
 benlong
benlong 



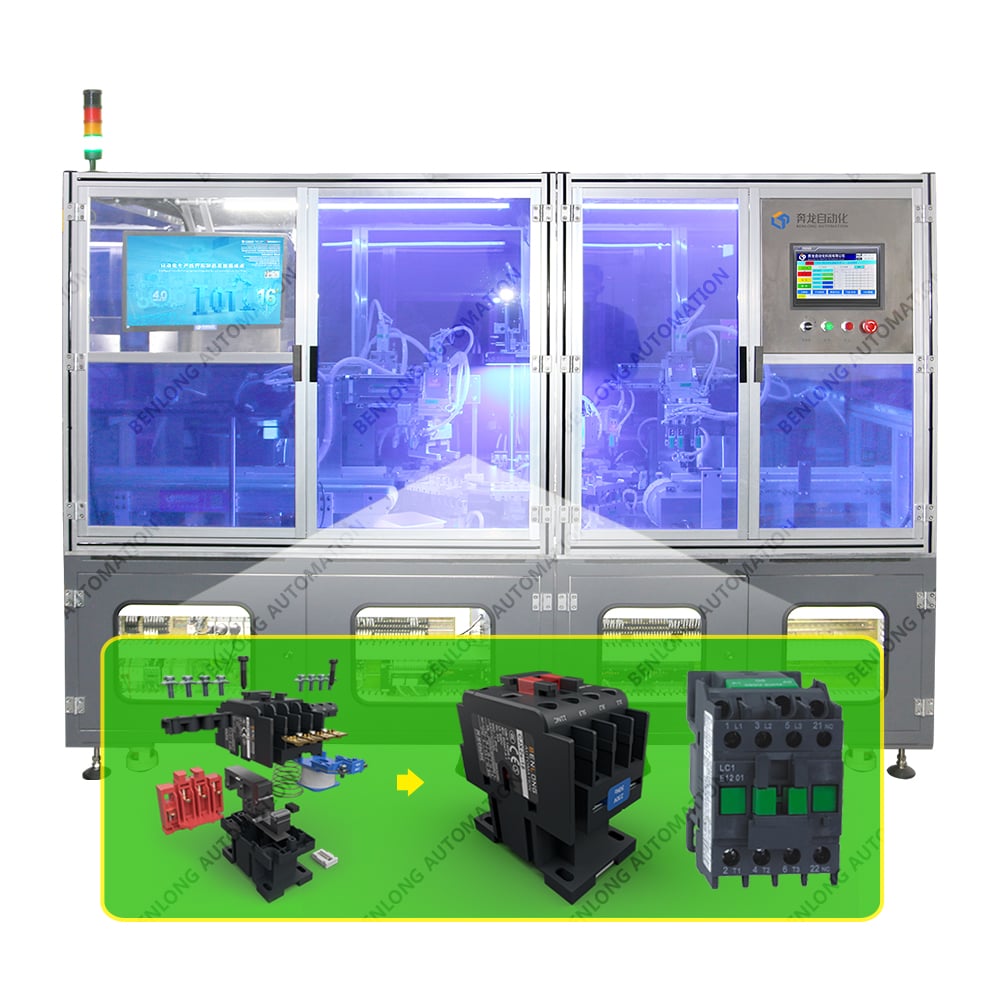
AC kontaktör otomatik kontak yerleştirme makinesi
Ana ve yardımcı kontaklar için otomatik AC kontaktör kontak yerleştirme makinesi. Çok istasyonlu döner tabla, titreşimli besleme, servo yerleştirme (±0,05 mm), görüntüleme ve kuvvet izleme. 1,5–3 saniye/kontak. Hızlı geçiş, MES uyumlu. Yüksek hacimli kontaktör montajı için ideal.
