benlong
benlong 





دستگاه جوش التراسونیک
ماشین جوشکاری فراصوتی سفارشی برای ترموپلاستیکها و فیلمها. 15–40 کیلوهرتز، کنترل دیجیتال انرژی، چرخههای 0.1–2.0 ثانیه، بدون مصرفکننده. مناسب برای ABS، PC، PP، PA، نبافته. طراحی سفارشی سونوتروُد و فیکسچر. ایدهآل برای صنایع خودروسازی، پزشکی، الکترونیک و بستهبندی.
ماشین جوشکاری فراصوتی با کارایی بالا برای ترموپلاستیکها و فیلمها
این دستگاه به شما امکان میدهد پلاستیکها را با استفاده از فرکانسهای فراصوت به یکدیگر جوش دهید – به طور خاص، این جوشکار فراصوت منبع تغذیه اصلی برق شما (۵۰/۶۰ هرتز) را به فرکانس فراصوت ۱۵، ۲۰، ۳۰ یا ۴۰ کیلوهرتز تبدیل میکند. این تبدیل با استفاده از یک مبدل (ترانسدیوسر) انجام میشود که انرژی الکتریکی با فرکانس بالا را به ارتعاش مکانیکی تبدیل میکند. سپس این ارتعاش از طریق یک تقویتکننده (بوستِر) در دامنه تقویت شده و به سر جوشکاری (سونوتروید) منتقل میشود. این لرزش مکانیکی به دلیل اصطکاک بین دو قطعه در حال جوشکاری (در محل تماس قطعات) حرارت تولید میکند که منجر به ذوب پلاستیک و ایجاد یک پیوند قوی و تمیز (یعنی ناحیه جوشخورده) بدون استفاده از چسب یا حلال میشود. این فرآیند، سیستم جوشکاری فراصوتی را به روشی عالی برای جوشکاری انواع مختلف مواد از جمله ترموپلاستیکهای سخت، پارچهها، فیلمها و مواد نبافته تبدیل میکند.
اجزای کلیدی شامل ژنراتور فراصوت، مجموعه ترانسدیوسر/تقویتکننده/سونوتروُد، ابزار سفارشی (فیکسچر) و قاب پرس بادوام هستند. این دستگاه امکان کنترل دقیق زمان جوش، فشار و انرژی را فراهم میکند و نتایج قابل تکرار را برای تولید انبوه ارائه میدهد. کاربردها متنوع بوده و شامل قطعات خودرویی (مونتاژهای داشبورد و عدسی چراغها)، دستگاههای پزشکی (محفظههای فیلتر و قطعات سرمدرمانی)، لوازم الکترونیکی مصرفی (باتریها و کانکتورهای USB) و بستهبندی (بستههای بلیستر و درپوشهای لولهای) میشوند. چرخههای جوشکاری معمول بین ۰.۱ تا ۲.۰ ثانیه است؛ این زمان به طور قابل توجهی کمتر از چسباندن با صفحه داغ یا حلال است.
