benlong
benlong 



Top 10 MCCB Test Bench Best Practices for Reliable Circuit Breaker Testing
Real quality challenge: According to the Quality Manager at a panel building LLC the following was concluded after testing 500 MCCBs: “We passed all of them through routine tests. However, regarding thermal trip intermittent failures we had 12 reject in the field after being installed.” The reason why the thermal trip fail rates were missed at the test bench; delta/variation were not tested since the test was conducted only at 25 degrees Celsius.
An MCCB test bench isn’t a basic go/no-go station but rather one that has additional responsibilities. The test bench’s responsibility is to properly test molded case circuit breakers (rating ranges of 10A – 1600A; interrupting capacity up to 150kA) by accurately measuring the thermal calibration, magnetic trip threshold, insulation and mechanical endurance, through various temperatures. The guide provides 10 best practices for differentiating a quality compliant MCCB test bench from a basic compliant test bench. These best practices are based on IEC 60947-2 and production data from high volume manufacturing lines.
This guide covers:
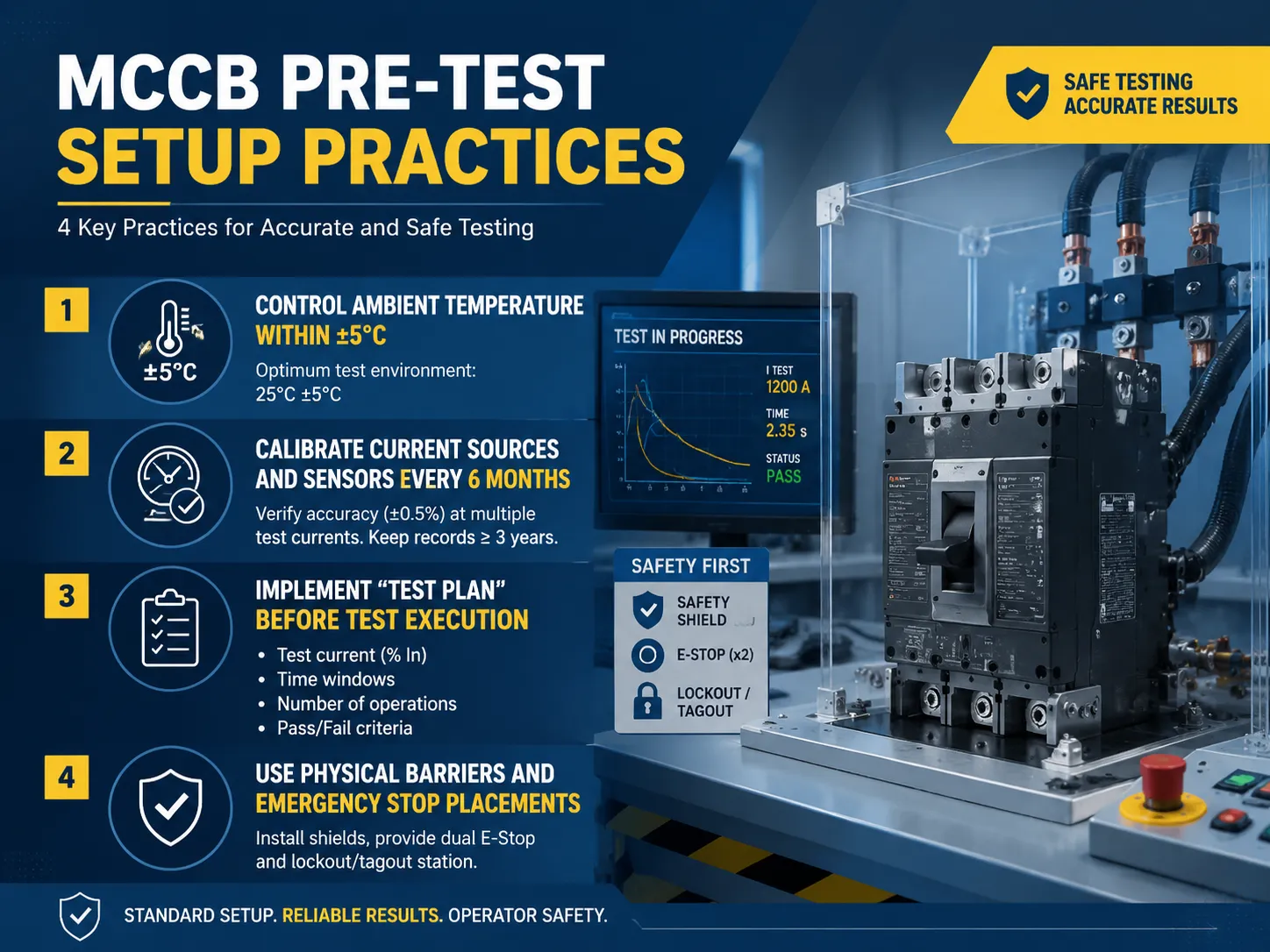
- Four pre‑test setup practices (environment, calibration, documentation, safety)
- Three core testing practices (thermal, magnetic, insulation/dielectric)
- Two practices for data & continuous improvement
- One overarching practice for long‑term reliability
- FAQs about MCCB testing (electrical, not medical)

Pre‑test setup practices (1–4)
1. Control ambient temperature within ±5°C
MCCB thermal trip testing is accomplished with bimetallic strips that use current to generate heat, but the speed at which a bimetallic strip operates depends not only on the amount of current flowing but also the temperature of the surrounding air. A test bench that is too close to an oven or has direct sunlight shining on it will provide unreliable data. The optimum environment for testing bimetallic trip devices is the temperature range of 25°C ±5°C, with data loggers used for monitoring the temperature of the test area, and any corrective factor applied to the test to account for temperature outside this range. Numerous high-volume production lines have dedicated test benches in a temperature-controlled room for testing MCCBs.
2. Calibrate current sources and sensors every 6 months
An acceptable trip time difference will not be generated if there is a +5% error in test current. You must verify the accuracy of the primary current injection source using traceable reference ammeter (accuracy ±0.5%) at several test current items (such as 100A, 500A, and1000A). You must retain the calibration records for a minimum of three years. The MCCB long time thermal cal bench can demonstrate a requirement for verified current accuracy prior to commencing any work.
3. Implement a “test plan before test execution” rule
For all MCCB types develop a written standard operating procedure (SOP) to include the following:
1) The current used to perform test current (as a % I).
