benlong
benlong 





超音波溶接機
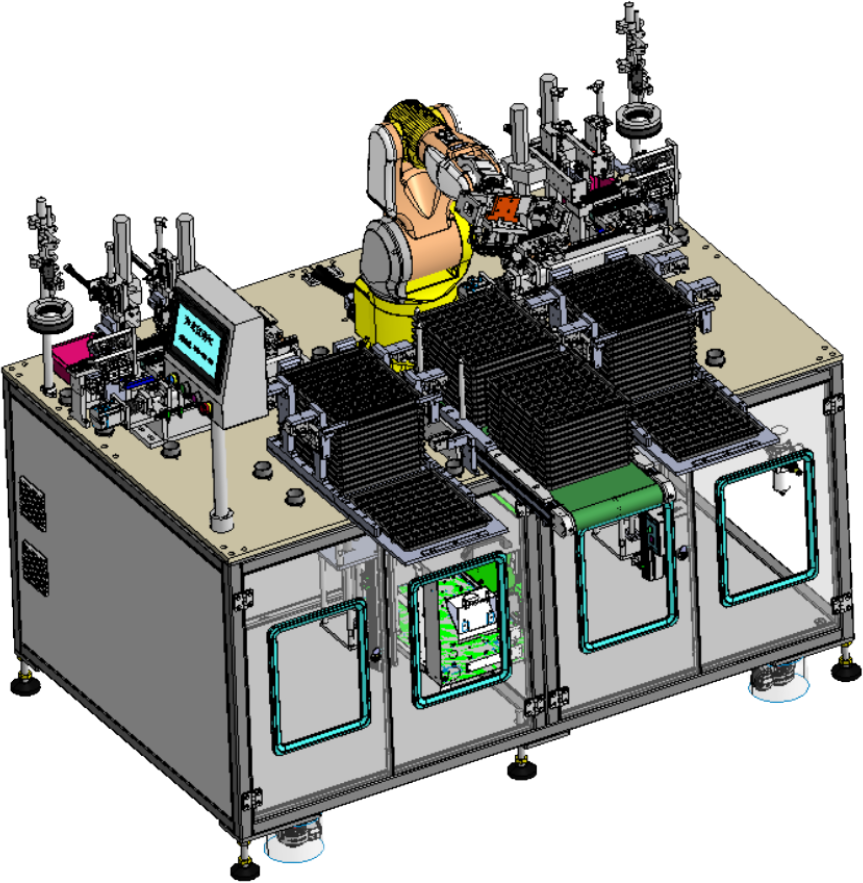
熱可塑性樹脂およびフィルム用のカスタム超音波溶着機。15~40 kHz、デジタル出力制御、サイクル時間0.1~2.0秒、消耗品不要。ABS、PC、PP、PA、不織布に適しています。 ソノトロードおよび治具のカスタム設計。自動車、医療、電子機器、包装業界に最適です。.
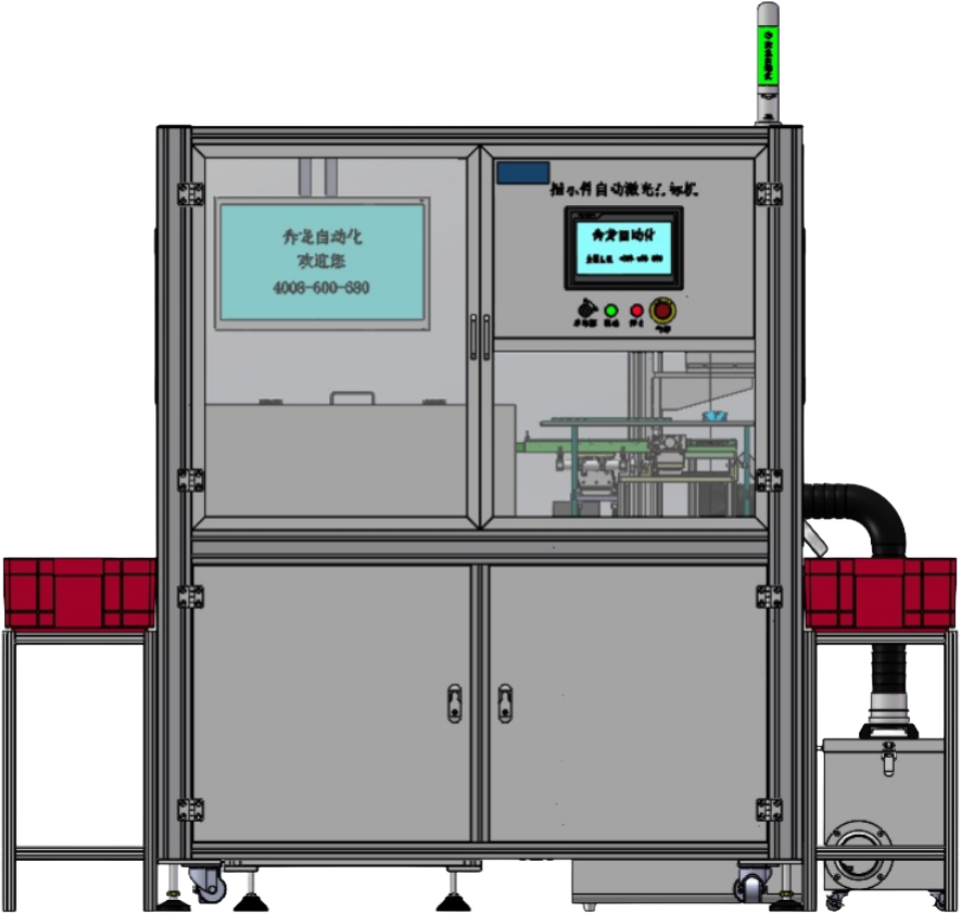
熱可塑性樹脂およびフィルム用高性能超音波溶着機
この装置は、超音波周波数を用いてプラスチックを溶接することを可能にします。具体的には、この超音波溶接機は、商用電源(50/60 Hz)を15、20、30、または40 kHzの超音波周波数に変換します。 この変換はトランスデューサーを用いて行われ、高周波の電気エネルギーから機械的振動を発生させます。この振動はブースターによって振幅が増幅され、溶接ヘッド(またはソノトロード)へと伝達されます。 この機械的振動により、溶接される2つの部品(ワークピースの接合面)間の摩擦によって熱が発生し、その結果、接着剤や溶剤を使用することなく、プラスチックが溶融し、強固で美しい接合部(すなわち溶接部)が形成されます。 このプロセスにより、超音波溶接システムは、硬質熱可塑性プラスチック、布地、フィルム、不織布など、さまざまな種類の材料を溶接するための優れた方法となっています。.
主な構成部品は、超音波発生器、トランスデューサー/ブースター/ソノトロード・スタック、専用治具、および耐久性に優れたプレスフレームです。本機は、溶接時間、圧力、エネルギーを精密に制御できるため、大量生産において再現性の高い結果を提供します。 