
 benlong
benlong 



Что такое автоматизированная линия тестирования автоматических выключателей? Полное техническое руководство.
Реальная производственная задача: “Нам нужно было тестировать 2000 автоматических выключателей за смену, но ручное тестирование давало непостоянные результаты по времени срабатывания и не позволяло отследить их работу. Наши покупатели начали запрашивать данные по каждому отдельному устройству, а мы не могли их предоставить”.”
— Менеджер по качеству, средний по размеру производитель электротехнической продукции.
Ан Автоматизированная линия тестирования автоматических выключателей Это полностью интегрированная система, автоматизирующая калибровку, проверку работоспособности и контроль качества миниатюрных автоматических выключателей (МАВ). Благодаря сочетанию высокоточных источников постоянного тока, ПЛК-управления и многопозиционных испытательных блоков, она исключает ошибки ручных измерений и обеспечивает высокую производительность. 1800–2400 единиц в час – намного превосходя любой ручной процесс.
Данное руководство охватывает следующие темы:
- Почему ручное тестирование неэффективно при современных объемах производства.
- Как работает автоматизированная линия тестирования автоматических выключателей, станция за станцией.
- Основные технические характеристики и данные о производительности
- Прямое сравнение: автоматическое и ручное тестирование
- соответствие стандартам IEC и GB
- Часто задаваемые вопросы о линиях тестирования автоматических выключателей

Почему ручное тестирование не справляется с современным производством автоматических выключателей.
При объемах производства в тысячи единиц за смену ручное тестирование неизбежно создает три проблемы:
- Несоответствие. Человек-испытатель не может подавать ток с точностью, требуемой стандартом IEC 60898-1. Даже небольшие отклонения в испытательном токе или времени приводят к ненадежным решениям о прохождении/непрохождении испытания.
- Узкое место в скорости. Квалифицированный техник может тестировать 60–80 единиц в час. Автоматизированная линия обрабатывает 1800–2400 единиц в час, что в 25–30 раз превышает производительность.