2) The time windows associated with the test.
3) The number of times the devices are operated during the test.
4) The criteria utilized to determine success or failure of the devices.
Do not perform exploratory testing without a documented plan. Exploratory testing will result in non-standard, inconsistent decisions. MCCB Manual Magnetic Trip Test Bench must have clearly established procedures for each of the magnetic curves (C, D, and K).
4. Use physical barriers and emergency stop placements
Testing of an MCCB with high current levels exceeds 5000A can produce arc flashes. Take the following precautions prior to conducting testing on MCCBs: install clear polycarbonate shields around the test area; provide two (2) emergency stop buttons that are easily accessible; and provide a lockout/tagout station for the main power supply. If testing is being done on an automated bench, such as an MCCB semi-automatic high voltage test bench, have the test circuit and enclosure door interlocked.
Core testing practices (5–7)
5. Perform thermal calibration at two current levels
Both 100% of the rated current (no trip) and 135% of the rated current (trip in 1 hour) need to be verified according to IEC 60947‑2. However, most manufacturers/test benches only verify the trip at 135%, thus missing out on the calibration drift at lower overloads. The best practice would be to also record trip times at 115% and 150%, fully completing the time – current curves. The MCCB long time (thermal) calibration test bench has been developed to perform all of these tests automatically.
6. Test magnetic trip at the boundary of the curve
When testing a c-curve mccb (5-10x in), do not just test the breaker at 10x in; rather test your unit to find the minimum current that causes it to trip instantaneously. The recommended approach would be to start at 4x in and increase the current by 0.5x incremental steps until you determine the trip current. A properly functioning mccb should trip between 5x and 10x in the range of values. If you only test your unit at one high value, you may miss a unit that trips too soon (false trip) or too late (risk of danger). If available, utilize a testing machine with an automatic current sweeping feature to accurately test for the c-curve mccb trip mechanism.
7. Combine dielectric withstand with insulation resistance check
A high-voltage dielectric test (normally 2x the rated voltage, plus an additional 1,000 volts for one minute prior to the application of power) and a 500/1,000-volt insulation resistance (IR) test (which should have a value greater than 100 megaohms) will be required after conducting thermal and magnetic tests. Most test benches perform only one of these tests; however, performing both will facilitate detection of different types of failures. Specifically, the dielectric tests will help identify surface tracking, while the insulation resistance tests will aid in identifying moisture absorption and/or internal contamination. The MCCB semi-automated high voltage test bench is capable of performing both tests in sequence automatically.
