2~M5(カスタマイズ可能) |
| トルク範囲 | 0.5~5.0 N・m(サーボ制御、プログラム可能、精度±5%) |
| 給餌システム | 振動式ボウル(ケージフィーダー+スクリューフィーダー)またはテープ/トレイローディング |
| 組み立てサイクル時間 | 端末あたり1.0~2.5秒 |
| 品質モニタリング | トルク曲線解析、ねじ深さチェック、オプションで目視検査 |
| 不良品の排除 | ねじ山がずれている、またはトルク不足のアセンブリを自動的に取り外します。 |
| 制御システム | HMIを備えたPLC(シーメンス/三菱)、20種類以上の製品に対応したレシピ保存機能 |
| データ出力 | トルク値、サイクル数、合否ログ。USBまたはMES(OPC UA/Modbus) |
| 電源と空気供給 | 380V ±10% 50Hz | 圧縮空気 0.5~0.7MPa |
主要な技術的利点
手動トルクのばらつきを解消します
手動によるねじ締めではトルクのばらつきが生じ、接続不良やねじ山の破損につながります。サーボドライバーはすべての端子に同じトルク(±5%の精度)をかけるため、電気的な接触抵抗が一定に保たれ、防火安全性が確保されます。.
リアルタイムのクロススレッド検出
トルク監視システムは、異常なトルク曲線(例えば、急激な低下や上昇)を検出します。ねじ山のずれやねじの欠落が発生した場合は、機械が即座に部品を拒否し、不良品が顧客の手元に届くのを防ぎます。.
異なる端子サイズへの迅速な切り替え
MCBの定格電流によって、ケージとネジのサイズが異なります。クイックチェンジツール(フィーダーアウトレット、ドライバービット、ネスト)とレシピベースのパラメータにより、20分以内に切り替えが可能です。.
完全な生産トレーサビリティ
組み立てられた各端子のトルク値、サイクルタイム、合否判定結果を記録し、バーコードと紐付けることができます。USBまたはMESインターフェースを介したデータエクスポートは、品質監査やプロセス改善に役立ちます。.
















顧客成功事例 – MCBメーカー
大手MCBメーカーは、1シフトあたり600個のケージ端子を手作業で組み立てており、不良率(ねじ山のずれや緩み)は3%でした。 自動ケージターミナル組立機, 彼らは以下のことを達成した。
その機械は6ヶ月で元が取れ、端子ネジの緩みに関する顧客からの苦情もなくなった。.
アプリケーションと統合
カスタム設計・納品
カスタムケージターミナルアセンブリの見積もりを依頼する
ケージとねじのサンプル、および生産目標量をお送りください。当社のエンジニアが、サーボねじ駆動、トルク監視、クイックチェンジツールを備えた、お客様のニーズに合わせた組立機を設計いたします。投資対効果(ROI)分析も併せてご提供いたします。.
WhatsApp: +86 150 5837 0007 | メール: xsb@benlongkj.cn | 英語・中国語対応
ターミナル組立自動化にBenlongを選ぶ理由とは?
- 15年以上のデザイン経験 自動ねじ締め機 電気部品用
- 実績のあるサーボトルク制御(精度±5%)とリアルタイムモニタリング
- 社内製フィーダーおよびスクリュードライバーツールの設計 – 迅速なカスタマイズ
- 複数の端子サイズに対応するクイックチェンジツール
- グローバルなサービスおよびスペアパーツサポート
一般的なカスタムマシンには以下が含まれます
振動式ボウルフィーダー(ケージ+スクリュー)・トルクセンサー付きサーボ電動スクリュードライバー・部品存在・トルク監視システム・HMI付きPLC(シーメンス製)・安全エンクロージャー・クイックチェンジツールセット・不良品ビン・取扱説明書・1年間保証
よくある質問
このサーボドライバーは、0.5~5.0N・mの範囲でプログラム可能なトルクを提供し、ほとんどのMCBケージ端子(M2~M5ネジ)に適しています。より大型の端子向けには、最大15N・mまでのカスタムトルク範囲も利用可能です。.
トルク監視システムは、リアルタイムのトルク曲線を保存されたプロファイルと比較します。トルクが異常に速く上昇した場合、または目標値に達しなかった場合、システムはねじ山の交差エラーを検出し、組み立てを拒否します。.
はい。給餌ボウル、ドライバービット、巣は、お客様の端末サンプルに合わせて設計されています。クイックチェンジツールにより、異なる端末シリーズ間の切り替えは20分以内に完了します。.
ねじの欠落は、フィーダーのねじ存在センサーまたはトルク曲線(抵抗なし)によって検出されます。機械はそのサイクルを拒否し、必要に応じてアラームを作動させます。.
はい。各アセンブリについて、最大トルク、最終トルク、および合否判定を記録できます。データはUSB経由でエクスポートするか、イーサネット(OPC UA/Modbus TCP)経由でMESに直接エクスポートできます。.