AC Kontaktör Montajı için Yüksek Hassasiyetli Otomatik Kontak Yerleştirme Makinesi
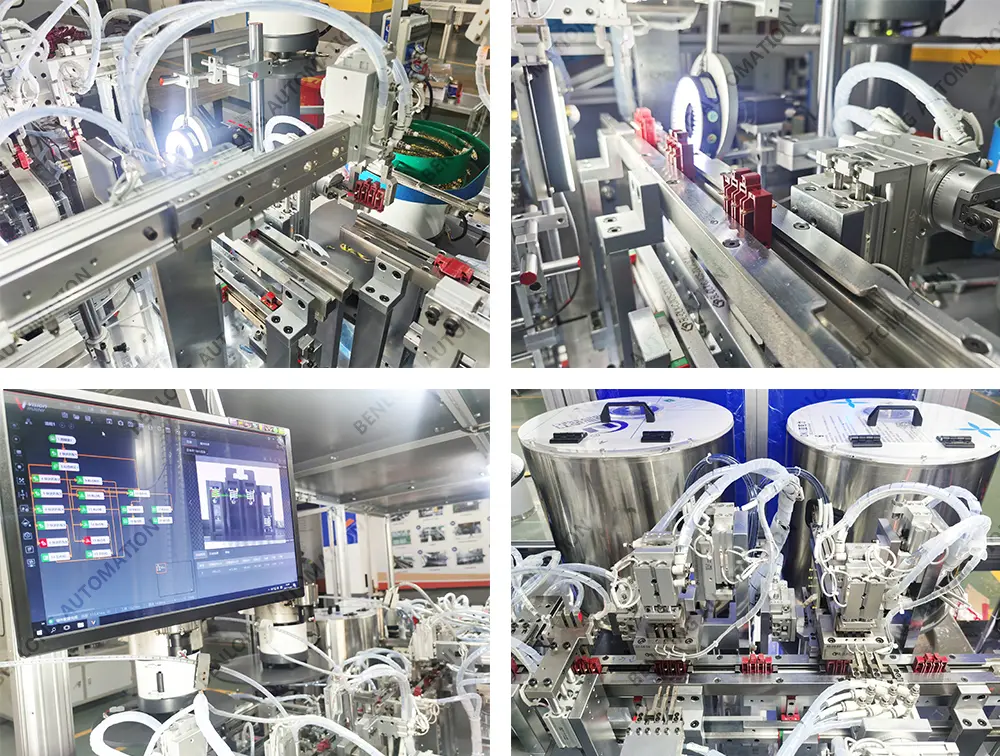
Sistemimiz, döner indeksleme tablası veya doğrusal transfer sistemi kullanır ve aşağıdakiler de dahil olmak üzere çeşitli istasyonlara sahiptir: kontakları ve tutucuları yerleştirme için beslemek ve hazırlamak için titreşimli besleme üniteleri, kuvvet kontrolüne sahip servo tahrikli tutucular, yerleştirmeden önce parçaların konumunu doğrulamak için bir makine görüş sistemi ve isteğe bağlı bir yerleştirme kuvveti monitörü. Bu sistem, her tür kontağı (ana ve yardımcı) ve farklı geometrilere sahip tutucuları işleyebilir. Tipik çevrim süreleri, uygun tutucuya yerleştirilen her bir kontak için 1,5 saniye ile 3,0 saniye arasındadır ve yerleştirme pozisyonu tekrarlanabilirliği ±0,05 mm'dir. Bu makineler, bobin sarma, çekirdek montajı ve parçaların elektriksel test edilmesi için kullanılan ekipmanlarla arayüz oluşturabilir. Bu özel (standart dışı) bir çözüm olduğundan, sağlanan çözüm, özel kontak boyutlarınıza, tutucu tasarımlarınıza ve beklenen üretim hacminize bağlıdır.
Standart teslimat: 30-45 gün | Görüntü ve kuvvet izleme seçenekleri | Çok istasyonlu döner tabla
AC Kontaktör Otomatik Kontak Yerleştirme Makinesi nedir?
Otomatik kontak yerleştirme makinesi, AC kontaktörünün plastik kontak tutucusuna ana (bakır uçlu) ve yardımcı kontakları yerleştirmek için kullanılan gelişmiş bir otomatik iş istasyonudur. Her bir kontağın birbirine göre doğru bir şekilde hizalanması ve yerleştirilmesi önemlidir, çünkü yerleştirilen kontakların yerleşimi ve derinliği, ünitenin genel elektriksel performansını ve mekanik ömrünü etkileyecektir. Bu makine kullanılarak tüm işlem, kontak tutucuları ve kontakları beslemek için titreşimli beslemeler yoluyla otomatikleştirilir, yönelimleri belirlenir, servo tahrikli bir tutucu kullanılarak kontaklar tutuculardan alınır, kontrollü bir kuvvet kullanılarak kontaklar belirtilen boşluklara yerleştirilir ve yerleştirilen kontakların doğru şekilde yerleştirildiği görüş veya kuvvet izleme kullanılarak doğrulanır. Herhangi bir kusurlu montaj makine tarafından reddedilir. Bu makinenin tasarımı tipik olarak dört ila 16 istasyonlu bir tabla tasarımına sahip döner indeksli bir makine veya hat içi transfer sistemidir. Her iki makine türü de, kontak yaylarının yerleştirilmesi, bobinin montajı ve ark söndürme tüplerinin takılması gibi ek adımların işleme entegre edilmesine olanak tanır. Bu, özel ve standart dışı bir çözüm olduğundan, makineyi sahip olduğunuz elektrik kontaktörlerine (3 ana + 2 yardımcı), kontaktör başına gereken kontak sayısına ve günlük ihtiyaç duyduğunuz ünite sayısına göre ürün özelliklerinize uyarlayacağız.
