benlong
benlong 



Solutions combinées d'assemblage et d'impression
Le projet initial d'une nouvelle ligne de production pour l'entreprise de fabrication de dispositifs filaires prévoyait deux zones distinctes : l'une pour des cellules d'assemblage automatisées destinées à la fabrication des interrupteurs, et l'autre pour l'impression par tampographie des plaques frontales assemblées. Entre ces deux zones, une chaîne de manutention manuelle aurait nécessité le transport de cartons d'interrupteurs non imprimés dans un couloir. La logistique aurait été complexe, le coût des encours de production (pièces en stock en attente de finalisation) élevé, et le risque d'endommagement des matériaux par mauvaise manipulation important. Le projet final a permis de supprimer le couloir en intégrant l'assemblage des interrupteurs et la tampographie sur une seule ligne de production. L'interrupteur y est assemblé, imprimé, contrôlé et emballé sans aucune attente. Grâce à cette intégration, le délai de production (durée totale de l'opération) a été réduit de 331 TP3T, et les dommages causés aux pièces par la manutention manuelle (rayures, traces de doigts, etc.) ont été éliminés.
C’est le principe sur lequel repose le processus combiné d’assemblage et d’impression, ou flux de production intégré. Il ne s’agit pas d’une machine en particulier, mais d’un concept de conception qui intègre l’assemblage mécanique d’un produit et l’application de son marquage d’identification (marque, classification, certification, instructions) au sein d’une automatisation unique et cohérente. Pour tout fabricant qui assemble et marque un produit, comprendre comment combiner ces deux processus, traditionnellement distincts, lui ouvre la voie à une réduction des coûts, une meilleure qualité et une usine de fabrication plus simple.
Qu'est-ce qu'un système combiné d'assemblage et d'impression ?
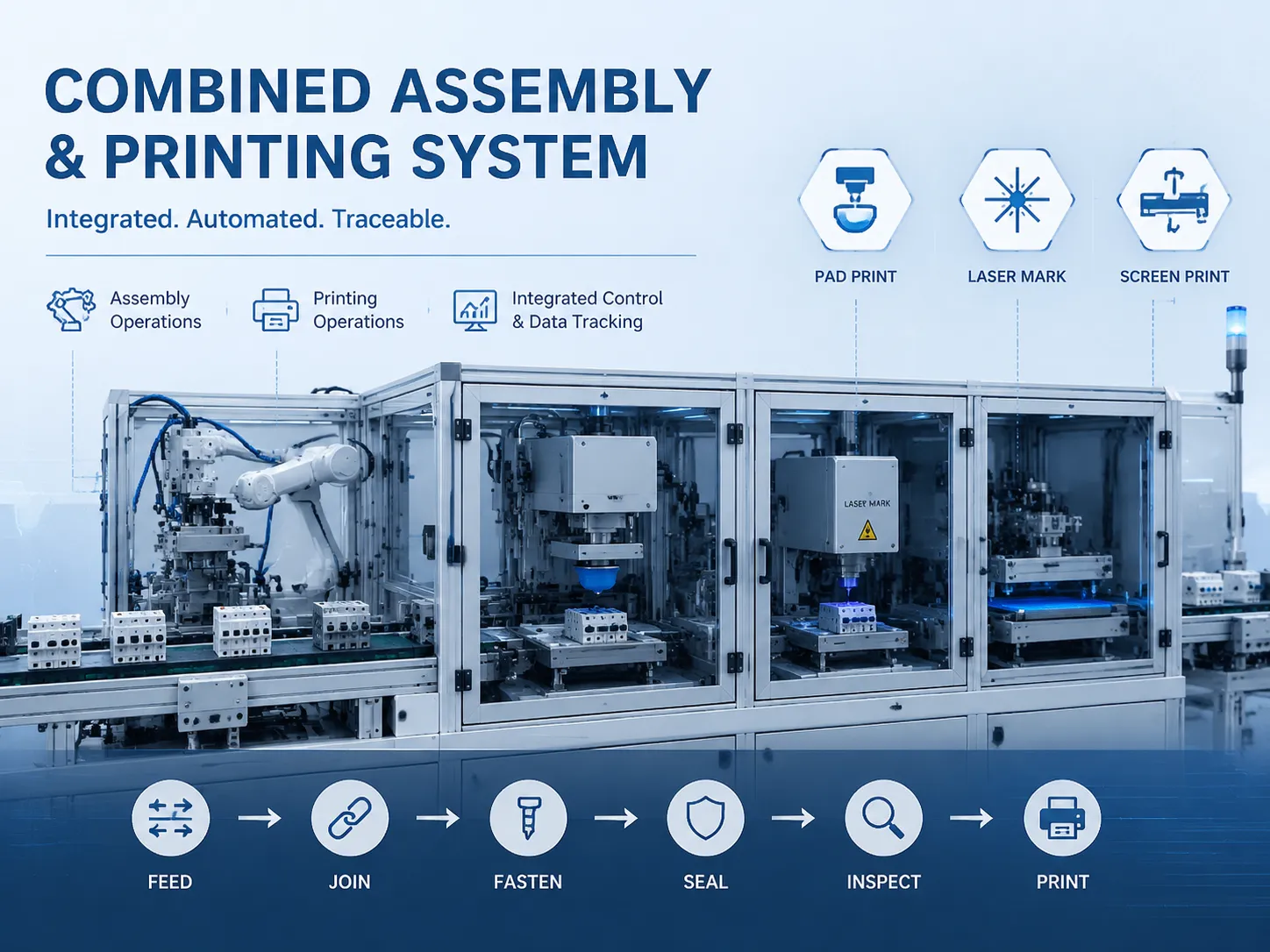
Dans un système combinant assemblage et impression, la production d'un produit fini s'effectue par une série d'opérations (alimentation, assemblage, fixation, scellage et contrôle) et une série d'opérations de finition (tampographie, sérigraphie, marquage laser ou impression jet d'encre). Ces opérations sont coordonnées mécaniquement et numériquement au sein d'une cellule/ligne de production intégrée. Le produit passe directement de sa position d'assemblage finale à l'imprimante par un système alternatif (convoyeur, table rotative à mouvement continu ou transfert robotisé), sans stockage intermédiaire ni manutention manuelle. Les zones d'assemblage et d'impression bénéficient d'une architecture de contrôle unique et d'un système MES (Manufacturing Execution System) ou SCADA (Supervisory Control & Data Acquisition) unique qui centralise le suivi des données de production sur chaque unité, de l'assemblage à l'impression.
