
 Benlong
Benlong 




Automatische Produktionslinie für Kontrollleuchten
Vollautomatische Produktionslinie für Signalleuchten in Industrie und Haushalt. Integriert Kupferblecheinfügung, Leiterplattenbestückung, Nieten, Verschrauben, Tampondruck und Verpackung. Hohe Geschwindigkeit, stabiler Betrieb, reduzierte Arbeitskosten. Anpassbar an LED-Signalleuchten. Kontaktieren Sie Benlong für ein Angebot.
Vollautomatische Produktionslinie für Kontrollleuchten
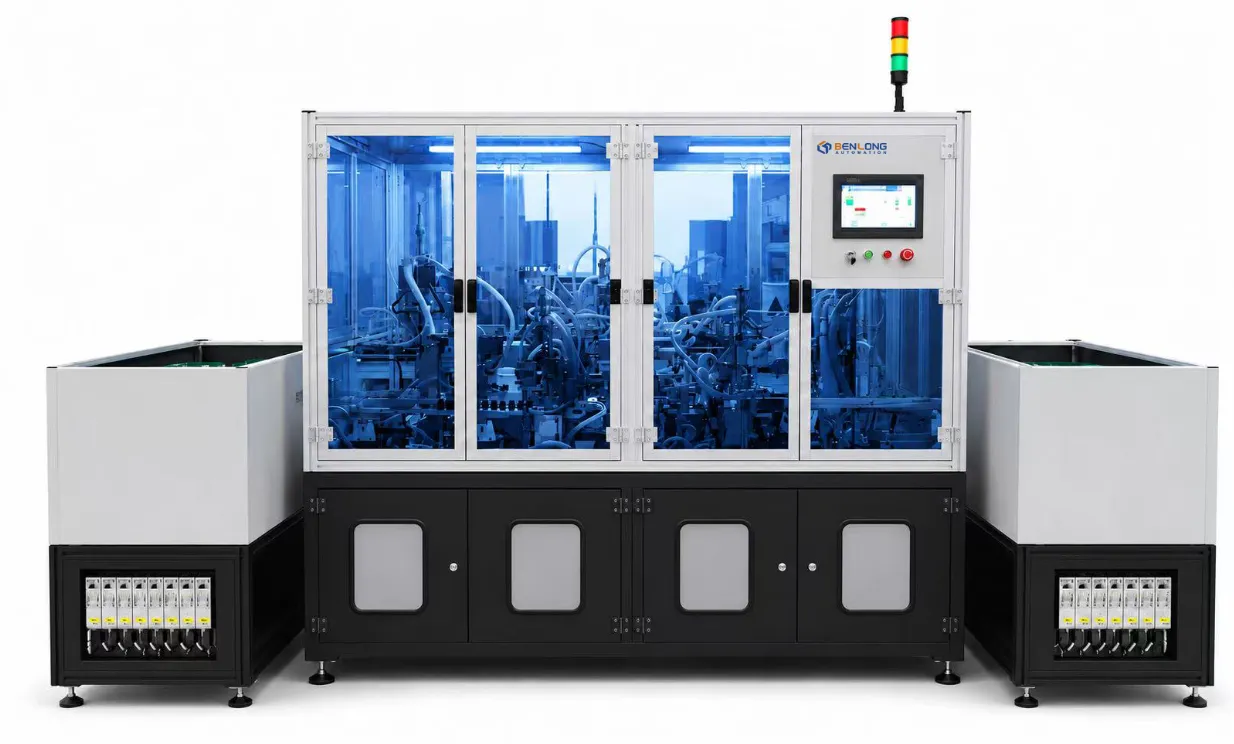
Das automatische Fertigungssystem für Kontrollleuchten ist ein Komplettpaket zur Herstellung von Signalleuchten, industriellen und privaten Signalleuchten sowie LED-Anzeigelampen. Alle Fertigungsschritte (Einlegen der Kupferbleche, Bestückung der Leiterplatten, Vernieten des Gehäuses, Verschrauben, Tampondruck und Verpackung) sind automatisiert. Das System ist für die Serienfertigung in hoher Qualität bei gleichzeitig deutlich reduziertem Personalaufwand ausgelegt.