Yüksek verimlilik için eş zamanlı besleme, yerleştirme ve inceleme.
Kontakt lenslerin ve tutucuların otomatik yönlendirilmesi ve teslimi.
Programlanabilir kuvvet ve derinlik; ±0,05 mm konumlandırma hassasiyeti.
Eksik, eğik veya yanlış yerleştirilmiş kontakları gerçek zamanlı olarak tespit eder.
Başlıca Özellikler ve Montaj Süreci




Teknik Özellikler
| Ekleme tipi | Ana kontaklar (örneğin, 3 kutuplu) ve yardımcı kontaklar (örneğin, 1NO+1NC) | |
|---|---|---|
| İletişim türleri | Gümüş-bakır veya gümüş alaşımlı kontaklar, çeşitli geometriler (düz, kubbeli) – | |
| Tutucu malzemeler | Termoplastik (PA66, PBT) veya termoset– | |
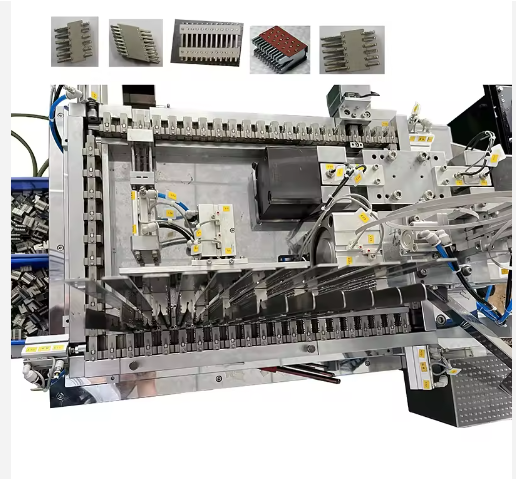
| Besleme sistemi | İki veya daha fazla titreşimli hazne (kontaklar + tutucular); bant besleyici isteğe bağlıdır. | |
| Yerleştirme doğruluğu | Konum tekrarlanabilirliği ±0,05 mm, derinlik kontrolü ±0,1 mm. | |
| Takma kuvveti aralığı | 5 – 100 N (servo kontrollü, programlanabilir) | |
| Döngü süresi | Temas başına 1,5 – 3,0 saniye (istasyon sayısına bağlı olarak) | |
| Göz muayenesi | Temaslı varlık, yönelim ve oturma derinliği kontrolü için 2 boyutlu kamera. | |
| Kuvvet izleme (isteğe bağlı) | Yük hücresi yerleştirme kuvveti eğrisini kaydeder; sapma durumunda otomatik reddetme. | |
| Kontrol sistemi | HMI özellikli PLC (Siemens/Mitsubishi), reçete depolama – |
Temel Teknik Avantajlar
Çoklu istasyon entegrasyonu, taşıma hatalarını ortadan kaldırır.
Döner indeksleme tablası, tek bir kompakt alanda besleme, yerleştirme, görsel kontrol ve reddedilen parçaların ayrıştırılmasını sağlar. Temas noktalarına insan eli asla dokunmadığı için kirlenme ve hizalama sorunları ortadan kalkar.
Gerçek zamanlı görüntü doğrulama
Yüksek çözünürlüklü bir kamera, parçanın ilerlemesinden önce her bir kontağın doğru yönde, tam olarak yerine oturmuş ve eğik olmadığını kontrol eder. Reddedilen parçalar, makine durdurulmadan otomatik olarak başka bir yere yönlendirilir.
Kuvvet geri bildirimli servo kontrollü yerleştirme
Servo tutucu, programlanabilir bir kuvvet ve yerleştirme derinliği uygular. İsteğe bağlı yük hücresi izleme sistemi, kuvvet-yer değiştirme eğrisini yakalar; eğride sapma olursa (örneğin, tutucu eksikse, temas noktası aşırı büyükse), parça reddedilir.