Data & continuous improvement practices (8–9)
8. Log every trip time and force value
An indicator that is just pass/fail will not be enough. In addition to recording the time taken (in milliseconds or seconds) for every single test, record the ambient temperature and the test current. Over time, put all of this data onto a control chart and see if the trip time has been increasing (for example, from the original trip time of 28 seconds at 135% In to 35 seconds at 135% In), then recalibrate the breaker before there are rejects from the production line. This predictive method has been incorporated on a production line that manufactures MCCBs automatically.
9. Schedule a quarterly test bench audit
You need to perform the “golden sample” test to verify that your testing is aligned with the manufacturer’s specifications. Perform this test on an MCCB (motor circuit breaker) that has known trip times (as measured on a reference bench). If your result is more than 5% off from the baseline, check the test circuit, sensors, or connections for possible reasons for the difference. The audit helps ensure that any drift that routine calibration may miss is caught in this process. Keep a simple spreadsheet of the audit results.
Long‑term reliability practice (10)
10. Train operators on the “why” not just the “how”
Operators that know the reason for the fluctuations in thermal trip time due to temperature (the physics of the bimetallic strip) and also understand why contact resistance is important (heat generation) will help to make better decisions. Operators should receive annual training on: how to interpret time-current curves; how to detect the signs that contact(s) are wearing; and what is required in the IEC 60947-2 standards. Cross-training should be done for two operators minimum per shift since having only one person trained is establishing a single point of failure.

Frequently asked questions (FAQ)
What is a MCCB test?
A Molded Case Circuit Breaker (MCCB) test verifies whether the MCCB performs according to its published time-current curve and is capable of withstanding its appropriate rated voltage. Tests that comprise the complete test suite of an MCCB include: thermal calibration (overload trip), verification of the magnetic (instantaneous trip), contact resistance testing, dielectric withstand (high voltage insulation testing) and mechanical endurance (no. of operations). The required tests are defined in IEC 60947-2 and UL 489. The equipment used to perform the MCCB testing is referred to as an MCCB test bench, which may vary from manual calibration test benches to fully automated inline testers.
What is the typical frequency for MCCB routine testing?
Manufacturers conduct routine tests (thermal tests, magnetic tests or Dielectric tests) on all manufactured production units – 100%. For MCCB’s that are installed in the field IEEE suggests they be tested every 1 to 3 years or after a known fault event – In Critical Applications like Hospitals and Data Centres it is recommended that they be tested annually. Be sure to follow local regulations and manufacturers recommendations where applicable.
What is the difference between a primary and secondary injection test for MCCBs?
The high current flow through a primary injection test is performed to test both the thermal and magnetic trip at the same time using an actual load. The use of a heavy duty test set may produce very precise results but can be expensive to own or rent. The second injection test or secondary injection method only feeds current (electronic trip types) to the electronic circuit of the trip unit to check for proper operation of the sensing and logic but not the power path. When using this method, a test bench with the proper equipment for testing MCCBs must always be used for accurate test results.
How do you test an MCCB’s insulation resistance?
When testing insulation with a megohmmeter, you apply 500V DC to an MCCB rated below 250V DC or 1000V DC for MCCBs rated at a higher voltage. The testing method is: – Measure between the line and load terminals with the breaker closed – Measure between each pole and ground (always with the breaker open) – Measure across the open contacts. A healthy MCCB should have insulation resistance above 100 megohms. An insulation resistance value of less than 5 megohms may indicate moisture content in the insulation, carbon tracking due to arcing, or contamination in the insulation. Always discharge capacitance after testing.
How these practices apply to your MCCB test bench
The ten best practices apply to both manual calibration benches and automated inline testers. Begin with implementing the first four (environment, calibration, test plan, and safety) to easily and inexpensively provide a consistent calibration experience. Progressively implement data logging (practice #8) and periodic audits (#9). For high volume production, consider developing a dedicated MCCB test bench that utilizes automatic temperature compensation and data uploads to the MES to incorporate these practices.
Successful MCCB testing relies on rigorous processes as opposed to only expensive equipment. Properly controlling the environment’s ambient temperature, calibrating instruments on a regular basis, performing multiple-current level tests versus a single current level test, and recording data for trend analysis will help ensure your MCCB test bench using the ten best practices will catch any early calibration drift therefore reducing field failures & meeting compliance to IEC 60947‑2. On the contrary, neglecting to manage either the ambient temperature or perform testing at multiple current levels creates an undisclosed risk. Investing in operator training and conducting quarterly audits will have a greater impact on your company’s product reputation than any singular test instrument.