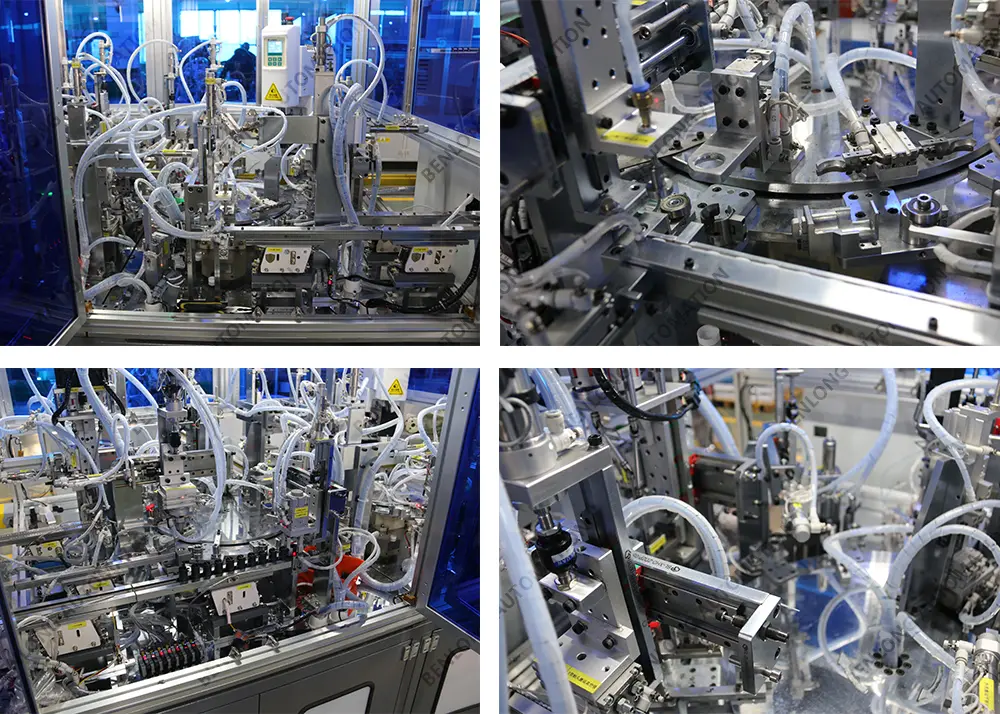
Diese Fertigungslinie integriert Roboterarme, servogesteuerte Nietsysteme, automatische Schraubstationen und einen Tampondrucker zum Bedrucken mit Logos oder Leistungsdaten. Zu den Hauptfunktionen gehören das Einbetten von Kupferblechen auf Leiterplatten, die Leiterplattenplatzierung, das zweistufige Vernieten (für elektrische Steckverbinder), das automatische Anziehen der Muttern mit O-Ringen zur Abdichtung, der Tampondruck von Logos/Leistungsdaten und das abschließende Vernieten zum Verschließen der Abdeckungen. Jede der Arbeitsstationen wird von einer zentralen SPS mit HMI gesteuert, die die Echtzeitüberwachung der Abläufe und die Umstellung auf neue Produktionsprogramme ermöglicht. Die normale Produktionsleistung der Linie beträgt 1200 bis 2000 Baugruppen pro Stunde., abhängig von der Konfiguration der Geräte.
Standardlieferzeit: 30–60 Tage | Amortisationszeit in der Regel 8–14 Monate | Anpassbar für LED- und Neonanzeigen
Definition der automatisierten Montagelinie für Kontrollleuchten
Ein Automatische Produktionslinie für Kontrollleuchten Diese vollautomatische Montageanlage ist speziell für die Herstellung von Kontrollleuchten, Anzeigetafeln und LED-Kontrollleuchten konzipiert. Die Anlage ermöglicht die sequentielle Montage mechanischer und elektrischer Komponenten. Der Prozess umfasst folgende Schritte: Einsetzen von leitfähigen Kupferbauteilen, Platzieren von Leiterplatten, Vernieten von Kontakten, Anbringen von Schrauben und Muttern (einschließlich Gummidichtungsringen), Aufbringen von Markierungen im Tampondruckverfahren und abschließendes Vernieten des Sockels. Die Anlage kommt ohne manuelle Eingriffe aus und gewährleistet so, dass jede gefertigte Kontrollleuchte den gleichen hohen elektrischen und mechanischen Standards entspricht. Die Anlage eignet sich besonders für Hersteller von industriellen Schaltschränken, Haushaltsgeräten, Armaturenbrettern für Fahrzeuge und Signalanlagen.