ارسال استاندارد: ۳۰–۴۵ روز | گزینههای ۱۵–۴۰ کیلوهرتز | ابزار سفارشی موجود

دستگاه جوش فراصوتی چیست؟
دستگاه جوشکاری فراصوتی یک سیستم مونتاژ سریع، تمیز و بدون تماس برای مواد ترموپلاستیک است که با استفاده از ارتعاش مکانیکی (۱۵-۴۰ کیلوهرتز) گرمای اصطکاکی را در رابط دو قطعه ترموپلاستیک تولید میکند. اصطکاک/گرما مواد ترموپلاستیک را با هم ذوب میکند، در حالی که فشار یک پیوند مولکولی ایجاد میکند. برخلاف روشهای سنتی اتصال با چسب یا صفحه داغ، جوشکاری فراصوتی نیاز به مواد مصرفی را نیز به طور کامل از بین میبرد. سیستم فراصوتی دارای پنج جزء اصلی است: (۱) ژنراتور (توان خطی را به سیگنال الکتریکی با فرکانس بالا تبدیل میکند)، (۲) مبدل (بلورهای پیزوالکتریک انرژی الکتریکی را به ارتعاش خطی تبدیل میکنند)، (۳) بوستِر (تقویتکننده مکانیکی که برای تنظیم دامنه استفاده میشود)، (۴) سونوتروُد (شاخ جوشکاری که در واقع با قطعاتی که باید جوش داده شوند تماس پیدا میکند)، و (۵) فیکسچر (قطعات را در تراز نگه میدارد). از دستگاههای جوشکاری فراصوتی برای اتصال ترموپلاستیکهای سخت (مانند ABS، پلیکربنات، پلیاستایرن، PP، PE و نایلون) و همچنین برای اتصال پارچهها و فیلمها در صنایع متعددی مانند خودروسازی، پزشکی، الکترونیک و بستهبندی استفاده میشود. دستگاه جوشکاری فراصوت ما پیکربندی استانداردی ندارد؛ بلکه با استفاده از یک سونوتروید اصلاحشده، فیکسچر و فرکانس، برای مطابقت با پیکربندی و جنس قطعه خاص شما تنظیم میشود.
۱۵، ۲۰، ۳۰ یا ۴۰ کیلوهرتز – بر اساس اندازه قطعه و جنس آن انتخاب کنید.
حالتهای زمان، انرژی یا توان اوج برای کیفیت جوش قابل تکرار.
۰.۱ تا ۲.۰ ثانیه در هر جوش – ایدهآل برای اتوماسیون با حجم بالا.
بدون چسب، حلال یا بستهکننده – تمیز و مقرونبهصرفه.
قطعات ماشین و فرآیند جوشکاری




مشخصات فنی
| گزینههای فرکانس | ۱۵ کیلوهرتز، ۲۰ کیلوهرتز، ۳۰ کیلوهرتز، ۴۰ کیلوهرتز (قابل انتخاب) |
|---|---|
| توان ژنراتور | ۸۰۰ وات، ۱۲۰۰ وات، ۲۰۰۰ وات، ۳۰۰۰ وات (بسته به مدل) |
| حالتهای جوشکاری | حالت زمانی، حالت انرژی، حالت توان اوج، تشخیص زمین |
| محدوده نیروی جوش | ۵۰-۱۰۰۰ نیوتن (پنوماتیک، قابل برنامهریزی) |
| استروک (مسافت حرکت پیستون) | ۵۰-۱۰۰ میلیمتر (قابل تنظیم)– |
| زمان چرخه | ۰.۱ – ۲.۰ ثانیه برای هر جوش (معمولاً) |
| مواد سازگار | ABS، PC، PS، PP، PE، PA، اکریلیک، فیلمها، نبافته– |
| سیستم کنترل | ژنراتور دیجیتال با LCD/HMI، ثبت دادههای جوشکاری، ذخیرهسازی دستورالعملها– |
| منبع تغذیه | ۲۲۰ ولت ±۱۰٪، ۳ فاز، ۵۰ هرتز | هوای فشرده ۰.۶ مگاپاسکال– |
| ویژگیهای ایمنی | در ایمنی (اختیاری)، توقف اضطراری، محافظت در برابر بار بیش از حد– |
مزایای فنی اصلی
چرخههای جوشکاری زیر یک ثانیه
جوشکاری فراصوتی معمولاً ۰٫۱ تا ۲٫۰ ثانیه برای هر اتصال زمان میبرد و آن را به یکی از سریعترین روشهای مونتاژ پلاستیک تبدیل میکند. این امکان را میدهد که در سیستمهای خودکار چرخشی یا خطی با سرعت بالا ادغام شود.