La tampographie, le marquage laser et la sérigraphie sont les méthodes d'impression les plus couramment utilisées sur les chaînes de production. Elles conviennent à l'impression sur tous types de surfaces, y compris les formes courbes ou irrégulières (tampographie), les marquages permanents à contraste élevé sur les plastiques et les métaux (marquage laser) et les surfaces planes telles que les panneaux et les étiquettes (sérigraphie). Parmi ces trois technologies d'impression, la tampographie est la plus répandue car le tampon en silicone épouse parfaitement les surfaces non planes des corps de disjoncteurs, des plaques frontales d'interrupteurs et des boîtiers de contacteurs. Pour mieux comprendre le processus de tampographie, consultez notre guide sur Qu'est-ce qu'une machine de tampographie ? explique la technologie en détail.

Pourquoi combiner assemblage et impression ? L’argument en faveur de l’efficacité
L'efficacité peut être accrue en combinant l'impression, l'assemblage et la création de nouvelles opportunités grâce à un processus continu plutôt qu'à des environnements complètement séparés.
- Élimination des stocks de travaux en cours (WIP). Dans une configuration standard, les pièces imprimées et assemblées sont stockées en attente d'impression sur des racks. Ce stockage immobilise des liquidités et de l'espace au sol, et expose les pièces assemblées à des risques de dommages, de gel ou d'obsolescence. La ligne combinée élimine ce stockage en imprimant les pièces assemblées immédiatement après leur assemblage, ce qui signifie qu'il n'y a aucun encours entre ces deux processus.
- Dommages liés à la manutention réduits. Il existe désormais un risque d'endommagement de la pièce lors de sa manipulation (prise en main, dépose, mise en boîte, ouverture, etc.). Une ligne de production intégrée a permis d'éliminer toutes les étapes de manipulation entre l'assemblage et l'impression, et par conséquent tous les défauts associés à ces étapes.
- Traçabilité immédiate. Lorsque les stations d'assemblage et d'impression sont connectées numériquement, le numéro de série, les valeurs de couple et les données d'étalonnage peuvent être imprimés directement ou encodés dans une matrice de données à la station suivante. La traçabilité est un enjeu de plus en plus important dans les secteurs de l'automobile, du médical et de la certification électrique. Les études menées par McKinsey & Company sur la fabrication intégrée montrent systématiquement que la suppression des processus déconnectés (c'est-à-dire des flux de travail) est essentielle pour améliorer la productivité et réduire les défauts.
- Logistique simplifiée. Une chaîne de montage conçue pour recevoir ses matières premières d'un site et produire ses produits finis, imprimés et contrôlés, dans un autre. Cette chaîne ne comporte aucune interface client/fournisseur interne : il n'y a donc aucun transfert de produit entre l'assemblage et l'impression, ni aucun document de transfert ou problème de planification entre l'imprimerie et l'assemblage.