Kupfereinführung → Leiterplattenplatzierung → Vernieten (2x) → Verschrauben → Muttern anziehen + Gummiring → Tampondruck → Deckelabdichtung → Endvernieten.
Die bildgesteuerten Roboter positionieren Kupfer- und Leiterplattenbauteile präzise. Nietkraft und Schraubendrehmoment werden digital geregelt.
An den kritischen Montagepunkten können optional eine elektrische Durchgangsprüfung, eine Überwachung der Nietkraft und eine Sichtprüfung hinzugefügt werden.
Ermöglicht es Herstellern, innerhalb von weniger als 30 Minuten mithilfe von vorgefertigten Einstellungen zwischen verschiedenen Größen von Kontrollleuchten (8 mm, 12 mm, 16 mm, 22 mm) umzuschalten.
Maschinenmerkmale und Montageprozess




Technische Spezifikationen
| Anwendbare Indikatortypen | Industrielle Kontrollleuchten, LED-Anzeigen, Neon-Signallampen, 8/12/16/22 mm Einbaugrößen |
|---|---|
| Produktionskapazität | 1.200 – 2.000 Einheiten/Stunde (abhängig von der Komplexität) |
| Hauptmontagestationen | Kupfereinführung · Leiterplattenbestückung · Nieten (2 Stationen) · Automatisches Einschrauben · Muttern mit Gummiring anziehen · Tampondruck · Deckelversiegelung · Endvernietung |
| Nietmethode | Servogesteuertes Pressnieten, Kraft bis zu 5 kN, Genauigkeit ±21 TP3T |
| Schrauben- und Mutternfestziehen | Automatischer Schraubendreher (Drehmomentbereich 0,2–1,5 Nm); Anziehen der Mutter mit Gummiringauflage |
| Tampondruck | 1–2 Farben, automatisches Farbbehältersystem, Schnellwechsel-Klischeehalter |
| Steuerungssystem | SPS (Siemens/Mitsubishi) mit HMI-Touchscreen, Rezeptspeicher für bis zu 20 Produktmodelle |
| Stromversorgung | 380 V ±101 TPS 3T 50 Hz | Druckluft 0,5–0,7 MPa |
| Optionale Module | Elektrische Durchgangsprüfung, LED-Helligkeitsprüfung, Sichtprüfung der Logoqualität, automatisierte Verpackung |
Wichtigste Vorteile der integrierten Montagelinie
Reduzierung der Arbeitskosten
Ersetzt 8–12 manuelle Montagearbeiter durch einen Maschinenbediener. Amortisation in der Regel innerhalb von 8–14 Monaten.
Konstante elektrische Zuverlässigkeit
Automatisiertes Nieten und Anziehen von Schrauben eliminieren menschliche Abweichungen und gewährleisten so einen stabilen Kontaktwiderstand und eine zuverlässige Abdichtung.
Kompakte modulare Bauweise
Jede Station ist als unabhängiges Modul konzipiert, was zukünftige Erweiterungen ermöglicht (z. B. Hinzufügen eines Testers oder Packers).
Rückverfolgbarkeit bereit
Ein optionales Barcode-Lesegerät und ein Datenprotokollierungssystem erfassen die Montageparameter pro Einheit, um eine vollständige Rückverfolgbarkeit zu gewährleisten.