- Пробелы в отслеживаемости. Ведение записей вручную неполно и затрудняет их проверку. Международные покупатели все чаще требуют данных испытаний на уровне отдельных единиц продукции. Автоматизированная производственная линия автоматически проставляет временные метки и сохраняет каждый результат.
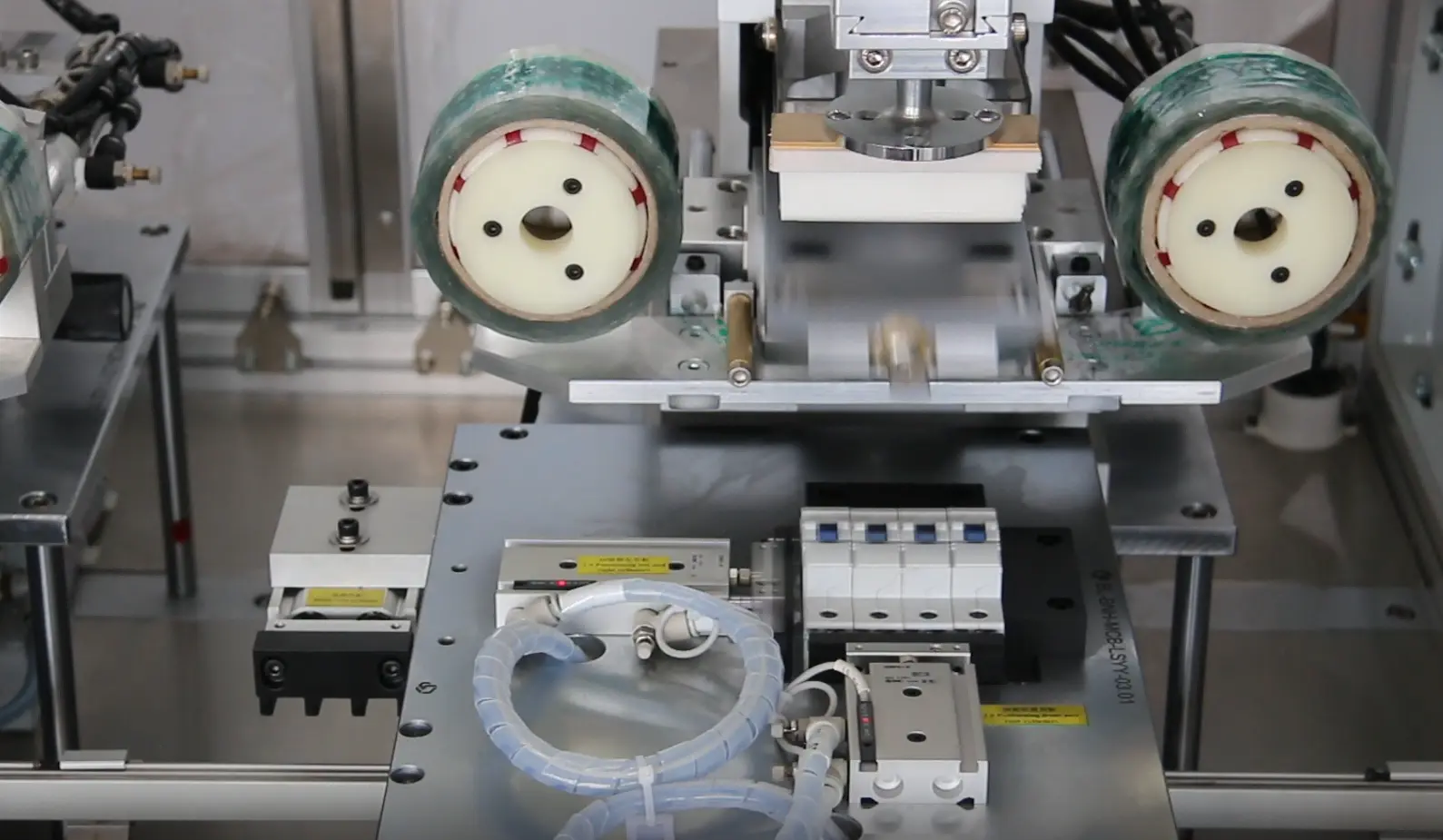
Как работает автоматизированная линия тестирования автоматических выключателей: пошагово, по станциям.
Полностью автоматизированная линия тестирования автоматических выключателей группирует функции в последовательные станции. Устройства автоматически перемещаются между станциями, а вышедшие из строя устройства перенаправляются без прерывания потока в линии.
Станция 1 – Автоматическая погрузка и транспортировка
Автоматические выключатели подаются из магазина или лотковой системы на главный конвейер. Датчики машинного зрения проверяют ориентацию и тип изделия перед тем, как каждая единица попадет в зону тестирования. Станция поддерживает конфигурации 1P, 2P, 3P и 4P и переключается между типами полюсов с помощью сканирования штрих-кода или смены рецепта одной кнопкой на HMI — без необходимости замены механического инструмента.
Станция 2 – Блок калибровки тепловой задержки
Это наиболее технически ответственная станция. К биметаллическому тепловому расцепителю подается постоянный ток перегрузки – обычно в 1,13 или 1,45 раза превышающий номинальный ток, как указано в IEC 60898-1. Система измеряет, сработал ли выключатель в течение временного интервала, определенного типом кривой срабатывания (B, C или D).
Электронный источник постоянного тока обеспечивает точность измерения тока. ±0,5% с коэффициентом общих гармонических искажений (THD) ниже 3% – это крайне важно для получения воспроизводимых результатов в больших партиях.
Если время срабатывания выходит за пределы допустимого диапазона, сервоприводной калибровочный инструмент автоматически корректирует биметаллическую пластину, прежде чем устройство продолжит работу. Устройства, которые не могут быть скорректированы, отбраковываются и регистрируются.