Birden fazla kontaktör modeli için hızlı geçiş
Hızlı değiştirme özelliğine sahip takımlar (besleme hazneleri, tutucu çeneler, yuvalar) ve reçete tabanlı parametreler, farklı kontaktör değerleri arasında 20 dakikadan kısa sürede geçiş yapılmasına olanak tanır.
















Müşteri Başarı Öyküsü – AC Kontaktör Üreticisi
Küresel bir AC kontaktör üreticisi, ana ve yardımcı kontakların (gevşek veya eğik) elle yanlış takılması nedeniyle sahada %2,5 oranında arıza yaşıyordu. Görüntüleme ve kuvvet izleme özellikli otomatik makinemizi kullanarak şunları başardılar:
10 ay sonra, ekipman artan üretim sayesinde yatırım maliyetini karşıladı ve tüketicilerin kontak hizalamasıyla ilgili sorunlarını ortadan kaldırdı.
Uygulamalar ve Entegrasyon
Özel Mühendislik ve Teslimat
Özel Kontak Yerleştirme Makinesi Fiyat Teklifi İsteyin
Lütfen bize temas ve tutucu örneklerini gönderin ve projeniz için beklenen üretim hacmini belirtin. Mühendislik ekibimiz, kapsamlı bir yatırım getirisi analiziyle birlikte, görsel ortam özelliklerine sahip özel bir çok istasyonlu yerleştirme sistemi geliştirecektir.
WhatsApp: +86 150 5837 0007 | E-posta: xsb@benlongkj.cn | İngilizce ve Çince destek
Kontaktör Montaj Otomasyonu İçin Neden Benlong'u Seçmelisiniz?
- 15 yılı aşkın tasarım deneyimi kontak yerleştirme makineleri AC/DC kontaktörler ve röleler için
- Kanıtlanmış çok istasyonlu döner indeksleme teknolojisi
- Kurum içi görüntüleme ve kuvvet izleme entegrasyonu
- Çoklu kontaktör modelleri için hızlı değiştirme takımı
- Küresel servis ve yedek parça desteği
Tipik Özel Makine Şunları İçerir:
Titreşimli besleme hazneleri (tutucu ve kontaklı) – 4-16 istasyonlu döner indeksleme tablası – Kuvvet sensörlü servo tutucu – Görüntüleme kamera sistemi – HMI'lı PLC (Siemens) – Atık yönlendirici – Güvenlik kafesi – Hızlı takım değiştirme – Kullanım kılavuzu – 1 yıl garanti.
Sıkça Sorulan Sorular
Bu makinede hem ana temas cihazları (genellikle üç kutuplu olan daha büyük olanı) hem de yardımcı temas cihazları (genellikle bir veya iki kutuplu olan daha küçük olanı) birlikte veya ardışık olarak kullanılabilir. Her temas geometrisi türünün kendine özgü besleme haznesi ve tutucu üretim özellikleri vardır.
Doğru şekilde yönlendirilmiş parçalar, takım yönlendirme rayları aracılığıyla titreşimli kaplardan dışarı çıkar. Bir parça makineye yerleştirilmeden önce, görüntüleme sistemi parçanın doğru şekilde yönlendirilip yönlendirilmediğini değerlendirir ve ters çevrilmiş veya makine içinde yanlış hizalanmış olan parçaları reddeder.
Bu sürecin bir parçası olarak, her istasyonda takılacak bir tutucu olup olmadığını belirleyecek sensörler bulunur. Takma istasyonunda tutucu yoksa, işlem atlanır ve operatör, boş istasyonun işaretlenmesi yoluyla eksik taban hakkında bilgilendirilir.
Elbette! Döner tabla büyütülebilir veya konveyör arayüzü, bitmiş kontaktörlerin bir sonraki modüle aktarılmasını sağlayacak şekilde değiştirilebilir. Ayrıca, Ethernet/IP veya Modbus TCP kullanarak modüller arasında Veri ve/veya G/Ç el sıkışmalarını destekleyeceğiz.
Genellikle, uygun önceden kavisli aletler (besleme kapları, tutucular ve yuvalar) ve izlenecek standartlaştırılmış program parametreleri ile alet değiştirme işlemi 15 ila 20 dakika sürer. Ayrı bir kutuda komple kit olarak satın alınabilen ve önceki tasarımınızdan beş dakika veya daha kısa sürede değiştirilebilen geçiş kitleri sağlayarak size yardımcı olabiliriz.
