

Bankuko prentsak
Ikusi Gehiago>>
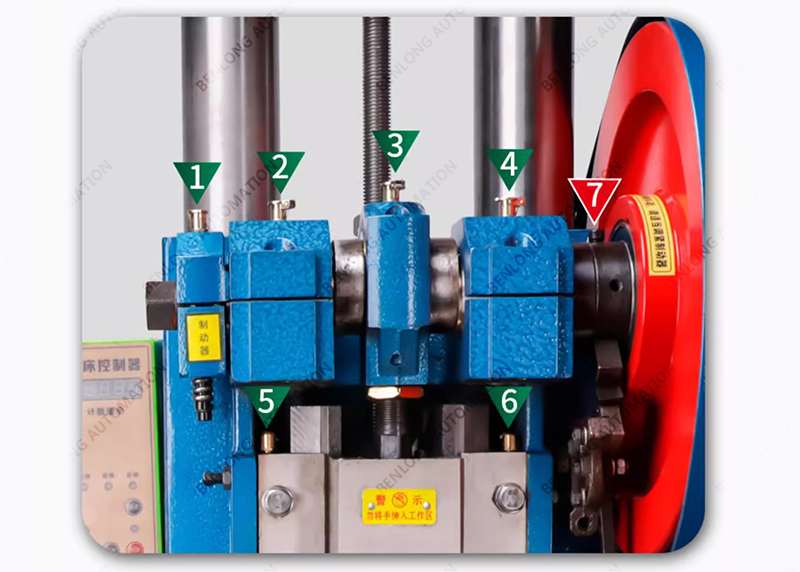
Elikadura-hornidura-tentsioa: 220V/380V, 50/60Hz
Potentzia nominala: 0.68KW
Ekipamenduaren neurriak: 60 CM luze, 50 CM zabal, 85 CM altu (LWH)
Ekipamenduaren pisua: 225 kg
Idatzi zure mezua hemen eta bidali iezaguzu
Produktuen kategoriak
-

16, detekzio automatikoko ekipamendu integrala...
-

2 、 Solenoide bobinarako muntaketa automatikoko makina...
-

17 、 AC kontaktorearen osagarriak muntaketa automatikoa...
-

Motor Babeslea Torlojatzeko Unitate Automatikoa
-

20, fotovoltaikorako muntaketa automatikoko makina...
-

10, terminal-blokearen muntaketa automatikoa...