بدون مواد مصرفی و فرآیند تمیز
نیازی به چسب، حلال یا بستهای مکانیکی نیست. جوش توسط ذوب مولکولی ایجاد میشود و مهر و موم کاملاً عایق و بدون آلودگی پدید میآورد – ایدهآل برای کاربردهای پزشکی و تماس با مواد غذایی.
کنترل دقیق انرژی برای نتایج یکنواخت
ژنراتور دیجیتال خروجی توان را بهصورت لحظهای پایش میکند و میتواند جوشکاری را هنگامی که مقدار انرژی از پیش تعیینشده (ژول) یا توان اوج حاصل شد، متوقف کند – با جبران تغییرات قطعات و تضمین استحکام یکنواخت.
دامنه فرکانسی گسترده برای اندازههای مختلف قطعات
فرکانسهای پایینتر (۱۵–۲۰ کیلوهرتز) برای قطعات بزرگ یا فواصل جوشکاری طولانی مناسب هستند؛ فرکانسهای بالاتر (۳۰–۴۰ کیلوهرتز) جوشهای ظریف و بدون فلاش را برای قطعات کوچک یا با دیواره نازک فراهم میکنند.
















داستان موفقیت مشتری – مونتاژکننده الکترونیک خودرو
جوشکاری محفظههای حسگر ABS برای یک تأمینکننده درجه یک خودروسازی با آببندی کاملاً هواگیر به دلیل مشکلات قبلی در جوشکاری با صفحه داغ دشوار بود: پاشش قوس و زمانهای چرخه طولانی (۱۲ ثانیه). بنلونگ با ارائه یک دستگاه جوش فراصوتی ۲۰ کیلوهرتز همراه با سونوتروُد و قطعهٔ نگهدارندهٔ سفارشی این چالش را برطرف کرد. نتیجه موفقیتآمیز بود.
این دستگاه ظرف هفت ماه هزینهٔ خود را جبران کرد و امکان مونتاژ خطی کاملاً خودکار را فراهم آورد.
کاربردها و ادغام
مهندسی سفارشی و تحویل
درخواست قیمت دستگاه جوش فراصوتی سفارشی
لطفاً قطعه نمونه، جنس و زمان چرخه هدف خود را در اختیار ما قرار دهید. مهندسان واجد شرایط ما فرکانس ایدهآل را پیشنهاد داده، فیکسچر و سونوتروُد سفارشی طراحی کرده و تحلیل کامل بازگشت سرمایه را تهیه خواهند کرد.
واتساپ: +86 150 5837 0007 | ایمیل: xsb@benlongkj.cn | پشتیبانی انگلیسی و چینی
چرا بنلونگ را برای جوشکاری فراصوتی انتخاب کنیم؟
- ۱۵+ سال سابقه طراحی سیستمهای جوشکاری فراصوتی برای پلاستیکها و نبافتهها
- فناوری اثباتشدهٔ ژنراتور ۱۵–۴۰ کیلوهرتز با کنترل دیجیتال انرژی
- طراحی سونوتروُد و بستهای درونسازمانی (آلومینیوم، تیتانیوم، فولاد)
- ابزار تعویض سریع برای خانوادههای متعدد قطعات
- خدمات جهانی و پشتیبانی قطعات یدکی
دستگاه استاندارد شامل موارد زیر است
ژنراتور فراصوت (دیجیتال) / ترانسدیوسر / بوستر / مجموعه سونوتروید / پرس پنوماتیک با کنترل کورس
فیکسچرهای جوشکاری سفارشی / کنترلکننده HMI / اینترلاک ایمنی / دفترچه راهنمای کاربری / یک سال گارانتی.
سوالات متداول
در میان این مواد، چند نمونه از ترموپلاستیکهای سخت مانند ABS، PC، PS، PP، PE، PA و اکریلیکها وجود دارد، همچنین سایر ترکیبات مهندسی که میتوان از آنها در فیلمها، پارچههای نبافته و برخی انواع پارچهها (که باید قادر به انتقال انرژی باشند) استفاده کرد. ترموپلاستیکهای سخت معمولاً دارای دماهای ذوب مشابهی هستند.
