

Автоматическая линия по производству зарядных свай постоянного тока
Посмотреть больше>>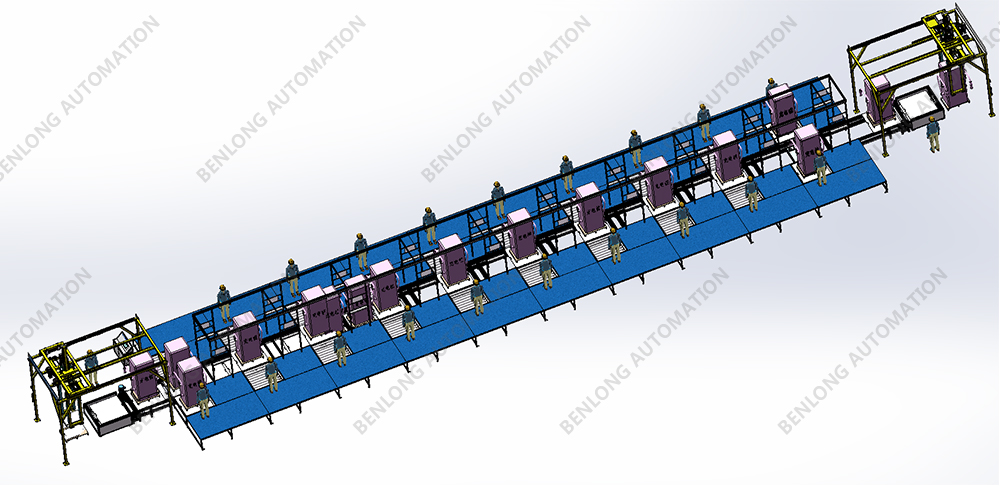
Применимая сборка: зарядная свая постоянного тока, зарядная свая переменного тока, зарядная свая с одной головкой, зарядная свая с несколькими головками, напольная зарядная свая, настенная зарядная свая.
Функции оборудования: автоматизированная система транспортировки, вспомогательное рабочее место – осветительный вентилятор, воздушный канал, гнездо для скользящего крюка, интерфейс источника воздуха, экран дисплея процесса, система вызова материалов, система сканирования и хранения и т. д.
Региональное подразделение: участок сборки, участок испытаний, участок старения, участок испытаний, испытание на герметичность, испытание на специальную защиту, участок упаковки и паллетирования.
Требования к производственной площадке: производственная зона, зона хранения материалов, логистический канал, зона хранения готовой продукции, офисная зона, а также зона установки и размещения специального оборудования.

Основные требования к линии сборки зарядной станции:
A. Производственная мощность и время цикла линии сборки загрузочных штабелей: 50 единиц/8 часов; Базовый производственный цикл: 1 единица/мин, время производства: 8 часов/смена, 330 дней/год.
B. Общая длина линии сборки загрузочной сваи: сборочная линия 33,55 м; Сборочная линия для проверки 5 м, линия тестирования 18,5 м
C. Максимальный вес тела сваи линии сборки загрузочной сваи: 200 кг.
D. Максимальные внешние размеры тела сваи: 1000X1000X2000 (мм)
E. Высота линии сборки загрузочной сваи: 400 мм.
F. Общий расход газа: Давление сжатого воздуха составляет 7 кгс/см2, а скорость потока не превышает 0,5 м3/мин (исключая расход газа пневматических инструментов и роботизированных манипуляторов с пневматическим приводом).
G. Общее потребление электроэнергии: Вся сборочная линия не должна превышать 30 кВА.
H. Шум линии сборки зарядной сваи: общий шум линии составляет менее 75 дБ (проверено на расстоянии 1 м от источника шума).
I. Корпус конвейера линии сборки загрузочного штабеля и различные специализированные машины разработаны с использованием передовых и разумных технологий и с высокой степенью автоматизации. Логистика соответствует требованиям технологического маршрута, и производственная линия не будет перегружена или заблокирована; Линейная структура прочная и стабильная, имеет единый внешний вид.
J. Линия сборки загрузочной сваи обладает достаточной стабильностью и прочностью при нормальных условиях работы.
К. Корпус ВЛ линии сборки загрузочной сваи должен обладать достаточной прочностью, жесткостью и устойчивостью и не представлять угрозы безопасности персонала; В местах, где специальные самолеты и оборудование могут поставить под угрозу личную безопасность, имеются соответствующие защитные устройства и предупреждающие знаки.

Основные требования к линии сборки зарядной станции:
A. Производственная мощность и время цикла линии сборки загрузочных штабелей: 50 единиц/8 часов; Базовый производственный цикл: 1 единица/мин, время производства: 8 часов/смена, 330 дней/год.
B. Общая длина линии сборки загрузочной сваи: сборочная линия 33,55 м; Сборочная линия для проверки 5 м, линия тестирования 18,5 м
C. Максимальный вес тела сваи линии сборки загрузочной сваи: 200 кг.
D. Максимальные внешние размеры тела сваи: 1000X1000X2000 (мм)
E. Высота линии сборки загрузочной сваи: 400 мм.
F. Общий расход газа: Давление сжатого воздуха составляет 7 кгс/см2, а скорость потока не превышает 0,5 м3/мин (исключая расход газа пневматических инструментов и роботизированных манипуляторов с пневматическим приводом).
G. Общее потребление электроэнергии: Вся сборочная линия не должна превышать 30 кВА.
H. Шум линии сборки зарядной сваи: общий шум линии составляет менее 75 дБ (проверено на расстоянии 1 м от источника шума).
I. Корпус конвейера линии сборки загрузочного штабеля и различные специализированные машины разработаны с использованием передовых и разумных технологий и с высокой степенью автоматизации. Логистика соответствует требованиям технологического маршрута, и производственная линия не будет перегружена или заблокирована; Линейная структура прочная и стабильная, имеет единый внешний вид.
J. Линия сборки загрузочной сваи обладает достаточной стабильностью и прочностью при нормальных условиях работы.
К. Корпус ВЛ линии сборки загрузочной сваи должен обладать достаточной прочностью, жесткостью и устойчивостью и не представлять угрозы безопасности персонала; В местах, где специальные самолеты и оборудование могут поставить под угрозу личную безопасность, имеются соответствующие защитные устройства и предупреждающие знаки.
Автоматическая линия по производству зарядных свай постоянного тока