用途は多岐にわたり、自動車部品(ダッシュボードアセンブリやライトレンズ)、医療機器(フィルターハウジングや点滴用部品)、民生用電子機器(バッテリーやUSBコネクタ)、包装(ブリスターパックやチューブのシール)などが含まれます。 一般的な溶接サイクルは0.1~2.0秒であり、これはホットプレートや溶剤接着に比べて大幅に短いものです。.
通常納期:30~45日 | 15~40 kHzのオプション | カスタム金型の製作も承ります

超音波溶接機とは何ですか?
超音波溶接機は、熱可塑性樹脂を対象とした高速かつクリーンな非接触組立システムであり、機械的振動(15~40 kHz)を利用して2つの熱可塑性樹脂の接合面に摩擦熱を発生させます。この摩擦熱によって熱可塑性樹脂が溶融し、加圧によって分子間結合が形成されます。 従来の接着剤による接合やホットプレート法とは異なり、超音波溶接では消耗品も一切必要ありません。超音波システムは、主に以下の5つの構成要素から成ります:(1) ジェネレーター(商用電源を高周波電気信号に変換する)、(2) トランスデューサー(圧電結晶が電気エネルギーを直線振動に変換する)、 (3) ブースター(振幅調整用の機械的増幅器)、(4) ソノトロード(実際に溶接対象部品に接触する溶接ホーン)、および (5) 治具(部品を所定の位置に保持する)です。 超音波溶接機は、硬質熱可塑性樹脂(ABS、ポリカーボネート、ポリスチレン、PP、PE、ナイロンなど)の接合だけでなく、自動車、医療、電子、包装など多岐にわたる産業分野における布地やフィルムの接合にも広く使用されています。 当社の超音波溶接機には標準仕様は存在せず、改造されたソノトロード、治具、および周波数を用いて、お客様の特定の部品形状や材料に合わせて構成されます。.
15、20、30、または40 kHz – 部品のサイズや材質に応じて選択してください。.