Comment choisir entre les différentes approches
Le degré d'intégration des fonctions d'assemblage et d'impression dépend du produit, du volume et des exigences d'impression. Le tableau ci-dessous fournit un cadre pour cette décision.
| Approche | Idéal pour | Débit typique | Investissement en capital |
|---|---|---|---|
| Assemblage manuel + impression manuelle (deux bancs séparés) | Faible volume, forte mixité ; production pilote ; produits avec des modifications d’impression peu fréquentes | 50 à 200 unités par quart de travail | $5 000–$20 000 |
| Assemblage semi-automatisé + impression semi-automatisée (deux cellules connectées) | Volume moyen ; plusieurs variantes de produits ; marquage critique de qualité | 300 à 800 unités par quart de travail | $50 000–$150 000 |
| Ligne d'assemblage et d'impression entièrement intégrée | Production à grand volume ; gamme de produits unique ; traçabilité des données imprimées requise | 1 000 à plus de 5 000 unités par quart de travail | $150 000–$500 000+ |
Là où l'assemblage et l'impression combinés offrent la plus grande valeur
Les secteurs qui tirent le plus grand profit de l'intégration des solutions d'assemblage et d'impression sont notamment ceux où un marquage permanent (ayant des conséquences réglementaires et/ou juridiques) est requis et où le produit doit avoir été assemblé mécaniquement avant de recevoir ce marquage.
Dispositifs de protection électrique (disjoncteurs, interrupteurs, contacteurs)
Un disjoncteur miniature doit comporter un calibre nominal, une courbe de déclenchement, une marque et un marquage de certification afin d'identifier ses caractéristiques de protection. Ces marquages ne sont pas purement décoratifs ; ils permettent l'identification légale du dispositif et attestent de ses propriétés de protection. Si la ligne d'assemblage qui calibre et teste les disjoncteurs miniatures (MCB) est directement reliée à une station de tampographie pour imprimer le calibre nominal réel sur le MCB, ce dernier est correctement marqué. Si un MCB échoue à l'étalonnage, le calibre nominal ne peut être imprimé. Il ne sera imprimé que s'il réussit les tests d'étalonnage. Cette traçabilité en boucle fermée est la norme d'excellence en matière de certification électrique (IE) et est assurée par Benlong Automation grâce à des lignes de production entièrement intégrées pour les MCB et les disjoncteurs boîtier moulé (MCCB). Un Ligne d'assemblage automatique MCB peut être intégré à une station de tampographie — ou à une station de marquage laser pour des marques permanentes à contraste élevé — afin que le disjoncteur assemblé et calibré soit imprimé et inspecté avant d'atteindre la station d'emballage.
Composants automobiles
Les boîtiers de commutateurs, de capteurs et d'actionneurs pour applications automobiles comportent des références, des logos de constructeurs et des codes de date qui doivent résister à la chaleur, aux vibrations et à l'exposition à divers produits chimiques tout au long de la durée de vie du véhicule. L'intégration d'une cellule d'assemblage et de marquage laser en une seule opération réduit le risque d'erreurs de marquage susceptibles d'entraîner des rejets dans la chaîne d'approvisionnement.
Dispositifs médicaux et de diagnostic
L'utilisation d'encres biocompatibles et une traçabilité complète, de la fabrication à l'impression, sont indispensables à la production de corps de seringues, de boîtiers d'inhalateurs et de cartouches de diagnostic. Le recours à une salle blanche intégrée avec vérification visuelle de chaque impression permet de constituer la documentation validée requise pour les demandes d'autorisation réglementaires.
Électronique grand public
Une cellule d'assemblage/impression combinée, à la conception flexible, représente une alternative intéressante à une ligne de production dédiée, car les cycles de vie des produits sont généralement courts et des modifications esthétiques ou de conception sont souvent nécessaires. Cette même cellule peut être reprogrammée pour imprimer un logo différent ou une nouvelle couleur en moins de 10 minutes, sans incidence sur la séquence d'assemblage.
Principaux fabricants d'intégration d'assemblage et d'impression
Le marché pour solutions combinées d'assemblage et d'impression Cela inclut les fabricants de machines d'impression spécialisées, les intégrateurs de systèmes d'automatisation et les entreprises qui développent ces deux capacités en interne. Voici les principales sources de cette technologie.