İlgili Ürünler
MCB Ark söndürme yarı otomatik montaj makinesi
Ayrıntıları Görüntüle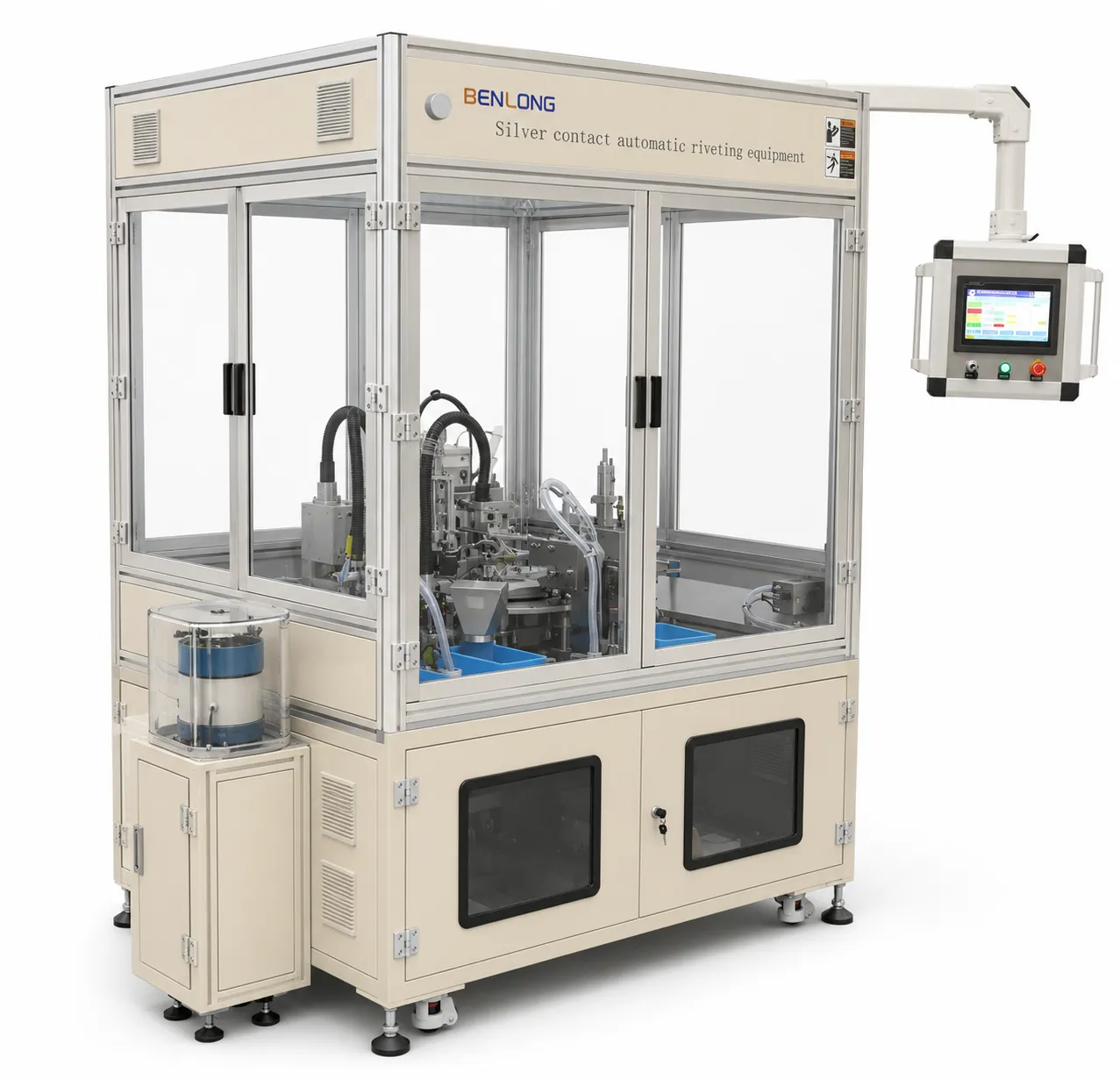
Duvar şalteri gümüş kontak otomatik perçinleme makinesi
Ayrıntıları Görüntüle
MCB Mekanizma Seti Otomatik Montaj Makinesi
Ayrıntıları Görüntüle
MCB Çok Kutuplu otomatik montaj makinesi
Ayrıntıları Görüntüle
Somun + Sızdırmazlık Pulunun otomatik montaj makinesi
Ayrıntıları Görüntüle