برای سطوح بزرگ و فواصل جوشکاری طولانی، استفاده از فرکانس پایین (۱۵ تا ۲۰ کیلو هرتز) دامنهٔ بیشتری فراهم میکند. برعکس، هنگام جوشکاری قطعات ظریف یا کوچکتر، توصیه میکنیم از فرکانس بالاتری (۳۰ تا ۴۰ کیلو هرتز) استفاده کنید. فرکانس مناسب معمولاً با انجام یک آزمایش جوش تعیین میشود.
جوشهای فراصوتی که بهخوبی طراحی شدهاند ممکن است مقاومت پیوندی بین ۸۰۱ تا ۱۰۰۱ درصد مقاومت مادهٔ پایه داشته باشند. در برخی موارد، برای کاربردهای خاص، مقاومت پیوندی میتواند از مقاومت ترموپلاستیک اطراف آن نیز فراتر رود.
قطعاً. سیستم جوشکاری میتواند روی میز کار چرخشی با شاخص، نوار نقاله خطی یا در یک سلول رباتیک نصب شود. ما سیگنالهای ورودی/خروجی و یکپارچهسازی اختیاری با PLC را برای اتوماسیون کامل فرآیند شما ارائه میدهیم.
با نگهداری مناسب، سونوتروُدهای تیتانیومی را میتوان برای حدود ۵۰۰٬۰۰۰ تا ۱٬۰۰۰٬۰۰۰ چرخه استفاده کرد، در حالی که تجهیزات فولادی را میتوان تحت شرایط معمول استفاده بهطور نامحدود بهکار برد. علاوه بر این، ما سونوتروُدهای جدید و سونوتروُدهای جایگزین را با قیمتهای (رقابتی/متوسط) عرضه میکنیم.