- Tampoprint AG (Allemagne): Tampoprint, l'un des plus anciens fabricants mondiaux de machines de tampographie, conçoit des cellules d'impression automatisées sur mesure et possède une solide expérience dans l'intégration de ses imprimantes aux chaînes de montage. Tarifs premium, service international.
- Imprimante à tampon Kent (USA): Spécialisée dans les équipements de tampographie et l'automatisation sur mesure pour les industries électrique et électronique. Reconnue pour ses stations d'impression robustes et de qualité industrielle.
- Keyence (Japon): Leader mondial du marquage laser et de la vision industrielle, Keyence intègre fréquemment ses marqueurs laser dans des cellules combinées d'assemblage et de marquage, grâce à des intégrateurs tiers.
- Benlong Automation (Chine) : Benlong conçoit des lignes d'assemblage et de test intégrées pour l'industrie électrique, incluant l'intégration de stations de tampographie ou de marquage laser dans la séquence de production. Spécialisée dans l'assemblage et l'étalonnage des dispositifs de protection (disjoncteurs miniatures, disjoncteurs de puissance, disjoncteurs à courant alternatif et contacteurs), Benlong propose des lignes combinées conçues sur mesure pour répondre aux exigences spécifiques de marquage, de test et de cadence de production de ce secteur. Une ligne d'assemblage et de marquage de disjoncteurs Benlong comprend les stations d'assemblage, les bancs d'étalonnage et de test, l'imprimante à tampographie et le système d'inspection visuelle qui vérifie chaque marquage avant la sortie du disjoncteur de la ligne.
Foire aux questions
Quels sont les deux types d'assemblage ?
Il existe deux principaux types d'assemblage : l'assemblage manuel (où des opérateurs utilisent des outils manuels ou électriques) et l'assemblage automatisé (où des machines exécutent une séquence d'étapes programmées par ordinateur). Entre ces deux formes d'assemblage, on trouve une méthode appelée assemblage semi-automatisé, où les pièces sont manipulées manuellement pour les processus flexibles, puis automatisées pour les processus les plus critiques.
Quelle est la différence entre l'assemblage en co-production et l'assemblage individuel ?
Co-assemblage L'assemblage intégré (ou combiné) désigne une technique de fabrication qui regroupe deux opérations ou plus, telles que l'assemblage ou l'impression, au sein d'un même processus ou d'une même ligne de production. Auparavant, l'assemblage monofonctionnel était réalisé sur des postes de travail isolés, chacun effectuant une opération distincte. Grâce à l'assemblage intégré, le nombre de pièces à manipuler est réduit, les stocks sont moindres et le délai entre la production des pièces (ou délai de livraison) est considérablement diminué.
Qu'est-ce qu'un exemple de sous-ensemble ?
Un sous-ensemble est un groupe de composants produit séparément puis intégré à un autre produit. Dans les disjoncteurs miniatures, le porte-contacts (l'ensemble constitué des contacts en alliage d'argent fixés au bras en cuivre par rivets ou soudures) est un sous-ensemble qui est ensuite placé dans le boîtier du disjoncteur.
Que signifie “ assemblage ” ?
Dans la production de biens, l'assemblage consiste à relier des pièces développées indépendamment jusqu'à obtenir l'objet ou la pièce désirée. Cet assemblage peut comprendre la fixation, le soudage, l'emboîtement/le pressage de pièces mécaniques, le collage entre différents matériaux et l'insertion de composants électriques ; il peut être réalisé manuellement, semi-automatiquement ou de manière entièrement automatisée.
Références
- McKinsey & Company — Fabrication numérique et Industrie 4.0 — Recherche sur l’impact de la fabrication intégrée en flux continu sur la productivité et la qualité.
- Tampoprint AG — Solutions de tampographie personnalisées — Fabricant allemand de machines de tampographie et de cellules d'automatisation intégrées.
- Keyence — Marquage laser et vision industrielle — Systèmes de marquage laser et inspection visuelle pour les applications combinées d'assemblage et de marquage.
- Imprimante à tampon Kent — Équipement d'impression industrielle — Fabricant américain de machines de tampographie pour applications électriques et industrielles.
A solution combinée d'assemblage et d'impression Ce procédé transforme deux opérations en un seul flux. Il élimine la manutention, la gestion des stocks et le délai entre la dernière étape d'assemblage et la première impression. Pour un fabricant d'appareils de protection électrique, cela se traduit par un disjoncteur assemblé, calibré et imprimé en une seule opération, avec une valeur nominale imprimée sur le boîtier correspondant exactement au résultat du test enregistré dans la base de données. Benlong Automation conçoit des lignes de production combinées qui assurent cette intégration, car le marquage sur le produit constitue la vérification finale de la conformité de l'assemblage.