

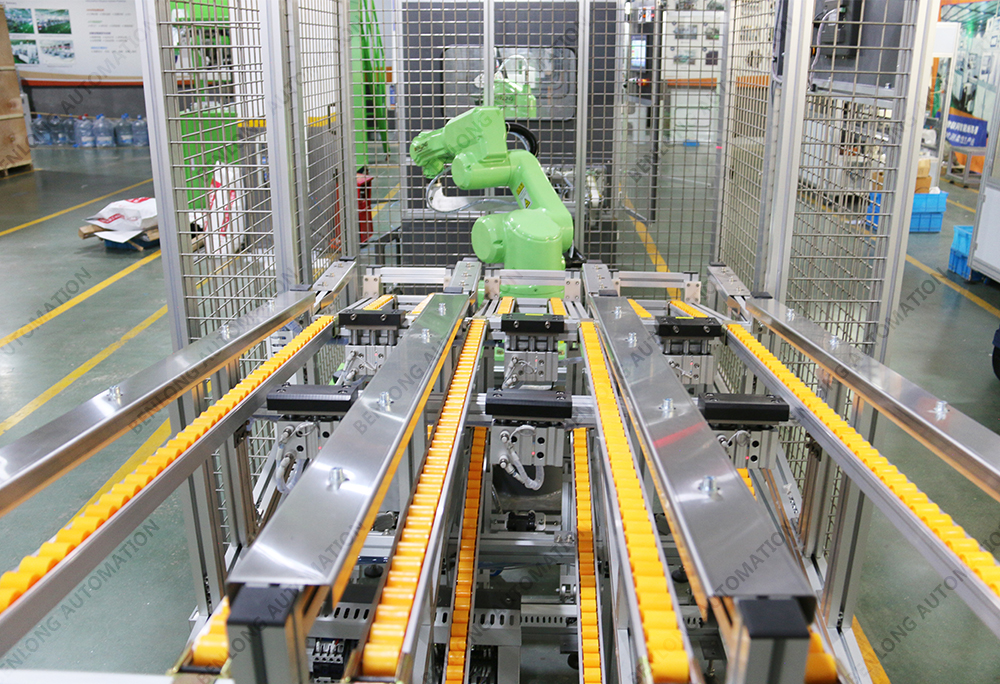
Túlfeszültség-védő robotok automatikus be- és kirakodása
Lásd még >>

1. Berendezés bemeneti feszültsége 220V/380V ± 10%, 50Hz; ± 1 Hz;
2. Készülékkompatibilis pólusok: 1P, 2P, 3P, 4P, 5P
3. Eszközgyártás ritmusa: oszloponként 1 másodperc, oszloponként 1,2 másodperc, oszloponként 1,5 másodperc, oszloponként 2 másodperc és oszloponként 3 másodperc; Öt különböző felszerelési specifikáció.
4. Ugyanaz a héjvázas termék egyetlen kattintással válthat a különböző pólusszámok között; A különböző héjvázas termékekhez a formák vagy a rögzítések kézi cseréje szükséges.
5. A berendezés rögzítése a termékmodellnek megfelelően testreszabható.
6. A lézerparaméterek előre eltárolhatók a vezérlőrendszerben automatikus visszakeresés és jelölés céljából; A jelölő QR-kód paraméterei tetszőlegesen beállíthatók, általában ≤ 24 bit.
7. A berendezés riasztáskijelző funkciókkal rendelkezik, mint például hibariasztás és nyomásfigyelés.
8. Két operációs rendszer áll rendelkezésre: kínai és angol.
9. Az összes alapvető tartozékot különböző országokból és régiókból importálják, például Olaszországból, Svédországból, Németországból, Japánból, az Egyesült Államokból, Tajvanból stb.
10. Az eszköz felszerelhető olyan funkciókkal, mint az „Intelligens energiaelemző és energiatakarékossági menedzsment rendszer” és a „Smart Equipment Service Big Data Cloud Platform”.
11. Független és független szellemi tulajdonjogokkal