Архитектура управления блока термокалибровки включает в себя:
- управляющий трансформатор – понижает напряжение сети для обеспечения стабильного изолированного электропитания.
- Электронный источник постоянного тока – Фирменный прибор Benlong с точностью ±0,5%
- Контакторы переменного тока Schneider – переключающие элементы с длительным сроком службы
- Модули сбора сигналов – Запись временных меток событий поездки в миллисекундах
- Модули расширения ПЛК – выполнить логику последовательности тестов и сообщить результаты.
- Сенсорный экран HMI – Интерфейс оператора для выбора рецептов и мониторинга в режиме реального времени.

Станция 3 – Мгновенный (магнитный) тест на срабатывание датчика.
Кратковременный импульс высокого тока – обычно в 10–50 раз превышающий номинальный ток в зависимости от кривой срабатывания – подтверждает мгновенное срабатывание магнитного механизма отключения. Время отклика измеряется в миллисекундах в соответствии с пороговыми значениями IEC 60898-1. Неисправные устройства автоматически отбраковываются без остановки линии.
Станция 4 – Испытание на высоковольтное напряжение (пропускание напряжения)
Каждый автоматический выключатель подвергается испытанию высоковольтным переменным током – обычно 2000 В переменного тока в течение 1 секунды – между токоведущими проводниками и корпусом для проверки диэлектрической целостности. Пятипозиционный модуль отключения позволяет проводить одновременное многополюсное тестирование, поддерживая производительность даже для 3P и 4P изделий.
Станция 5 – Автоматическая тампонная печать и кодирование
Прошедшие проверку устройства получают уникальный серийный код, дату производства и маркировку номинального тока с помощью автоматического устройства тампонной печати. Каждый напечатанный код связывается с записью о тестировании устройства в базе данных, что обеспечивает полную отслеживаемость на уровне устройства от производства до установки на объекте.
Станция 6 – Автоматическая сортировка и упаковка
Прошедшие проверку единицы продукции направляются непосредственно на последующую упаковку или на следующий этап сборки. Отбракованные единицы собираются в отдельный контейнер, каждая из которых регистрируется с кодом неисправности, указывающим на конкретную станцию и тип неисправности – выход за пределы допустимого диапазона термической задержки, мгновенный отказ срабатывания защиты, пробой высоковольтного датчика или ошибка печати. Эти данные напрямую используются для анализа в рамках статистического контроля процессов (SPC) и оптимизации технологических процессов.
Основные технические характеристики
| Совместимые типы опор | 1P / 2P / 3P / 4P |
| Совместимость с траекторией движения | Тип B / C / D |
| Диапазон номинального тока | 6А – 125А |
| Точность источника постоянного тока | ±0,5% |
| Искажение формы волны (THD) | ≤3% |
| Напряжение испытания Hi-Pot | Переменное напряжение до 4000 В |
| Производственная производительность | 1800–2400 шт./час |
| Управляющее напряжение | 380 В ±10%, 50 Гц ±1 Гц |
| Выходные данные | Совместимость с CSV / MES / ERP |
Автоматизированная линия тестирования автоматических выключателей против ручного тестирования: прямое сравнение.
| Скорость тестирования | 60–80 единиц/час | 1800–2400 единиц/час |
| Текущая точность | ±5–10% (зависит от оператора) | ±0,5% |
| Прослеживаемость | Журналы на бумажной основе | Полная цифровая запись по каждому экземпляру |
| Требования к рабочей силе | 3–5 операторов/смена | 1 оператор/линия |
| риск человеческой ошибки | Высокий | Близко к нулю |
| документация, подтверждающая соответствие стандартам МЕК | Сложно проводить аудит. | Полностью подлежит аудиту, поштучно. |
соответствие стандартам IEC и GB
Автоматизированные линии тестирования автоматических выключателей Benlong разработаны и проверены на соответствие стандартам IEC и китайскому национальному стандарту GB, что делает их подходящими для производителей автоматических выключателей, экспортирующих свою продукцию на рынки Европы, Ближнего Востока и Юго-Восточной Азии.