Von Branchenführern geschätzt












Kundenerfolgsgeschichte
Ein europäischer Hersteller von industriellen Schaltschränken sah sich mit hohen Lohnkosten und uneinheitlicher Nietqualität bei 22-mm-LED-Anzeigen konfrontiert. Nach der Einführung dieses Systems Automatische Produktionslinie für Kontrollleuchten:
Das Projekt amortisierte sich innerhalb von 11 Monaten und ermöglichte es dem Unternehmen, mit der steigenden Nachfrage nach seinem Produkt Schritt zu halten, ohne die Anzahl der Mitarbeiter zu erhöhen.
Anwendungs- und Produktionsflexibilität
Standardlieferung und Inbetriebnahme
Fordern Sie ein Angebot für eine kundenspezifische Produktionslinie für Kontrollleuchten an.
Senden Sie uns Ihre Muster, Zeichnungen oder die gewünschte Lichtstärke Ihrer Kontrollleuchten. Unsere Ingenieure entwickeln eine maßgeschneiderte Montagelinie für Ihre spezifische LED- oder Neon-Kontrollleuchte.
WhatsApp: +86 150 5837 0007 | E-Mail: xsb@benlongkj.cn | Support in Englisch und Chinesisch
Warum Benlong für die Automatisierung von Kontrollleuchten wählen?
- Mehr als 15 Jahre Erfahrung im Designbereich Automatische Produktionslinien mit Kontrollleuchten für globale Marken
- Bewährte Integration von Nieten, Schrauben und Tampondruck in einer Linie
- Servogesteuertes Nieten mit Kraftüberwachung für gleichmäßigen Kontaktwiderstand
- Modulares Design – Test- oder Verpackungsstationen können später hinzugefügt werden.
- Weltweiter Kundendienst (Europa, Asien, Amerika, Naher Osten)
Standardleistungen
Kupferbestückungs- und Leiterplattenbestückungseinheiten · 2 Servonietstationen · Automatisches Schraub- und Mutternziehmodul (mit Gummiringzuführung) · Tampondruckmaschine (1 Farbe) · Deckelversiegelungs- und Endnieteinheit · SPS mit HMI · Schutzgehäuse · Ein Satz Wechselteile für eine Anzeigegröße
Verwandte Lösungen
Häufig gestellte Fragen
Diese Produktionslinie fertigt runde Kontrollleuchten mit Standardgrößen von 8 mm, 12 mm, 16 mm, 22 mm und kann mit kundenspezifischen Werkzeugen auch rechteckige und miniaturisierte Größen herstellen.
Die Produktlinie bietet optional elektrische Prüfungen (Durchgangsprüfung, LED-Helligkeit, Polarität), die nach der Endmontage integriert werden können. Wir empfehlen die Hinzufügung eines Testmoduls, um höchste Qualitätssicherung zu gewährleisten.
Ja, beide Kontrollleuchten werden nach einem ähnlichen Verfahren montiert. Bei der Montage von LED-Panel-Kontrollleuchten ist jedoch die korrekte Handhabung der Leiterplatte entscheidend. Unsere Fertigungslinie ist für die Montage von LED- und Neon-Kontrollleuchten ausgelegt. Daher passen wir die Leiterplattenmontage und die Verschraubung an Ihr individuelles Design an.
Die Umstellung elektrischer Parameter (Farbe und Spannung) erfolgt über die entsprechende Funktion im HMI – mechanische Änderungen an den Maschinen sind nicht erforderlich. Bei Kontrollleuchten mit unterschiedlichen Abmessungen (z. B. 16 mm vs. 22 mm) dauert die Umstellung etwa 30 Minuten Werkzeugwechsel.
Die Linie erzeugt zwischen 9.600 und 16.000 Einheiten pro 8-Stunden-Schicht (1.200–2.000 pro Stunde), abhängig von der Anzahl der parallelen Stationen und der Komplexität des Indikators.
Verwandte Produkte

Automatische Produktionslinie für Überspannungsschutzgeräte (SPD)
Details anzeigen
Automatische Produktionslinie für Einphasenzähler
Details anzeigen
MCB-Automatikprüflinie
Details anzeigen
MCCB-Automatisierungslinie
Details anzeigen
MCB-Automatisierungslinie
Details anzeigen