再現性の高い溶接品質を実現するための、時間モード、エネルギーモード、またはピーク出力モード。.
1溶接あたり0.1~2.0秒 ― 大量生産向けの自動化に最適です。.
接着剤、溶剤、留め具は一切不要――クリーンでコスト効率に優れています。.
機械部品と溶接工程




技術仕様
| 周波数オプション | 15 kHz、20 kHz、30 kHz、40 kHz(選択可能) |
|---|---|
| 発電機出力 | 800W、1200W、2000W、3000W(機種により異なります) |
| 溶接モード | 時間モード、エネルギーモード、ピーク電力モード、接地検出 |
| 溶接力範囲 | 50~1000 N(空圧式、プログラム可能)– |
| ストローク(押しの移動量) | 50~100 mm(調整可能)– |
| サイクルタイム | 1溶接あたり0.1~2.0秒(標準値)– |
| 対応素材 | ABS、PC、PS、PP、PE、PA、アクリル、フィルム、不織布―― |
| 制御システム | LCD/HMI搭載のデジタルジェネレーター、溶接データ記録、レシピ保存機能付き– |
| 電源 | 220V ±10% 3相 50Hz | 圧縮空気 0.6MPa– |
| 安全機能 | 安全ドア(オプション)、非常停止、過負荷保護– |
主要な技術的利点
1秒未満の溶接サイクル
超音波溶接は、通常、1つの接合部あたり0.1~2.0秒で完了するため、プラスチック組立方法の中でも最も高速な手法の一つです。このため、高速回転式やインライン式の自動化システムへの組み込みが可能です。.
消耗品不要・クリーンプロセス
接着剤、溶剤、あるいは機械的な締結具は一切必要ありません。分子レベルの融合によって溶接部が形成されるため、汚染のない気密シールが実現され、医療用途や食品接触用途に最適です。.
正確なエネルギー制御により、安定した結果を実現
このデジタルジェネレーターは、出力電力をリアルタイムで監視し、あらかじめ設定されたエネルギー値(ジュール)またはピーク電力に達した際に溶接を停止させることができます。これにより、ワークのばらつきを補正し、一貫した強度を確保します。.
幅広い周波数帯域により、さまざまなサイズの部品に対応
低周波数(15~20 kHz)は、大型の部品や溶接距離が長い場合に適しています。一方、高周波数(30~40 kHz)は、小型または薄肉部品に対して、きめ細やかでバリのない溶接を実現します。.
















お客様の成功事例 – 自動車用電子機器組立メーカー
あるティア1自動車部品サプライヤー向けに、気密シールが必要なABSセンサーハウジングの溶接を行う際、従来のホットプレート溶接ではフラッシュ現象やサイクルタイムの長期化(12秒)といった問題が発生していたため、その対応は困難を極めました。ベンロングは、特注のソノトロードと治具を完備した20kHz超音波溶接機を供給することで、この課題を解決しました。その結果、溶接は成功裏に完了しました。.
この機械は7ヶ月で元が取れ、完全自動化されたインライン組立を実現しました。.