محصولات مرتبط
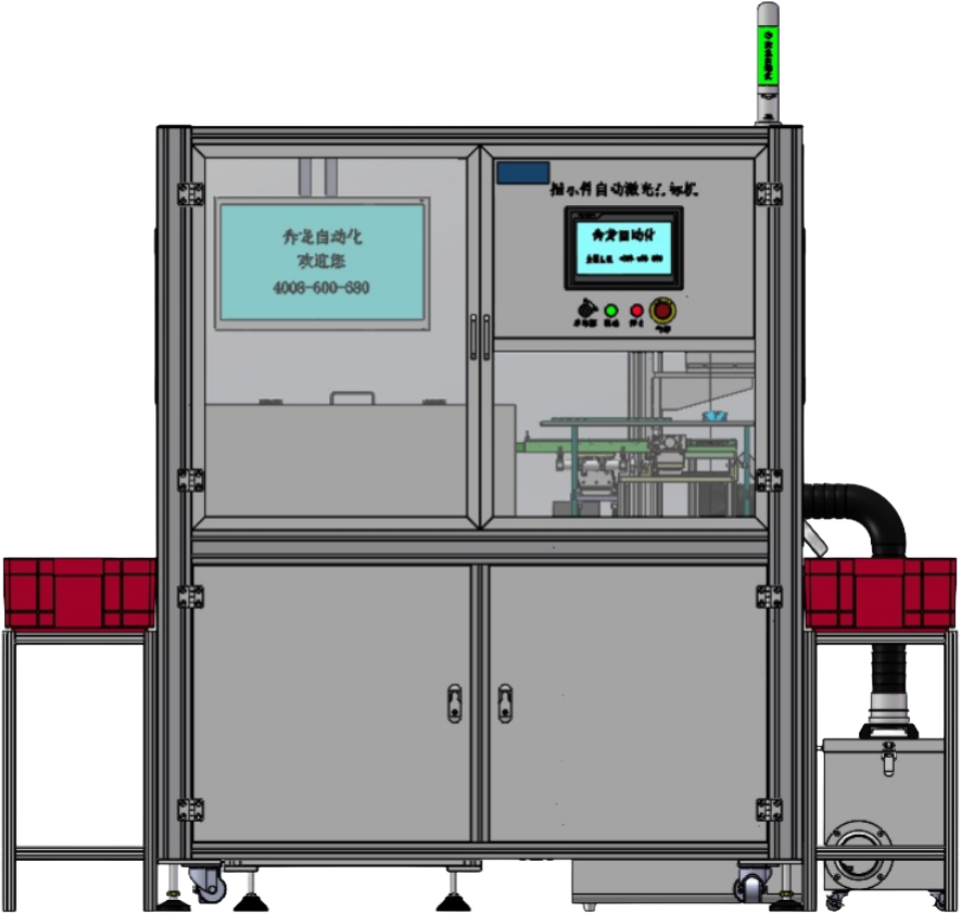
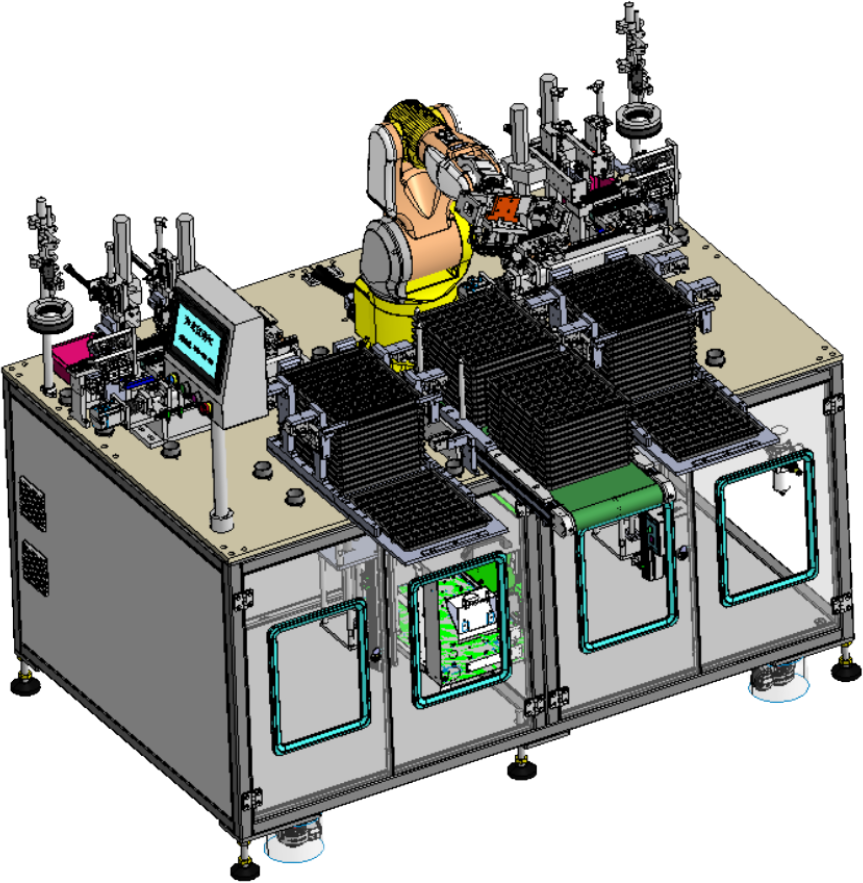
دستگاه علامت گذاری لیزری دستگیره MCB
مشاهده جزئیات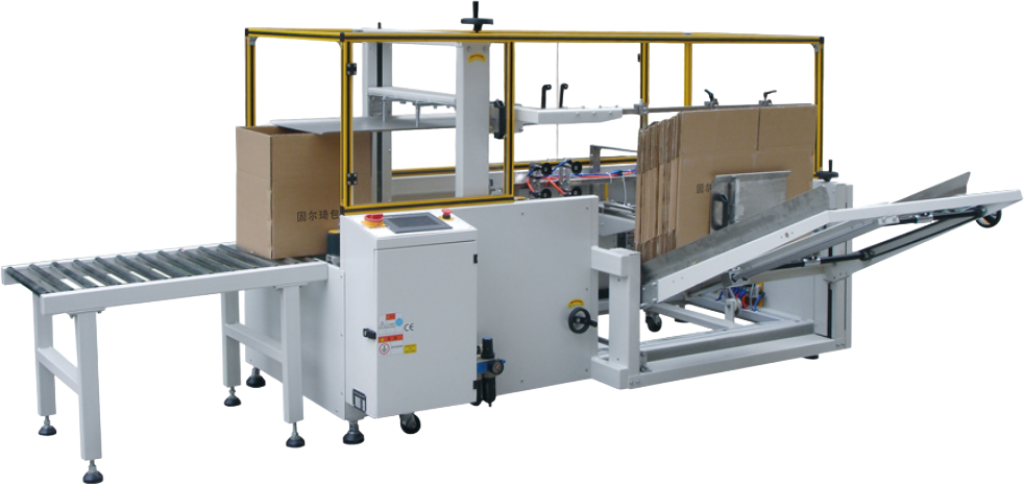
دستگاه نصب خودکار کیس
مشاهده جزئیات
ماشین توزین و بستهبندی خودکار با دقت بالا
مشاهده جزئیات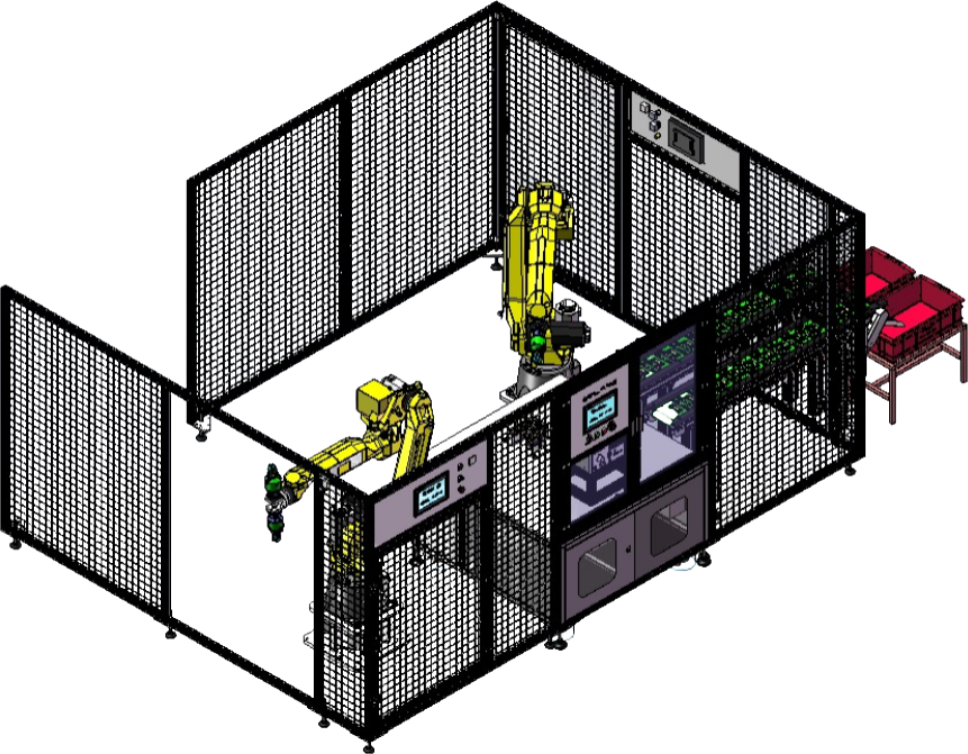
سیستم تغذیه خودکار ربات برای دستگاه تزریق
مشاهده جزئیات
خط مونتاژ
مشاهده جزئیات