- IEC 60898‑1 – Автоматические выключатели для защиты от перегрузки по току в бытовых и аналогичных установках.
- GB 10963.1 – Китайский национальный аналог IEC 60898‑1
- IEC 60947‑2 – Низковольтные распределительные устройства и аппаратура управления: автоматические выключатели (промышленного класса)
- GB/T 14048.2 – Китайский национальный аналог стандарта IEC 60947‑2
Часто задаваемые вопросы (FAQ)
В чём разница между линией тестирования автоматических выключателей и линией сборки автоматических выключателей?
Сборочная линия автоматических выключателей осуществляет физическую сборку выключателя — установку контактов, сварку клемм, монтаж биметаллической пластины и герметизацию корпуса. Автоматизированная линия тестирования автоматических выключателей проверяет правильность работы собранного устройства. На современных предприятиях с большим объемом производства обе функции объединены в единую непрерывную производственную линию для максимальной эффективности.
Может ли данная линия работать как с автоматическими выключателями типа B, так и типа C без внесения изменений в аппаратную часть?
Да. Тип кривой срабатывания (B, C или D) определяет множитель тестового тока и допустимый временной интервал срабатывания. Эти параметры сохраняются в виде программных рецептов и переключаются через HMI или сканер штрихкодов — никаких физических изменений в оборудовании не требуется.
Что происходит с модулями, не прошедшими тест?
Неисправные изделия автоматически направляются в контейнер для отбраковки без остановки линии. Каждое отбракованное изделие регистрируется с кодом неисправности, указывающим на станцию и тип неисправности – выход тепловой задержки за пределы допустимого диапазона, мгновенный отказ срабатывания защиты, прорыв высоковольтного элемента и т. д. Эти данные напрямую используются для улучшения технологического процесса и анализа производительности.
Какие сертификаты следует искать при покупке этого оборудования?
Обратите внимание на маркировку CE на самом оборудовании и убедитесь, что методика испытаний подтверждена в соответствии со стандартами IEC 60898-1 или IEC 60947-2 в зависимости от типа вашего продукта. Надежные производители предоставят сертификаты калибровки для модулей источников постоянного тока и высоковольтных испытательных модулей.
Сколько времени занимает установка и ввод в эксплуатацию?
Для стандартной линии тестирования однополюсных автоматических выключателей (1P) установка и ввод в эксплуатацию обычно занимают 2–4 недели на объекте, включая обучение операторов. Для многополюсных гибких линий (2P–4P) со встроенным блоком может потребоваться 4–8 недель в зависимости от компоновки завода и требований к интеграции MES.
Заключение
Автоматизированная линия тестирования автоматических выключателей больше не является необязательной для производителей, конкурирующих на мировых рынках. Благодаря производительности 1800–2400 единиц в час с точностью измерения тока ±0,51 TP3T и полной прослеживаемостью на уровне отдельных устройств, она обеспечивает качество и производительность, недостижимые при ручном тестировании, и одновременно генерирует данные, готовые к аудиту, которые все чаще требуются международным покупателям и органам по сертификации.
Компания Benlong Automation разработала и ввела в эксплуатацию автоматизированные линии тестирования автоматических выключателей для производителей в Китае, Юго-Восточной Азии и Европе. Свяжитесь с нашей инженерной командой, чтобы обсудить объемы вашего производства, ассортимент продукции и требования к интеграции MES-систем.
Готовы модернизировать процесс тестирования автоматических выключателей?
Поговорите с нашими инженерами о целевых показателях пропускной способности, конфигурации опор и требованиях соответствия стандарту IEC.
Рекомендуемая литература: Что такое автоматизированная сборочная линия для автоматических выключателей? · Комплексная испытательная машина для контакторов переменного тока