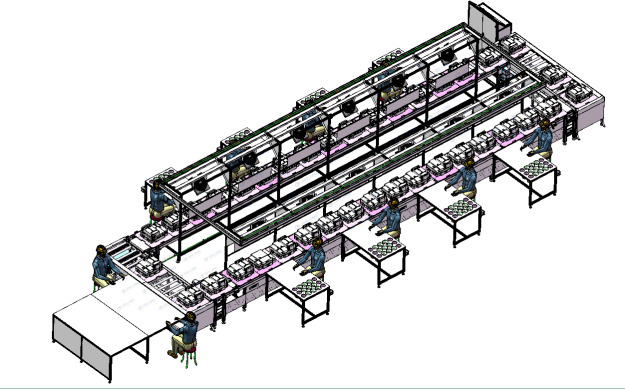
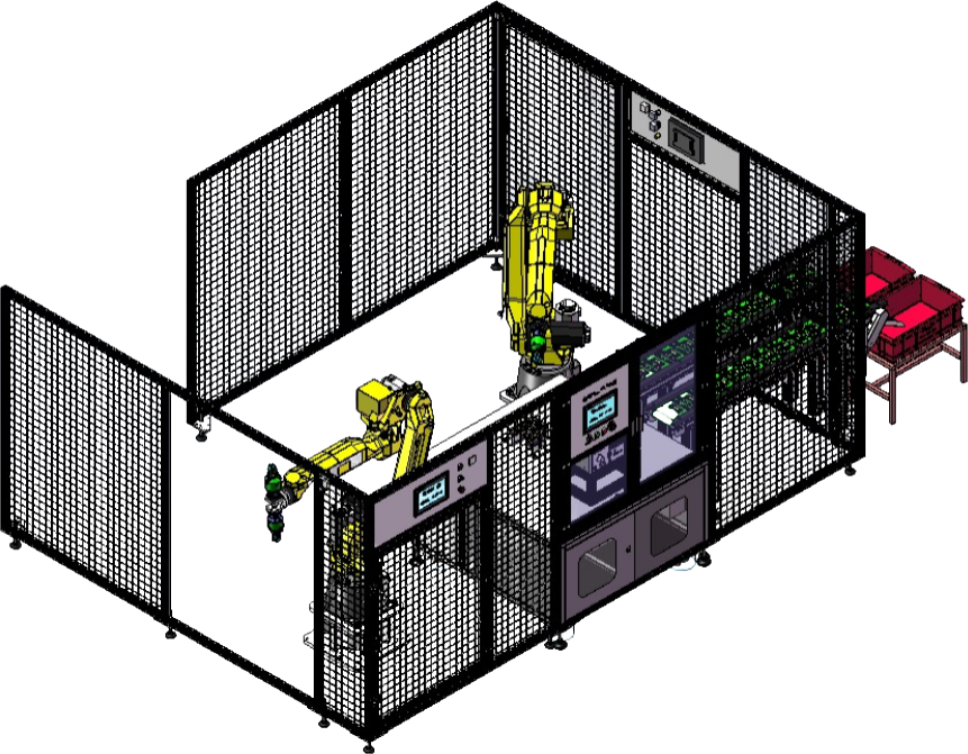
アプリケーションと統合
カスタムエンジニアリングと納品
超音波溶接機の特注見積もりをご依頼ください
サンプル部品、材料、および目標サイクルタイムをお知らせください。当社の有資格エンジニアが最適な周波数を提案し、カスタムフィクスチャーとソノトロードを設計するとともに、詳細なROI分析を作成いたします。.
WhatsApp: +86 150 5837 0007 | メール: xsb@benlongkj.cn | 英語と中国語でのサポート
超音波溶接にベンロンを選ぶ理由は?
- 15年以上のデザイン経験 超音波溶接システム プラスチックおよび不織布用
- 実績のある15~40 kHz発生器技術とデジタルエネルギー制御
- 自社開発のソノトロードおよび治具(アルミニウム、チタン、鋼)
- 複数の部品ファミリーに対応したクイックチェンジ工具
- グローバルなサービスおよびスペアパーツサポート
標準マシンに含まれるもの
超音波発生器(デジタル式)/トランスデューサー/ブースター/ソノトロードスタック/ストローク制御付き空圧プレス/
特注溶接治具/HMIコントローラ/安全インターロック/取扱説明書/1年間の保証。.
よくある質問
これらの材料には、ABS、PC、PS、PP、PE、PA、アクリルなどの硬質熱可塑性樹脂のほか、フィルム、不織布、および特定の種類の織物(エネルギーを透過できるものであること)にも使用可能なその他のエンジニアリングブレンドが含まれます。硬質熱可塑性樹脂は、通常、同様の融点を持つ材料で構成されています。.
広い表面積や長い溶接距離の場合、低周波数(15~20 kHz)を使用することで、より大きな振幅が得られます。一方、繊細な部品や小型の部品を溶接する場合は、30~40 kHzというより高い周波数を使用することをお勧めします。適切な周波数は、通常、溶接の試行を行うことで決定できます。.
適切に設計された超音波溶接部は、母材強度の80~100%の接合強度を持つことがあります。特定の用途によっては、接合強度が周囲の熱可塑性樹脂の強度を上回る場合もあります。.
もちろんです。この溶接システムは、ロータリーインデックスワークテーブル、インラインコンベア、あるいはロボットセルに設置可能です。プロセスの完全な自動化を実現するため、I/O信号やオプションのPLC統合機能もご用意しております。.
適切なメンテナンスを行えば、チタン製ソノトロードは約50万~100万サイクル使用可能ですが、スチール製ソノトロードは通常の使用条件下であれば半永久的に使用できます。また、弊社では新品および交換用ソノトロードを(競争力のある/相場並みの)価格でご用意しております。.